一种汽车金属零部件冲压装置的制作方法
1.本实用新型主要涉及汽车金属零部件加工的技术领域,具体为一种汽车金属零部件冲压装置。
背景技术:
2.冲压,是在室温下,利用安装在压力机上的装置对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法,汽车金属零部件在制作的过程中,需要使用到冲压装置对金属零部件进行冲压塑形,但是,现如今的汽车金属零部件冲压装置在使用过程中,每次冲压完成后,需要工作人员手动将冲压后的金属零部件进行脱模,但是由于金属零部件与模具冲压后,贴合的很紧,人工脱模十分的不方便,严重时可能会造成工作人员手指受伤,降低汽车金属零部件冲压效率。
技术实现要素:
3.本实用新型主要提供了一种汽车金属零部件冲压装置,用以解决上述背景技术中提出的技术问题。
4.本实用新型解决上述技术问题采用的技术方案为:
5.一种汽车金属零部件冲压装置,包括设置于汽车金属零部件加工中冲压装置上的工作台,所述工作台顶部设有支撑板,所述支撑板顶部四个拐角处均设有滑杆,所述滑杆顶部设有顶板,所述顶板顶部设有驱动气缸,所述顶板下方位于滑杆之间设有冲压装置,所述支撑板顶部位于滑杆之间设有可对汽车金属零部件自动脱模的自动脱模组件。
6.进一步的,所述自动脱模组件包括位于支撑板顶部的模具,所述模具内部两侧均开设有滑槽,所述滑槽内部底端设有伸缩套节,所述伸缩套节外侧套设有弹簧,所述模具内部设有受力板,所述受力板两侧均设有滑块,所述受力板底部设有推板,所述推板底部两侧均设有液压伸缩杆。
7.进一步的,所述受力板通过两侧设置的滑块与模具内部两侧开设的滑槽滑动连接。
8.进一步的,所述液压伸缩杆底部与模具内部底端固定连接,且液压伸缩杆顶部与推板底部固定连接。
9.进一步的,所述冲压装置包括位于顶板下方的活动板,所述活动板底部设有冲压件,所述活动板宽度方向的两侧拐角处均设有滑环。
10.进一步的,所述活动板顶部与驱动气缸的输出端固定连接,且活动板通过设置的滑环与滑杆之间滑动连接。
11.进一步的,所述工作台底部设有底板,所述底板底部四个拐角处均设有支脚。
12.与现有技术相比,本实用新型的有益效果为:
13.本实用新型适用于汽车金属零部件的后续冲压工作中对冲压后的金属零部件进行自动脱模,工作人员将待冲压的汽车金属零部件放置在模具上,然后通过冲压装置对金
属零部件进行冲压工作,金属零部件冲压完成后,通过启动液压伸缩杆在推动推板向上移动,从而带动受力板连通冲压后的金属零部件一同向上移动,从而完成对金属零部件的脱模工作,使该汽车金属零部件冲压装置使用时,能够自动脱模,不需要人工操作,可以有效的避免脱模时对工作人员造成伤害,提高汽车金属零部件冲压效率。
14.以下将结合附图与具体的实施例对本实用新型进行详细的解释说明。
附图说明
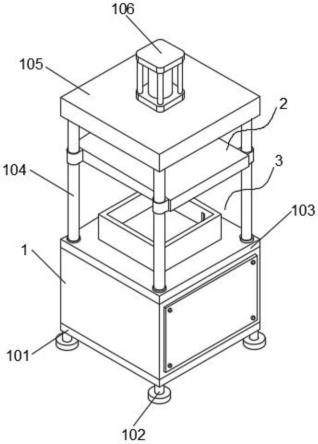
15.图1为本实用新型的整体结构示意图;
16.图2为本实用新型的正面结构示意图;
17.图3为本实用新型的自动脱模组件整体结构示意图;
18.图4为本实用新型的自动脱模组件内部结构示意图。
19.图中:1、工作台;101、底板;102、支脚;103、支撑板;104、滑杆;105、顶板;106、驱动气缸;2、冲压装置;201、活动板;202、滑环;203、冲压件;3、自动脱模组件;301、模具;302、滑槽;303、伸缩套节;304、弹簧;305、受力板;306、滑块;307、液压伸缩杆;308、推板。
具体实施方式
20.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更加全面的描述,附图中给出了本实用新型的若干实施例,但是本实用新型可以通过不同的形式来实现,并不限于文本所描述的实施例,相反的,提供这些实施例是为了使对本实用新型公开的内容更加透彻全面。
