一种叠瓦焊带专用储线架的制作方法
1.本实用新型涉及一种储线架,尤其是一种叠瓦焊带专用储线架,属于箔型带材储线技术领域。
背景技术:
2.光伏组件根据电池片的串联技术不同,主要分为串焊组件、叠瓦组件和背接触组件。目前市场上最主要的是串焊组件,常规互联条、汇流条、mbb焊丝都是用于串焊型组件的焊接。此类焊带的生产工艺也都改进为高速镀锡工艺。但叠瓦类组件和背接触组件所使用的焊带比较特殊,叠瓦专用焊带通常是箔型的,即使用的是既薄且宽的铜带作为基材,而背接触式组件所用焊带,更是在箔型的焊带上进行二次加工,需要加工成特定形状才可使用,对于这类箔型焊带我们统称为叠瓦焊带。叠瓦焊带用常规镀锡机是无法生产的,因此该类型的焊带生产通常还在使用早期的慢速镀锡工艺,这种工艺效率低、物耗、能耗高,加工成本很高。
3.为了提高叠瓦焊带的生产效率,降低加工成本,需要研发一款专门用于箔型焊带生产的高速镀锡设备。箔型焊带高速镀锡工艺中有一个非常关键的难题,就是这种宽且箔的焊带不能使用传统的储线架,因为传统的储线架是螺旋形穿线,适合圆形焊带及宽厚比较小常规焊带,而箔型焊带使用这种结构就会变形,要想实现箔型焊带的高速镀锡,就一定要先解决这个问题。
技术实现要素:
4.针对现有技术中存在的不足,本实用新型实施例提供一种叠瓦焊带专用储线架,其规避了常规的螺旋式穿线结构,储线结构都在同一个垂直面内,焊带在储线架内保持在同一直线上,因此可以完全消除焊带的变形问题。
5.为实现以上技术目的,本实用新型实施例采用的技术方案是:
6.一种叠瓦焊带专用储线架,包括:支架,所述支架的上部固定设置上安装板,支架的下部设置能够上下滑动的下安装板;所述上安装板上安装上储线轮组件和换向轮组件,所述下安装板上安装下储线轮组件;所述上储线轮组件包括若干个自上而下依次设置的储线轮,所述下储线轮组件也包括若干个自上而下依次设置的储线轮,上储线轮组件与下储线轮组件包含的储线轮的个数相同且大小对称;所述换向轮组件包括两个换向轮。
7.进一步地,所述上储线轮组件上的储线轮的直径自上而下依次变小,所述下储线轮组件的储线轮的直径自上而下依次变大。
8.进一步地,相邻位置的两个储线轮的直径相差1-2cm。
9.进一步地,所述支架的上部设置第一固定块,第一固定块上设置上安装板;所述支架的下部安装滑杆,滑杆上设置滑块,滑块上安装第二固定块,第二固定块上设置下安装板,所述下安装板能够通过滑杆和滑块的配合上下移动。
10.进一步地,还包括用以限位下安装板的限位装置;所述限位装置包括限位杆、电位
计和顶杆,所述限位杆安装在支架侧部的电位计上;所述顶杆安装在下安装板上;所述顶杆抬起限位杆时所述电位计能够发送调整传送速度的信号。
11.本实用新型实施例提供的技术方案带来的有益效果是:
12.采用所有导轮在同一个垂直面的储线结构,该结构占地空间小,只对空间高度有需求,特别适用于叠瓦焊带的储线,可以提高叠瓦焊带的生产效率,降低加工成本。
附图说明
13.图1为本实用新型实施例中的结构示意图。
14.图2为本实用新型实施例中的局部示意图。
15.图3为本实用新型实施例中的局部正视图。
具体实施方式
16.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
17.储线架的作用是在保证整机不停止运转的情况下,能够短时间停止收线端的转动,以实现不停机换收线盘的目的,是实现焊带连续生产的必备结构。传统的储线架都是采用等大的并排轮结构,线材依次上下交替穿过,整体呈现螺旋状结构,这种结构无法用于宽薄型带材。
