刀具自动装卸设备的制作方法
1.本实用新型属于可转位车削刀具的穿插钢钎设备技术领域,具体涉及刀具自动装卸设备。
背景技术:
2.数控刀片是可转位车削刀具的总称,是现代金属切削应用领域的主流产品。主要应用在金属的车削、铣削、切断切槽、螺纹车削等领域。涂层工序主要是对数控刀片表面处理,涂覆一层高耐磨性的陶瓷材料,大幅提升刀具的表面硬度,提高刀具的使用寿命,降低刀具与加工材料之间的摩擦系数。相对于非涂层刀片,其使用寿命能提高5~10倍,涂层分为物理涂层和化学涂层。物理涂层(物理气相沉积,physical vapor deposition,pvd)是通过电流轰击金属靶材表面,产生金属等离子体,然后在电场的作用下,沉积在刀片表面形成涂层;化学涂层是在高温条件下,一般大于1000度,通过多种化合物和气体在刀片表面发生化学反应形成涂层。
3.由于数控刀具种类多、尺寸不一致、数量大等特点,同时pvd涂层要求厚度均匀,因此大多都是先将刀具穿插在钢钎上,在刀具穿插在钢钎的过程中,还需要同步在钢钎上插入套筒来隔离相邻的两个刀具,再将若干装满刀具与的钢钎固定在转筒上后统一进入pvd设备进行统一涂层工序。以往将刀具、套筒穿插在钢钎上都是通过人工手动进行的,效率较低,且需耗费大量的人力资源。申请号为cn201510973856.1的专利中公开了一种用于刀具制备pvd涂层的柔性旋转工作台,该工作台用穿插刀具,其中公开了可以旋转的刀具架。
4.目前刀具pvd工序上料工艺段存在多款上料设备,但都存在几个共同问题点:首先,现有设备需要停机来更换用于安装刀具的刀架,刀架需要人工更换,造成速度慢效率低的问题;其次刀具厂一般都有上多种不同的刀具,一个卡爪不能适应多种刀具,在刀具不同时,需要停机更换卡爪,影响速度;再者,上料料盘变形大,使得刀具处于非水平状态,会使视觉定位精度降低,导致抓取不准的问题;工厂有多种穿钎方式,现有设备不能兼容正反两面,兼容性低。
技术实现要素:
5.本实用新型的目的是提供刀具自动装卸设备,用以解决现有设备需要停机来更换用于安装刀具的刀架,刀架需要人工更换,造成速度慢效率低的问题。
6.为了实现上述目的,本实用新型采用以下技术方案:
7.一种刀具自动装卸设备,包括上料装置模组、视觉机械手模组和穿插模组,上料装置模组将刀具盘输送至视觉机械手模组的识别抓取位置;刀具盘上纵横排列设置有多个放置刀具的格子,格子中放置有待抓取的刀具;视觉机械手模组将抓取识别抓取位置处料盘中的刀具至穿插模组的穿插工位处进穿钎;
8.还包括两个对称设置的旋转刀架,两个所述旋转刀架并排安装在同一旋转底盘上;所述旋转底盘转动,将其中一个旋转刀架移动至靠近所述穿插工位的预设位置,以便旋
转刀架被安装满后进行旋转刀架的切换;
9.所述旋转刀架包括下圆盘和上圆盘,上圆盘和下圆盘之间设置有连接柱;下圆盘上设置有多个钢钎安装孔,多个钢钎安装孔沿在下圆盘上环形分布,多个钢钎安装孔形成的圆环的中点与下圆盘中心重合;所述钢钎安装孔安装有钢钎;所述上圆盘沿边缘均匀分布有多个钢钎卡接缺口,所述钢钎卡接缺口与钢钎安装孔一一对应;钢钎安装孔安装的钢钎上端被卡在所述钢钎卡接缺口处;所述下圆盘底部设置有旋转盘;
10.靠近穿插工位的旋转刀架上方设置有钢钎抓取模组,工作时,所述钢钎抓取模组从钢钎顶部抓取,然后将钢钎顶部移出钢钎卡接缺口,然后移动至穿插工位上;视觉机械手模组识别刀具并抓取刀具至穿插工位,将刀具穿插在穿插工位上的钢钎上。
