一种多工位冲压紧固件更换模腔装置的制作方法
1.本实用新型涉及机械加工技术领域,尤其涉及一种多工位冲压紧固件更换模腔装置。
背景技术:
2.随着社会的不断发展,冲压工艺在机械加工中非常的普遍,冲压是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法,紧固件在汽车生产中是经常使用到的基本零件,用于汽车中发动机、变速箱、底盘悬挂部件,纵梁以及门锁等关键零部件的固定,如薄板螺母、螺纹板等等,紧固件的形状虽然有多种样式,但都需要冲压成型。
3.紧固件的冲压由多道工序组成,比如落料、拉伸、整形、冲孔等等,采用逐个递进的方式进行加工,以满足紧固件的加工需求,由于不方便将前一个模腔内的产品更换到下一个模腔内,所以现在紧固件多工序的冲压生产都是由人工进行操作,存在着人工劳动强度大,生产周期长,至使紧固件的生产效率低下,不具备市场竞争优势,存在着不足。
4.综上所述,针对现有技术中存在的缺陷,特别需要一种多工位冲压紧固件更换模腔装置,以解决现有技术的不足。
技术实现要素:
5.本实用新型的目的是提供一种多工位冲压紧固件更换模腔装置,结构简单,可以方便将前一个模腔内的产品更换至下一个模腔,提升紧固件在冲压中的加工效率,实用性能优。
6.本实用新型为解决其技术问题所采用的技术方案是:
7.一种多工位冲压紧固件更换模腔装置,包括:横梁、支撑台,横梁设置于支撑台的上方;
8.横梁的表面垂直固定有若干个竖杆,竖杆之间的间距和冲压机模腔之间的间距相等,竖杆朝向冲压机模腔的端部均设置有托板,托板上设置有将工件从冲压机模腔内提起或放下的吸盘;
9.支撑台的上方两端均设置有和横梁相互平行的平移导轨,平移导轨上均设置有相匹配的平移滑块,平移滑块和横梁之间设置有控制横梁上下位移的升降气缸;
10.平移滑块之间设置有连杆,其中的一个平移滑块上设置有衔接块,支撑台上的平移气缸主轴连接衔接块,平移气缸推动平移滑块在平移导轨上运动进而控制横梁左右的位移;
11.支撑台的下方两端均设置有伸缩滑块,伸缩滑块套接于伸缩导轨,伸缩滑块的侧边安装有伸缩气缸,伸缩滑块通过端部固定的转接块连接伸缩气缸的主轴,伸缩气缸带动伸缩滑块在伸缩导轨上的运动进而控制横梁前后的位移。
12.进一步,所述横梁表面固定的竖杆均匀分布。
13.进一步,所述平移滑块内部的凹槽呈梯形,平移导轨的形状呈梯形,平移滑块和伸缩滑块的结构相同,平移导轨和伸缩导轨的结构相同。
14.进一步,所述升降气缸的两侧设置有紧固块。
15.进一步,所述托板和竖杆之间采用可拆分连接。
16.进一步,所述伸缩导轨的底部铺设有底板。
17.进一步,所述支撑台的形状呈u字形,支撑台中间的镂空部设置为电气元件放置区。
18.本实用新型的优点在于:
19.综上所述,本实用新型设计合理,结构连贯,在冲压之后,按照冲压的工序逐个的更换模腔内的工件,有效将前一个模腔内的产品更换至下一个模腔,有效提升了冲压紧固件的生产的效率,使整个生产便捷流畅,节省时间,实用性能优,利于推广和使用。
附图说明
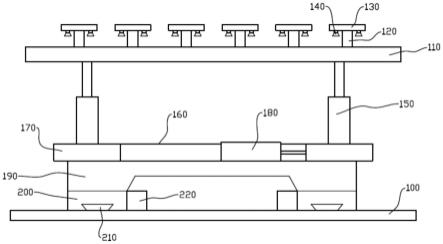
20.图1是本实用新型的正面结构图;
21.图2是本实用新型的侧面结构图;
22.图3是本实用新型前后移动气缸示意图;
23.图4是本实用新型升降气缸结构示意图;
24.100-底板,110-横梁,120-竖杆,130-托板,140-吸盘,150-升降气缸,151-紧固块,160-连杆,170-平移滑块,171-平移导轨,172-衔接块,180-平移气缸,190-支撑台,200-伸缩滑块,210-伸缩导轨,220-伸缩气缸。
具体实施方式
25.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合图示与具体实施例,进一步阐述本实用新型。
