一种带有排气孔的冰箱门壳冲压模具的制作方法
1.本实用新型属于冰箱生产领域,具体为一种带有排气孔的冰箱门壳冲压模具。
背景技术:
2.根据授权公告号为“cn202943167u”,发明名称为“一种冰箱门外壳冲压模具”的专利文件,其说明书中记载:工作时,当外界压机下压时,压料板a先压住成型凹模,在其向下的总压力大于成型凹模向上弹力的情况下,由于压料板a、成型凹模、压料块同时将外壳上下两面压紧,压紧后,由外界的压机继续下压,压料板b压住外壳侧面,在外壳三面均处于受压状态时,凸模压入成型凹模,从而实现外壳成型,但是仍旧存在以下缺陷:
3.由于有些冰箱门壳上设置有排气孔,从而需要在冰箱门壳生产完成后,对冰箱门壳进行排气孔开设,使得冰箱门壳生产速度下降。
技术实现要素:
4.针对上述情况,为克服现有技术的缺陷,本实用新型提供一种带有排气孔的冰箱门壳冲压模具,有效的解决了目前在冰箱门壳生产完成后,需要在冰箱门壳上开设排气孔,使得冰箱门壳生产速度下降的问题。
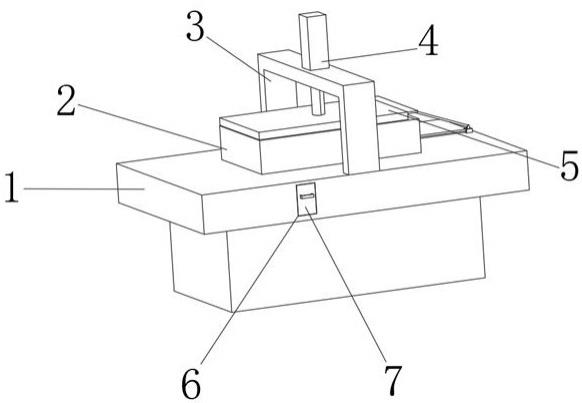
5.为实现上述目的,本实用新型提供如下技术方案:一种带有排气孔的冰箱门壳冲压模具,包括工作台,所述工作台的顶端安装有下模具,工作台的顶端安装有龙门架,龙门架的顶端安装有气缸,气缸的输出端安装有上模具,上模具位于下模具的上方,下模具和上模具上安装有加工组件;
6.加工组件包括等距开设于下模具内底壁上的排气孔冲压槽,上模具的底端等距安装有冲压杆,冲压杆与排气孔冲压槽相对应,下模具上安装有排料件。
7.优选的,所述排料件包括开设于排气孔冲压槽底端的内槽,内槽的内部滑动连接有推板,推板远离排气孔冲压槽的一侧安装有推杆,推杆的一端贯穿至下模具的外侧。
8.优选的,所述内槽的底端开设有底槽,工作台的顶端开设有落料槽,落料槽位于底槽的下方,底槽位于排气孔冲压槽远离推板的一侧。
9.优选的,所述下模具的顶端开设有活动槽,活动槽的内部滑动连接有活动块,活动块的底端安装有弹簧,弹簧的一端与活动槽的内底壁固定连接。
10.优选的,所述活动块的顶端安装有顶杆,顶杆的顶端贯穿至下模具的上方,顶杆远离排气孔冲压槽的一侧转动连接有转动杆,转动杆的底端与推杆转动连接。
11.优选的,所述上模具的一侧安装有压板,压板位于顶杆的上方。
12.优选的,所述落料槽的正面开设有连通槽,连通槽的内部安装有承接盒。
13.与现有技术相比,本实用新型的有益效果是:
14.(1)、本实用新型,通过气缸的输出端带动上模具朝着下模具移动,继而在挤压作用下将板料冲压形成冰箱门壳,同时上模具底端的冲压杆插入到下模具上的排气孔冲压槽内部,从而对冲压形成的冰箱门壳进行排气孔开设,从而加快冰箱门壳的生产速度;
15.(2)、该新型通过上模具向下移动过程中,推动顶杆向下移动,使得弹簧压缩,上模具回移后,顶杆在弹簧的弹力作用下向上移动,继而带动推板朝着底槽移动,将碎屑推入到底槽下方的承接盒内部,从而方便碎屑的排出。
附图说明
16.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。
17.在附图中:
18.图1为本实用新型带有排气孔的冰箱门壳冲压模具结构示意图;
19.图2为本实用新型下模具结构示意图;
20.图3为本实用新型上模具结构示意图;
21.图4为本实用新型排料件结构示意图;