11.根据上述技术手段,通过设置两个旋转刀架,并排安装在同一旋转底盘上;所述旋转底盘转动,将其中一个旋转刀架移动至靠近所述穿插工位的预设位置,以便旋转刀架被安装满后进行旋转刀架的切换;实现设备不停机,快速切换刀架,大大提高了效率;旋转刀架上方设置有钢钎抓取模组,所述钢钎抓取模组从钢钎顶部抓取,然后将钢钎顶部移出钢钎卡接缺口,然后移动至穿插工位上,钢钎的下端始终在下圆盘上的钢钎安装孔内;视觉机械手模组从识别抓取位置识别刀具并抓取刀具至穿插工位,将刀具穿插在穿插工位上的钢钎上,实现刀具的穿钎,每穿完一根钢钎,通过钢钎抓取模组将钢钎顶端抓取移动至钢钎卡接缺口处卡住,然后控制旋转刀架旋转,将下一根空的钢钎旋转到钢钎抓取模组的抓取位置;由此,一个旋转刀架可以穿很多的刀具,整个刀具穿完后,旋转底盘转动切换旋转刀架,再更换新的旋转刀架上去即可,由此解决现有设备需要停机来更换用于安装刀具的刀架,刀架需要人工更换,造成速度慢效率低的问题。
12.在一种可能的设计中,所述钢钎卡接缺口包括设置在上圆盘边缘的缺口槽,所述缺口槽的两侧对称设置有卡块槽,卡块槽靠近所述缺口槽的一侧设置有开口,所述开口与缺口槽相通,其卡块槽靠近所述缺口槽的一侧开口小于卡块槽的宽度,所述卡块槽中设置有卡块,所述卡块靠近缺口槽的一侧设置弧形凸起,弧形凸起冒出卡块槽的开口处位于缺口槽中;卡块远离弧形凸起的一侧与卡块槽的侧壁之间设置有弹簧;使得钢钎在安装时可以直接按压入缺口槽内然后在缺口槽两侧的卡块卡住,所述卡块槽顶部设置封盖,每个卡块槽两侧设置有螺孔,所述封盖通过螺栓与螺孔配合固定在所述上圆盘上,使得卡块被限定在卡块槽内。根据上述设计,钢钎卡接缺口可以卡住钢钎的同时也可以方便钢钎顶端的移出和安装。
13.在一种可能的设计中,旋转底靠近所述穿插工位的一端高于远离穿插工位的一端,使得旋转刀架处于倾斜状态;在所述钢钎抓取模组将钢钎移动至穿插工位上时,钢钎的下端始终在旋转刀架的下圆盘的钢钎安装孔中,且钢钎处于竖直状态。根据该设计,可以使得在所述钢钎抓取模组从钢钎顶部抓取钢钎顶部并移出钢钎卡接缺口,然后移动至穿插工位上后,钢钎处于垂直于状态,并且钢钎的下端始终在下圆盘上的钢钎安装孔内,由此,方便刀具在穿插工位处的穿钎作业。
14.在一种可能的设计中,所述视觉机械手模组旁边设置有备用夹具台,所述备用夹具台上安装有多个备用夹具;视觉机械手模组用于根据不同刀具更换备用夹具。根据设置多个备用夹具,备用夹具即备用卡爪,在识别到刀具更换后,可以快速进行卡爪的更换。
15.在一种可能的设计中,所述上料装置模组是叠盘方式上料模组。采用叠盘方式上
料模组可以安装较多数量的刀具盘,保证设备数小时所需物料。
16.在一种可能的设计中,所述叠盘方式上料模组设置有两组,两组所述叠盘方式上料模组并排设置,所述视觉机械手模组包括两组视觉摄像模组和一个机械臂,两组视觉摄像模组分别位于两组所述叠盘方式上料模组的预设抓取位置上方,机械臂位于两组所述叠盘方式上料模组的预设抓取位置之间。
17.在一种可能的设计中,两组所述叠盘方式上料模组的其中一组的刀具是正面来料;另一组是刀具反面来料。同时上料左右布置,具体的,左侧为刀具正面来料,右侧为刀具反面来料,可兼容现有工厂穿串方式。
18.在一种可能的设计中,所述识别抓取位置设置有用于对刀具盘形变进行纠正的纠正机构,所述纠正机构包括伸缩装置,所述伸缩装置竖直设置,伸缩装置顶部设置有平板,纠正时,伸缩装置升起,使得所述平板与刀具盘接触撑起刀具盘中部位置。刀具盘顶部布置视觉摄像模组,底部配有刀具盘纠正机构,使得视觉摄像模组的相机能够精准识别产品在料盘位置,引导机械手精准抓取。