26.如图1、图2、图3、图4所示,一种多工位冲压紧固件更换模腔装置,包括:横梁110、支撑台190,横梁110设置于支撑台190的上方;横梁110的表面垂直固定有若干个竖杆120,竖杆120之间的间距和冲压机模腔之间的间距相等,竖杆120朝向冲压机模腔的端部均设置有托板130,托板130上设置有将工件从冲压机模腔内提起或放下的吸盘140;支撑台190的上方两端均设置有和横梁相互平行的平移导轨171,平移导轨171上均设置有相匹配的平移滑块170,平移滑块170和横梁110之间设置有控制横梁110上下位移的升降气缸150;平移滑块170之间设置有连杆160,其中的一个平移滑块上设置有衔接块172,支撑台190上的平移气缸180主轴连接衔接块172,平移气缸180推动平移滑块170在平移导轨171上运动进而控制横梁110左右的位移;支撑台190的下方两端均设置有伸缩滑块200,伸缩滑块200套接于伸缩导轨210,伸缩滑块200的侧边安装有伸缩气缸220,伸缩滑块200通过端部固定的转接块连接伸缩气缸220的主轴,伸缩气缸220带动伸缩滑块200在伸缩导轨210上的运动进而控制横梁110前后的位移。
27.另外,横梁110表面固定的竖杆120均匀分布。
28.本实用新型平移滑块170内部的凹槽呈梯形,平移导轨171的形状呈梯形,平移滑块170和伸缩滑块200的结构相同,平移导轨171和伸缩导轨210的结构相同。
29.升降气缸150的两侧设置有紧固块151。
30.托板130和竖杆120之间采用可拆分连接,便于更换托板的类型,可以电磁吸盘,也可以采用气动吸盘。
31.本实用新型伸缩导轨210的底部铺设有底板100,底板用于支撑整个装置,方便整个装置进行位移。
32.支撑台190的形状呈u字形,支撑台190中间的镂空部设置为电气元件放置区。
33.本实用新型的工作原理为:冲压机模腔的前端放置本实用新型的更换模腔装置,一个冲压机模腔对应一个吸盘,横梁上垂直固定竖杆,竖杆的端面设置托板,吸盘设置于托板上,横梁在升降气缸的带动下进行上下方向的位移运动,升降气缸固定于底部的平移滑块,平移滑块套接在平移导轨上,两个平移滑块之间连接有连杆,其中的一个平移滑块连接平移气缸,平移气缸主轴的伸缩带动平移滑块在平移导轨上运动,同步使横梁左右运动,平移导轨均固定支撑台上,支撑台下方两端均设置有伸缩滑块,伸缩滑块套接于伸缩导轨,在伸缩滑块侧边安装有伸缩气缸,伸缩气缸带动伸缩滑块在伸缩导轨上运动,同步使横梁前后运动,即本实用新型的运动轨迹为,在一个冲压动作完成之后,伸缩气缸带动伸缩滑块在伸缩导轨上向前运动,同步使吸盘推向模腔里边,此时升降气缸下降,吸盘抓取对应模腔里面的工件,升降气缸上升,使吸盘抓取的工件提升起来,平移气缸主轴的伸出带动平移滑块在平移导轨上运动,使吸盘移动至下一个需要冲压的模腔,此时升降气缸下降,吸盘抓取的工件放置在下一个需要冲压的模腔内,放置完成之后,升降气缸上升,此时吸盘为空,平移气缸和伸缩气缩收缩,使吸盘处于起始的状态,冲压完成之后,在进行上述过程,实用性能优。
34.本实用新型的优点在于:
35.综上所述,本实用新型设计合理,结构连贯,在冲压之后,按照冲压的工序逐个的更换模腔内的工件,有效将前一个模腔内的产品更换至下一个模腔,有效提升了冲压紧固件的生产的效率,使整个生产便捷流畅,节省时间,实用性能优,利于推广和使用。
36.以上实施方式只为说明本实用新型的技术构思及特点,其目的在于让本领域的技术人员了解本实用新型的内容并加以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所做的等效变化或修饰,都应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1