一种拉拔模具的制作方法
1.本实用新型涉及模具的技术领域,特别是一种拉拔模具。
背景技术:
2.拉拔工艺是利用外力作用于被拉金属的前端,将金属坯料从小于坯料断面的模孔中拉出,以获得相应的尺寸和形状的制品。
3.公告号为cn210676392u的中国实用新型专利公开了一种铜管拉拔模具,包括外模和游动芯头,外模内设置有游动芯头,金属坯料从外模和游动芯头之间拉拔成型。
4.目前薄壁超硬铝合金类管材难以挤压成型,需要通过冷轧后拉拔成型,尤其的,管材为方管时,方管由两组相互正对的侧壁组成,其中一相互正对的侧壁为小侧壁,另一相互正对的侧壁为大侧壁,其中,小侧壁的长度等于大侧壁的长度,大侧壁的宽度大于小侧壁的宽度,由于材料强度高塑性差,对于大侧壁上的平面会出现面凹的问题,即某一平面朝管材的轴线方向凹陷,由此导致成型管材的精度差。
技术实现要素:
5.本实用新型要解决的技术问题是:提供一种拉拔模具,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
6.本实用新型解决其技术问题的解决方案是:
7.一种拉拔模具,包括过渡方管,所述过渡方管包括两个相互正对的大侧壁和两个相互正对的小侧壁,两个所述小侧壁呈平面状,两个所述大侧壁呈弧面状,两个所述大侧壁朝相互远离的方向凸出。
8.在坯料拉拔前增设过渡方管,即坯料在过渡方管上进行预拉拔的处理,使预成型的坯料的大侧壁形成凸面,则该凸面可以抵消后续成型方管形成的凹陷,使成型方管拉拔形成目标尺寸和形状。
9.作为上述技术方案的进一步改进,所述过渡方管的外径周长为l1,成品方管的外径周长为l2,n=l1/l2,系数n的取值范围是1.04至1.08;所述大侧壁的侧边的中点为基准点,所述基准点两侧的直线形成夹角α,所述夹角α的角度范围是大于等于178
°
且小于等于180
°
,所述大侧壁上且对应所述夹角α处的倒角为r,所述倒角r使所述夹角α对应的两条直线呈圆滑过渡。
10.经过试验可以得出系数n的范围,然后通过公式可以直接得出过渡方管的外径周长,然后再限定夹角α的角度和倒角r,从而可以推断大侧壁的尺寸,由于小侧壁的尺寸参照成品方管,因此得出上述数据即可制备出过渡方管。
11.作为上述技术方案的进一步改进,所述系数n为1.06。
12.系数n取1.06,经过试验可知拉拔后的成品方管的成型情况较好。
13.作为上述技术方案的进一步改进,所述夹角α的角度是178
°
。
14.限定夹角α的角度,使拉拔后成品方管的表面质量更好。
15.作为上述技术方案的进一步改进,还包括外模和芯头,所述芯头插设于所述外模,所述外模的定径带为l3,成品方管的外接圆的直径为d,l3=d*f,系数f的取值范围是大于等于0.1且小于等于0.2,所述芯头的工作带长度为l4,l4大于l3。
16.设定l4大于l3,芯头能完全穿设外模,坯料能完全穿设外模的定径带,使成品方管的尺寸精度更高;通过公式计算得出l3的长度,在满足尺寸精度的情况下,尽量缩小l3的长度,从而减少拉拔过程中产生的摩擦阻力,进而能提高成品方管的表面质量。
17.作为上述技术方案的进一步改进,所述系数f为0.1。
18.系数越小,则得出的l3和l4的比例越小,在保证尺寸精度的情况下,l3越小能减少拉拔过程产生的摩擦阻力,从而能提高成品方管表面的质量。
19.作为上述技术方案的进一步改进,所述l4的取值范围是20mm至30mm。
20.芯头工作带l4的长度越大,便于芯头和外模之间适配;且由于坯料内径始终与芯头的外径相抵,因此芯头工作带的长度做长,能一定程度预防成品方管出现面凹。
21.作为上述技术方案的进一步改进,所述l4的长度为25mm。
22.芯头的工作带的长度越长,对应芯头的用料越多,因此设定l4的长度为25mm较为适中,一定程度预防成品方管出现面凹的情形,又能节约芯头的材料。
23.作为上述技术方案的进一步改进,所述芯头的两端分别伸出所述外模的两端。
24.芯头的两端均伸出外模的两端,从而保证预拉拔的坯料在拉拔成型时始终位于外模和芯头之间,使成品方管的精度更高;且芯头对坯料具有导向效果,使坯料准确伸入外模和芯头之间。
25.作为上述技术方案的进一步改进,所述外模一端的口径大于另一端的口径。
26.外模的两端分别为入口区和出口区,入口区的口径会大于出口区,从而便于预拉拔后的坯料进入外模和芯头之间;而从出口区拉出是拉拔成型的成品方管,由此,出口区的口径相对于入口区的口径小。
附图说明
27.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单说明。显然,所描述的附图只是本实用新型的一部分实施例,而不是全部实施例,本领域的技术人员在不付出创造性劳动的前提下,还可以根据这些附图获得其他设计方案和附图。
