螺孔加工的攻丝机的制作方法
1.本实用新型涉及攻丝机设备技术领域,尤其是螺孔加工的攻丝机。
背景技术:
2.攻丝是一种使用丝锥加工内螺纹的方法。传统的攻丝方法是先在零件上加工出螺纹底孔并在孔口处加工出倒角,将工件夹紧,将丝锥对其准螺纹底孔的孔口,对丝锥施加延孔的轴向的压力并转动丝锥,手动攻丝时,转动丝锥使用绞手。先让丝锥切入工件1至2圈,随后取出丝锥检查并校正,时丝锥的切入位置尽可能的与孔的中心线一致。校正完毕后开始完整的攻丝过程。手工攻丝对工人的技术水平要求较高,为了提高生产效率,攻丝机出现并广泛应用。
3.如专利公开号cn207577594u公开的攻丝机及自动攻丝机,其提供了一种能够加工零件多个螺孔的攻丝机,而对于螺孔加工,部分零件并不仅存在平面的螺孔加工需求,在一些圆弧面上进行加工,例如在圆柱形工件的侧面加工螺孔也是常见的加工需求,利用此种攻丝机需要增设用于夹持工件并使得工件转动或移动来配合攻丝机进行打孔,上述专利中的攻丝机以及现有技术中的攻丝机在进行此类工件的螺孔加工操作时就较为繁琐。
技术实现要素:
4.本实用新型的目的是为了解决上述技术的不足而设计的螺孔加工的攻丝机。
5.本实用新型所设计的螺孔加工的攻丝机,包括工作台和传送机构,工作台上设有可升降的攻丝刀具,还包括固定组件,固定组件包括用于固定工件的固定头和用于调节攻丝刀具的调节结构,调节结构包括电动转盘,电动转盘与固定头之间可拆卸地固定安装,电动转盘远离固定头的一侧固定安装有铰接轴,工作台顶部远离攻丝刀具的一侧设有升降导轨,升降导轨由一对单导轨组成,一对单导轨之间设置有升降块,升降块上固定安装有气缸伸缩件,且气缸伸缩件的活塞杆贯穿升降块两侧且延伸至工作台的内侧顶部,活塞杆的内侧设置有铰接座,铰接座与铰接轴组合装配,且在铰接座上设置有驱动铰接轴转动的电机,由铰接轴安装的电动转盘由电机驱动向上或向下转动90
°
。
6.为了方便该攻丝机根据使用状态进行调节,在工作台两侧分别设置有第一横移导轨和第二横移导轨,升降导轨滑移设置于第一横移导轨上,攻丝刀具底部滑移设置于第二横移导轨上。
7.作为攻丝刀具的一种可选择的方案,所述攻丝刀具的顶部设有刀具升降部,刀具升降部上固定安装有升降滑座,升降滑座中心处配合设置有独立升降导轨,独立升降导轨的底部滑移设置于第二横移导轨上;刀具升降部可设置为升降气缸,升降气缸的活塞杆底部与攻丝刀具固定相接。
8.对于固定头部分,所述固定头为圆柱体,固定头侧面中部设有内凹槽,内凹槽中固定安装有液压杆,液压杆顶部固定安装有弧形的固定部,固定部顶部的弧边与内凹槽的外侧边缘重合;所述固定头在靠近工件的一侧开有圆角。
9.本实用新型所设计的螺孔加工的攻丝机,通过设置的固定头由模轮圆形底面的空槽中插入并固定,此时气缸伸缩件伸缩使得模轮工件移动至攻丝刀具的正下方,攻丝刀具对模轮的侧面进行第一次打孔,打孔后攻丝刀具复位,电动转盘转动一定角度,而攻丝刀具再次进行打孔,如此往复可以对模轮工件侧面的圆弧面进行规则的打孔操作,而人工操作仅需要将工件安装到固定头上即可;对于模轮工件的圆形底面的打孔,由电机驱动铰接轴向上或向下转动90
°
,调节气缸伸缩件则可以让攻丝刀具对准模轮工件的圆形底面,打孔时也是通过电动转盘来进行持续打孔的;对于铰接轴向下转动90
°
的情况,根据需要让气缸伸缩件直接由升降导轨抬升,因为向下旋转90
°