19.有益效果:通过设置两个旋转刀架,并排安装在同一旋转底盘上;所述旋转底盘转动,将其中一个旋转刀架移动至靠近所述穿插工位的预设位置,以便旋转刀架被安装满后进行旋转刀架的切换;实现设备不停机,快速切换刀架,大大提高了效率;旋转刀架上方设置有钢钎抓取模组,所述钢钎抓取模组从钢钎顶部抓取,然后将钢钎顶部移出钢钎卡接缺口,然后移动至穿插工位上,钢钎的下端始终在下圆盘上的钢钎安装孔内;视觉机械手模组从识别抓取位置识别刀具并抓取刀具至穿插工位,将刀具穿插在穿插工位上的钢钎上,实现刀具的穿钎,每穿完一根钢钎,通过钢钎抓取模组将钢钎顶端抓取移动至钢钎卡接缺口处卡住,然后控制旋转刀架旋转,将下一根空的钢钎旋转到钢钎抓取模组的抓取位置;由此,一个旋转刀架可以穿很多的刀具,整个刀具穿完后,旋转底盘转动切换旋转刀架,再更换新的旋转刀架上去即可,由此解决现有设备需要停机来更换用于安装刀具的刀架,刀架需要人工更换,造成速度慢效率低的问题;
20.采用叠盘方式上料模组可以安装较多数量的刀具盘,保证设备数小时所需物料;同时上料左右布置,具体的,左侧为刀具正面来料,右侧为刀具反面来料,可兼容现有工厂穿串方式;刀具盘顶部布置视觉摄像模组,底部配有刀具盘纠正机构,使得视觉摄像模组的相机能够精准识别产品在料盘位置,引导机械手精准抓取;设置多个备用夹具,备用夹具即备用卡爪,在识别到刀具更换后,可以快速进行卡爪的更换。
附图说明
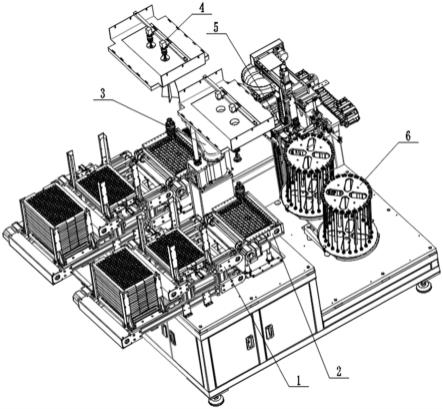
21.图1为实施例中刀具自动装卸设备的立体结构示意图;
22.图2为实施例中刀具自动装卸设备的右视结构示意图;
23.图3为实施例中刀具自动装卸设备的俯视结构示意图;
24.图4为实施例中刀具自动装卸设备的旋转刀架及刀架底座的结构示意图;
25.图5为实施例中刀具自动装卸设备的旋转刀架和刀架底座的拆分时的结构示意图;
26.图6为图5中a处的局部放大图;
27.图7为纠正机构的结构示意图。
具体实施方式
28.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将结合附图和实施例或现有技术的描述对本实用新型作简单地介绍,显而易见地,下面关于附图结构的描述仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。在此需要说明的是,对于这些实施例方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。
29.实施例:
30.如图1至图6所示所示,本实施例提供了一种刀具自动装卸设备,包括上料装置模组、视觉机械手模组和穿插模组,上料装置模组包括刀具盘传送机构1和刀具盘定位机构2,具体示例的,采用视觉引导4轴机械手抓取形式;上料装置模组1将刀具盘输送至视觉机械手模组的识别抓取位置2;刀具盘上纵横排列设置有多个放置刀具的格子,格子中放置有待抓取的刀具;视觉机械手模组将抓取识别抓取位置处料盘中的刀具至穿插模组的穿插工位处进穿钎;还包括两个对称设置的旋转刀架6,两个所述旋转刀架并排安装在同一旋转底盘7上;所述旋转底盘转动,将其中一个旋转刀架移动至靠近所述穿插工位的预设位置;
31.所述旋转刀架包括下圆盘601和上圆盘602,上圆盘和下圆盘之间设置有连接柱;下圆盘上设置有多个钢钎安装孔,多个钢钎安装孔沿在下圆盘上环形分布,多个钢钎安装孔形成的圆环的中点与下圆盘中心重合;所述钢钎安装孔安装有钢钎603;所述上圆盘沿边缘均匀分布有多个钢钎卡接缺口,所述钢钎卡接缺口与钢钎安装孔一一对应;钢钎安装孔安装的钢钎上端被卡在所述钢钎卡接缺口处;所述下圆盘底部设置有旋转盘8;旋转盘8上设置有旋转刀架安装板9,旋转刀架安装板设置有与下圆盘601匹配的凹槽,使得下圆盘安装在旋转刀架安装板上,旋转刀架安装板两侧设置有卡子10,下圆盘设置有与卡子对应的卡口,使得卡子卡在卡口处,使得旋转刀架更加稳定,具体的,旋转盘是气动旋转盘或电机驱动的旋转盘。