21.实施例,请参照附图1-4所示,一种汽车金属零部件冲压装置,包括设置于汽车金属零部件加工中冲压装置上的工作台1,工作台1顶部设有支撑板103,支撑板103顶部四个拐角处均设有滑杆104,滑杆104顶部设有顶板105,顶板105顶部设有驱动气缸106,顶板105下方位于滑杆104之间设有冲压装置2,支撑板103顶部位于滑杆104之间设有可对汽车金属零部件自动脱模的自动脱模组件3,自动脱模组件3包括位于支撑板103顶部的模具301,模具301内部两侧均开设有滑槽302,滑槽302内部底端设有伸缩套节303,伸缩套节303外侧套设有弹簧304,模具301内部设有受力板305,受力板305两侧均设有滑块306,受力板305底部设有推板308,推板308底部两侧均设有液压伸缩杆307,受力板305通过两侧设置的滑块306与模具301内部两侧开设的滑槽302滑动连接,液压伸缩杆307底部与模具301内部底端固定连接,且液压伸缩杆307顶部与推板308底部固定连接。
22.需要说明的是,当前汽车金属零部件的结构符合本次模具301位置分布的情况下,确保汽车金属零部件能进行对准,现根据汽车金属零部件与模具301对准的情况下,通过冲压装置2对金属零部件进行冲压工作,金属零部件冲压完成后,通过启动液压伸缩杆307在推动推板308向上移动,从而带动受力板305连通冲压后的金属零部件一同向上移动,从而完成对金属零部件的脱模工作,使该汽车金属零部件冲压装置使用时,能够自动脱模,不需要人工操作,可以有效的避免脱模时对工作人员造成伤害,提高汽车金属零部件冲压效率。
23.具体的,请参照附图1和2所示,冲压装置2包括位于顶板105下方的活动板201,活动板201底部设有冲压件203,活动板201宽度方向的两侧拐角处均设有滑环202,活动板201顶部与驱动气缸106的输出端固定连接,且活动板201通过设置的滑环202与滑杆104之间滑
动连接,通过将活动板201与滑杆104连接,可以保证冲压时冲压件203的位置不会发生偏移,提高冲压质量,通过启动驱动气缸106推动活动板201沿着滑杆104向下移动,从而使冲压件203对金属零部件进行冲压加工,冲压完成后,驱动气缸106拉动活动板201上移,从而使冲压件203与冲压后的金属零部件分离。
24.具体的,请参照附图1所示,工作台1底部设有底板101,底板101底部四个拐角处均设有支脚102,通过在底板101底部设置支脚102,可以对装置起到支撑作用,提高装置运行时的稳定性。
25.本实用新型的具体操作方式如下:
26.首先,工作人员将待冲压的汽车金属零部件放置在模具301上,然后通过启动驱动气缸106推动活动板201沿着滑杆104向下移动,从而使冲压件203对金属零部件进行冲压加工,冲压完成后,驱动气缸106拉动活动板201上移,从而使冲压件203与冲压后的金属零部件分离,在冲压的过程中,零部件随着受力板305一起向下移动,此时滑槽302内部的伸缩套节303以及弹簧304收缩,为受力板305提供一定的缓冲力,防止冲压过程中模具受损,金属零部件冲压完成后,通过启动液压伸缩杆307在推动推板308向上移动,从而带动受力板305连通冲压后的金属零部件一同向上移动,从而完成对金属零部件的脱模工作。
27.上述结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的这种非实质改进,或未经改进将本实用新型的构思和技术方案直接应用于其他场合的,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1