会让模轮工件更贴近于工作台,在打孔前,先调节好气缸伸缩件的高度;整个过程操作工人仅需要提前将攻丝机各个需要调节的部件调节到合适位置后,再将模轮安装到固定头上,在打孔期间并不需要手动调节,于是避免了攻丝机在工作状态时进行人工操作,一定程度上提高了安全性。
附图说明
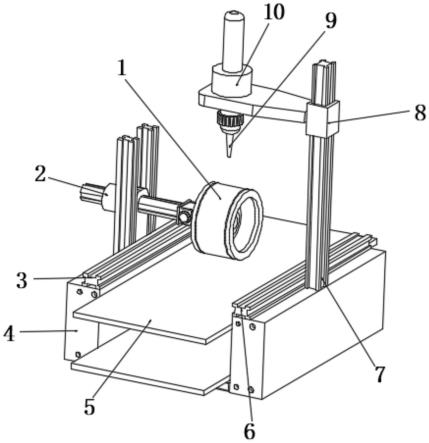
10.图1是该攻丝机在一种工作状态下的结构示意图;
11.图2是图1中的正视图;
12.图3是该攻丝机在另一种工作状态下的结构示意图;
13.图4是固定头的结构示意图。
14.图中:1、打孔工件;2、气缸伸缩件;3、第一横移导轨;4、底座;5、传送机构;6、第二横移导轨;7、独立升降导轨;8、升降滑套;9、攻丝刀具;10、刀具升降部;11、铰接轴;12、电动转盘;
具体实施方式
15.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本实用新型保护的范围。
16.实施例1:
17.如图1-4所示,本实施例所描述的螺孔加工的攻丝机,包括工作台4和传送机构5,工作台4上设有可升降的攻丝刀具9,还包括固定组件,固定组件包括用于固定工件的固定头 15和用于调节攻丝刀具的调节结构,调节结构包括电动转盘12,电动转盘12与固定头15之间可拆卸地固定安装,电动转盘12远离固定头15的一侧固定安装有铰接轴11,工作台4顶部远离攻丝刀具9的一侧设有升降导轨14,升降导轨14由一对单导轨组成,一对单导轨之间设置有升降块,升降块上固定安装有气缸伸缩件2,且气缸伸缩件2的活塞杆13贯穿升降块两侧且延伸至工作台4的内侧顶部,活塞杆13的内侧设置有铰接座,铰接座与铰接轴11 组合装配,且在铰接座上设置有驱动铰接轴11转动的电机,由铰接轴11安装的电动转盘12 由电机驱动向上或向下转动90
°
;
18.本攻丝机的攻丝刀具9可以采用现有常用的攻丝刀具(包含安装刀具的安装结构以及驱动刀具移动的部件),如图1-3所示,本攻丝机主要应用的工件是模轮(也可以是与模轮形状类似的工件),模轮可参考如外观专利cn304940377s公开的一种卫生用品机械配件
(模轮),此种模轮由内部的轮体和外部带有成型槽的模具组合而成,外部带有成型槽的模具一般通过螺钉安装在轮体的表面,于是模轮就有了打孔需求(同时模轮在圆形底面上还会设置有用于安装的螺孔),而对于这样需要多次打孔,且会对圆面上进行打孔的操作则是一般攻丝机不易于操作的;为此,在本实用新型所提出的攻丝机中,固定头15由模轮圆形底面的空槽中插入并固定(此处固定方式可以是例如,固定头15本身设置为锥形的橡胶块,当模轮插入时,模轮圆形底面的空槽与固定头15相互作用而形成过盈配合,使得模轮卡在固定头上),此时气缸伸缩件2可以伸缩使得模轮工件移动至攻丝刀具9的正下方(该状态参考图1、图2),攻丝刀具9对模轮的侧面(即圆柱的侧面的弧面)进行第一次打孔,打孔后攻丝刀具复位,此时电动转盘12转动一定角度,而攻丝刀具再次进行打孔,如此往复可以对模轮工件侧面的圆弧面进行规则的打孔操作,而人工操作仅需要将工件安装到固定头15上即可;对于模轮工件的圆形底面的打孔,有电机驱动铰接轴向上或向下转动90
°
,此时可参考图3,图3为向上旋转90
°
的状态,此时调节气缸伸缩件2则可以让攻丝刀具对准模轮工件的圆形底面,打孔时也是通过电动转盘来进行持续打孔的;对于铰接轴向下转动90
°
的情况,可根据需要让气缸伸缩件2直接由升降导轨14抬升,因为向下旋转90
°