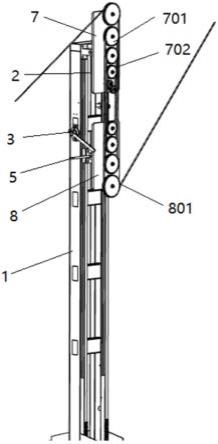
18.如图1和图2所示,为了实现箔型带材的储线,我们提供了一种叠瓦焊带专用储线架,包括:支架1,所述支架1的上部固定设置上安装板7,支架1的下部设置能够上下滑动的下安装板8;所述上安装板7上安装上储线轮组件701和换向轮组件702,所述下安装板8上安装下储线轮组件801;所述上储线轮组件701包括若干个自上而下依次设置的储线轮,所述下储线轮组件801也包括若干个自上而下依次设置的储线轮,上储线轮组件701与下储线轮组件801包含的储线轮的个数相同且大小对称;所述换向轮组件702包括两个换向轮。
19.作为进一步地优化,所述上储线轮组件701上的储线轮的直径自上而下依次变小,所述下储线轮组件801的储线轮的直径自上而下依次变大。相邻位置的两个储线轮的直径相差1-2cm。
20.如图3所示,一具体实施例中,所述上储线轮组件701包括自上而下依次设置的第一储线轮1001、第九储线轮1009、第三储线轮1003、第七储线轮1007;所述换向轮组件702包括自上而下依次设置的第五换向轮1005和第六换向轮1006;所述下储线轮组件801包括自上而下依次设置的第四储线轮1004、第八储线轮1008、第二储线轮1002和第十储线轮1010。工作时,锡带依次从第一储线轮1001、第二储线轮1002、第三储线轮1003、第四储线轮1004、第五换向轮1005、第六换向轮1006、第七储线轮1007、第八储线轮1008、第九储线轮1009、第十储线轮1010穿过。
21.储线架最主要指标就是缓冲时间,即能在整机不停止运行的前提下,只停止收线运行的时间。这与走线速度、储线轮数量、缓冲行程(下储线轮能够下落的最大距离)都有关系。以规格为0.05mm*20mm叠瓦焊带为例,设计镀锡速度为60m/min,缓冲行程为2m,需要15秒钟的缓冲时间,计算可知需要60/60*15=15米的缓冲长度,每对储线轮可以提供4米的缓
冲距离,那么最少需要4对储线轮便可实现目标。此时需要宽度为30mm左右的储线轮,最小的一对直径为8cm,然后每对直径依次增大1cm~2cm即可。
22.如图2所示,一具体实施例中,所述支架1的上部设置第一固定块6,第一固定块6上设置上安装板7;所述支架1的下部安装滑杆2,滑杆2上设置滑块4,滑块4上安装第二固定块9,第二固定块9上设置下安装板8,所述下安装板8能够通过滑杆2和滑块4的配合上下移动。
23.一具体实施例中,本实用新型所述储线架还包括用以限位下安装板8的限位装置;所述限位装置包括限位杆3、电位计和顶杆5,所述限位杆3安装在支架1侧部的电位计上;所述顶杆5安装在下安装板8上;所述顶杆5抬起限位杆3时所述电位计能够发送调整传送速度的信号。限位杆3的作用是调节储线架前后传输速度,例如,当限位杆3被顶杆5抬起到一定程度,说明前慢后快,就会自动进行调节。
24.本实用新型解决了叠瓦类焊带的储线问题,突破了叠瓦焊带高速镀锡技术的一个重要难点,为叠瓦焊带高速镀锡生产提供了必要条件。而且,不仅能够用于叠瓦焊带的生产,也适用于各种规格的箔型带材。只需根据带材宽度,选择相应宽度的储线轮,再根据需要缓冲的时间,来计算上下储线轮的个数,便可以实现宽薄型带材的储线功能。
25.最后所应说明的是,以上具体实施方式仅用以说明本实用新型的技术方案而非限制,尽管参照实例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的精神和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1