32.靠近穿插工位的旋转刀架上方设置有钢钎抓取模组13,工作时,所述钢钎抓取模组从钢钎顶部抓取,然后将钢钎顶部移出钢钎卡接缺口,然后移动至穿插工位上;视觉机械手模组识别刀具并抓取刀具至穿插工位,将刀具被穿插模组5穿插在穿插工位上的钢钎上。具体实施时,穿插模组5还包括刀具穿插模组14和隔套穿插子模组15,刀具穿插模组14和隔套穿插子模组15为现有模组,具体结构参见现有装卸设备,本实施例的附图中未做细节结构示意。刀具被穿插在钢钎上时刀具直接穿插有隔套,具体的,隔套采用振动盘方式,可兼容现有刀具所用隔套。
33.具体实施时,自动装卸设备外部设置有必要的框架,用来架设视觉机械手模组的视觉摄像模组4,以及可以在框架上设置外壳,在框架的侧面设置一些门体,方便封装设备,起到防尘作用,安全生产的作用;视觉摄像模组4位于定位机构2上方,刀具盘中的刀具在定位机构处被视觉摄像模组识别。
34.在一种可能的实施方式中,如图6所示,所述钢钎卡接缺口包括设置在上圆盘边缘的缺口槽604,所述缺口槽的两侧对称设置有卡块槽605,卡块槽靠近所述缺口槽的一侧设置有开口,所述开口与缺口槽相通,其卡块槽靠近所述缺口槽的一侧开口小于卡块槽的宽度,所述卡块槽中设置有卡块606,所述卡块靠近缺口槽的一侧设置弧形凸起,弧形凸起冒出卡块槽的开口处位于缺口槽中;卡块远离弧形凸起的一侧与卡块槽的侧壁之间设置有弹
簧607;使得钢钎在安装时可以直接按压入缺口槽内然后在缺口槽两侧的卡块卡住,所述卡块槽顶部设置封盖608,每个卡块槽两侧设置有螺孔,所述封盖通过螺栓与螺孔配合固定在所述上圆盘上,使得卡块被限定在卡块槽内。
35.在一种可能的实施方式中,旋转底盘靠近所述穿插工位的一端高于远离穿插工位的一端,使得旋转刀架处于倾斜状态;在所述钢钎抓取模组将钢钎移动至穿插工位上时,钢钎的下端始终在旋转刀架的下圆盘的钢钎安装孔中,且钢钎处于竖直状态。
36.在一种可能的实施方式中,所述视觉机械手模组旁边设置有备用夹具台,所述备用夹具台上安装有多个备用夹具12;视觉机械手模组用于根据不同刀具更换备用夹具。图3中示例给出了三个备用夹具。
37.具体示例的,备用机械手夹具还可设置4种不同方式,可真空吸取,可内撑夹具等,配有快换夹具,可根据不同产品自动更换夹爪,兼容工厂现有刀具及扩展未来规划刀具。
38.在一种可能的实施方式中,所述上料装置模组叠盘方式上料模组。
39.料盘上料采用叠盘方式上料,满料盘及空料盘集成一起,可同时上几十盘料,保证设备数小时所需物料。
40.在一种可能的实施方式中,所述叠盘方式上料模组设置有两组,两组所述叠盘方式上料模组并排设置,所述视觉机械手模组包括两组视觉摄像模组和一个机械臂,两组视觉摄像模组分别位于两组所述叠盘方式上料模组的预设抓取位置上方,机械臂位于两组所述叠盘方式上料模组的预设抓取位置之间。
41.在一种可能的实施方式中,两组所述叠盘方式上料模组的其中一组的刀具是正面来料;另一组是刀具反面来料。
42.具体实施时,同时上料左右布置,左侧为刀具正面来料,右侧为刀具反面来料,可全部兼容现有工厂穿串方式。
43.如图7所示,在一种可能的实施方式中,所述识别抓取位置设置有用于对刀具盘形变进行纠正的纠正机构,所述纠正机构包括伸缩装置11,所述伸缩装置竖直设置,伸缩装置顶部设置有平板,纠正时,使得伸缩装置升起,使得所述平板与刀具盘接触撑起刀具盘中部位置。
44.料盘顶部布置相机底部配有料盘纠正机构,能够精准识别产品在料盘位置,引导机械手抓取。
45.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型的保护范围。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1