会让模轮工件更贴近于工作台4,也可以在打孔前,先调节好气缸伸缩件2的高度;于是在上述方案中,操作工人仅需要提前将攻丝机各个需要调节的部件调节到合适位置后,再将模轮安装到固定头上,在打孔期间并不需要手动调节,于是避免了攻丝机在工作状态时进行人工操作,一定程度上提高了安全性。
19.为了便于该攻丝机根据使用状态进行调节,如图1所示,工作台4两侧分别设置有第一横移导轨3和第二横移导轨6,升降导轨14滑移设置于第一横移导轨3上,攻丝刀具9底部滑移设置于第二横移导轨6上,第一横移导轨3和第二横移导轨6本身都带有定位功能,使得调节后部件可以进行固定。
20.作为一种可选择的攻丝刀具的方案,攻丝刀具9的顶部设有刀具升降部10,如升降气缸,升降气缸的活塞杆底部与攻丝刀具9固定相接,刀具升降部10上固定安装有升降滑座8,升降滑座8中心处配合设置有独立升降导轨7,独立升降导轨7的底部滑移设置于第二横移导轨6上,此时如图1所示,独立升降导轨7可以调节攻丝刀具整体高度,此后,当工件由固定头固定并调节至预设位点时,刀具升降部10就控制攻丝刀具上下移动从而进行打孔操作。
21.如图4所示,提出一种固定头15的可选方案,固定头15为圆柱体,固定头15侧面中部设有内凹槽,内凹槽中固定安装有液压杆18,液压杆18顶部固定安装有弧形的固定部17,固定部17顶部的弧边与内凹槽的外侧边缘重合;固定头15在靠近工件的一侧开有圆角,在该固定头使用时,初始状态固定部17的外侧弧边是与内凹槽的外侧边缘平齐的(或者在其内部),于是固定头可以伸入模轮圆形底面的空槽中,此时固定头15最好是与上述空槽的口径相近的,这样插入固定头后,液压杆18伸长使得固定部17与模轮圆形底面的空槽内壁紧贴从而撑紧,此时即将模轮定位,且在定位后,如图2的状态打孔时,打孔时作用力沿着模轮顶部朝下,此时模轮不易脱落;而如图3所示的状态进行打孔时,由于固定头底部的支撑作用正常使用即可,如果需要铰接轴向下转动90
°
使得模轮处于图3翻转180
°
的状态时,可以适当提高液压杆18的支撑力以使得固定头和工件稳定。
22.本实施例在实施时,固定头15由模轮圆形底面的空槽中插入并固定,此时气缸伸
缩件2 伸缩使得模轮工件移动至攻丝刀具9的正下方,攻丝刀具9对模轮的侧面进行第一次打孔,打孔后攻丝刀具复位,电动转盘12转动一定角度,而攻丝刀具再次进行打孔,如此往复可以对模轮工件侧面的圆弧面进行规则的打孔操作,而人工操作仅需要将工件安装到固定头15上即可;对于模轮工件的圆形底面的打孔,由电机驱动铰接轴向上或向下转动90
°
,调节气缸伸缩件2则可以让攻丝刀具对准模轮工件的圆形底面,打孔时也是通过电动转盘来进行持续打孔的;对于铰接轴向下转动90
°
的情况,根据需要让气缸伸缩件2直接由升降导轨14抬升,因为向下旋转90
°
会让模轮工件更贴近于工作台4,在打孔前,先调节好气缸伸缩件2 的高度;本方案中操作工人仅需要提前将攻丝机各个需要调节的部件调节到合适位置后,再将模轮安装到固定头上,在打孔期间并不需要手动调节,于是避免了攻丝机在工作状态时进行人工操作,一定程度上提高了安全性。
23.本实用新型不局限于上述最佳实施方式,任何人在本实用新型的启示下都可得出其他各种形式的产品,但不论在其形状或结构上作任何变化,凡是具有与本技术相同或相近似的技术方案,均落在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1