22.图中:1、工作台;2、下模具;3、龙门架;4、气缸;5、上模具;6、连通槽;7、承接盒;8、加工组件;801、排气孔冲压槽;802、冲压杆;803、落料槽;804、内槽;805、底槽;806、推板;807、推杆;808、活动槽;809、活动块;810、顶杆;811、转动杆;812、弹簧;813、压板。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例;基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.实施例一,由图1-图4给出,本实用新型工作台1,工作台1的顶端安装有下模具2,工作台1的顶端安装有龙门架3,龙门架3的顶端安装有气缸4,气缸4的输出端安装有上模具5,上模具5位于下模具2的上方,下模具2和上模具5上安装有加工组件8;
25.加工组件8包括等距开设于下模具2内底壁上的排气孔冲压槽801,上模具5的底端等距安装有冲压杆802,冲压杆802与排气孔冲压槽801相对应,气缸4的输出端带动上模具5朝着下模具2移动,继而在挤压作用下将板料冲压形成冰箱门壳,同时上模具5底端的冲压杆802插入到下模具2上的排气孔冲压槽801内部,从而对冲压形成的冰箱门壳进行排气孔开设,从而加快冰箱门壳的生产速度,下模具2上安装有排料件,排料件包括开设于排气孔冲压槽801底端的内槽804,内槽804的内部滑动连接有推板806,推板806远离排气孔冲压槽801的一侧安装有推杆807,推杆807的一端贯穿至下模具2的外侧,内槽804的底端开设有底槽805,工作台1的顶端开设有落料槽803,落料槽803位于底槽805的下方,底槽805位于排气孔冲压槽801远离推板806的一侧,下模具2的顶端开设有活动槽808,活动槽808的内部滑动连接有活动块809,活动块809的底端安装有弹簧812,弹簧812的一端与活动槽808的内底壁固定连接,活动块809的顶端安装有顶杆810,顶杆810的顶端贯穿至下模具2的上方,顶杆810远离排气孔冲压槽801的一侧转动连接有转动杆811,转动杆811的底端与推杆807转动连接,上模具5的一侧安装有压板813,压板813位于顶杆810的上方,落料槽803的正面开设有连通槽6,连通槽6的内部安装有承接盒7,上模具5向下移动过程中,推动顶杆810向下移动,使得弹簧812压缩,上模具5回移后,顶杆810在弹簧812的弹力作用下向上移动,继而带
动推板806朝着底槽805移动,将碎屑推入到底槽805下方的承接盒7内部,从而方便碎屑的排出。
26.工作原理:在使用时,将板料放入到下模具2中,开启气缸4,使得气缸4的输出端带动上模具5朝着下模具2移动,继而在挤压作用下将板料冲压形成冰箱门壳,同时上模具5向下移动,使得上模具5底端的冲压杆802插入到下模具2上的排气孔冲压槽801内部,从而推动对冲压形成的冰箱门壳进行排气孔开设,从而方便冰箱门壳的生产;
27.当上模具5向下移动过程中,推动顶杆810向下移动,使得弹簧812压缩,同时带动转动杆811转动带动推板806在内槽804中朝着排气孔冲压槽801远离底槽805一侧移动,当冲压杆802进入到排气孔冲压槽801内部后,冲压碎屑进入到内槽804内部,在上模具5回移后,此时顶杆810在弹簧812的弹力作用下向上移动,继而通过转动杆811带动推板806朝着底槽805移动,继而将碎屑推入到底槽805下方的承接盒7内部,在承接盒7中存在较多的碎屑后,将承接盒7从连通槽6中抽出集中处理。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1