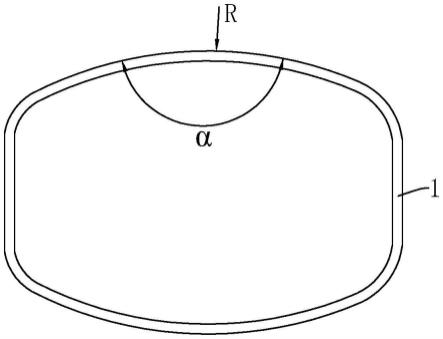
28.图1是本实用新型中过渡方管的结构示意图;
29.图2是本实用新型中外模和芯头的结构示意图。
30.图中,1、过渡方管;2、外模;3、芯头。
具体实施方式
31.以下将结合实施例和附图对本实用新型的构思、具体结构及产生的技术效果进行清楚、完整地描述,以充分地理解本实用新型的目的、特征和效果。显然,所描述的实施例只是本实用新型的一部分实施例,而不是全部实施例,基于本实用新型的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本实用新型保护的范围。另外,文中所提到的所有联接/连接关系,并非单指构件直接相接,而是指可根据具体实
施情况,通过添加或减少联接辅件,来组成更优的联接结构。本发明创造中的各个技术特征,在不互相矛盾冲突的前提下可以交互组合。
32.参照图1和图2,一种拉拔模具的具体实施方式如下。
33.一种拉拔模具,包括过渡方管1,过渡方管1由两个相互正对的小侧壁和两个相互正对的大侧壁组成。
34.具体的,任意两个大侧壁和小侧壁之间呈圆滑过渡,两个大侧壁和两个小侧壁之间连接形成管状结构。
35.在本实施例中,两个大侧壁和两个小侧壁的延伸长度相同,且两个大侧壁和两个小侧壁对应的端部均齐平,两个大侧壁和两个小侧壁为一体成型的结构。
36.在其他实施例中,大侧壁和小侧壁的延伸长度可以不同,对应大侧壁的长边与小侧壁的长边连接即可。
37.在本实施例中,两个小侧壁呈平面状,两个大侧壁呈弧面状,且呈弧面状的两个大侧壁朝相互远离的方向凸出。
38.在本实施例中,过渡方管1沿其延伸方向的轴线为中心线,两个大侧壁以中心线为轴线呈镜像设置,两个小侧壁以中心线为轴线呈镜像设置。
39.在坯料拉拔前增设过渡方管1,即坯料在过渡方管1上进行预拉拔的处理,使预成型的坯料的大侧壁形成凸面,则该凸面可以抵消后续成型方管形成的凹陷,使成型方管拉拔形成目标尺寸和形状。
40.在本实施例中,设置过渡方管1的外径周长,l1=n*l2,其中,l1为过渡方管1的外径的周长,l2为成品方管的外径的周长,系数n由实验确认,且系数n为大于1的常数,系数n的取值范围是1.04至1.08,即系数n可以在1.04和1.08之间取任意数值。
41.在本实施例中,大侧壁的侧边的中点为基准点,即大侧壁的短边的中点为基准点,在基准点两侧的直线形成夹角α,夹角α的取值范围是大于等于178
°
且小于等于180
°
,即夹角α的角度可以在178
°
至180
°
两点上且两点之间取任意数值,夹角α的角度有实验数据确认。
42.在本实施例中,大侧壁上对应夹角α处的倒角为r,倒角r使夹角α对应的两条直线呈圆滑过渡,倒角r也为实验数据确认。
43.经过试验可以得出系数n的范围,然后通过公式可以直接得出过渡方管1的外径周长,然后再限定夹角α的角度和倒角r,从而可以推断大侧壁的尺寸,由于小侧壁的尺寸参照成品方管,因此得出上述数据即可制备出过渡方管1。
44.在本实施例中,系数n取1.06。
45.系数n取1.06,经过试验可知拉拔后的成品方管的成型情况较好。
46.在本实施例中,夹角α的角度取178
°
。
47.限定夹角α的角度,使拉拔后成品方管的表面质量更好。
48.在本实施例中,还包括芯头3和外模2,芯头3插设在外模2内。
49.在本实施例中,设置外模2定径带的长度,l3=d*f,其中,l3为外模2的定径带,d为成品方管的外接圆的直径,系数f取值范围大于等于0.1且小于等于0.2。
50.具体的,芯头3和外模2之间的最小间距为成品方管的厚度。
51.在本实施例中,设置芯头3的工作带长度,l4的长度大于l3的长度,其中,l4为芯头
3的工作带长度。
52.设定l4大于l3,芯头3能完全穿设外模2,坯料能完全穿设外模2的定径带,使成品方管的尺寸精度更高;通过公式计算得出l3的长度,在满足尺寸精度的情况下,尽量缩小l3的长度,从而减少拉拔过程中产生的摩擦阻力,进而能提高成品方管的表面质量。
53.在本实施例中,系数f取0.1。
54.系数越小,则得出的l3和l4的比例越小,在保证尺寸精度的情况下,l3越小能减少拉拔过程产生的摩擦阻力,从而能提高成品方管表面的质量。
55.在本实施例中,l4的取值范围在20mm至30mm之间。
56.芯头3工作带l4的长度越大,便于芯头3和外模2之间适配;且由于坯料内径始终与芯头3的外径相抵,因此芯头3工作带的长度做长,能一定程度预防成品方管出现面凹。
57.在本实施例中,l4取25mm。
58.芯头3的工作带的长度越长,对应芯头3的用料越多,因此设定l4的长度为25mm较为适中,一定程度预防成品方管出现面凹的情形,又能节约芯头3的材料。
59.在本实施例中,芯头3的两端分别伸出外模2的两端。
60.芯头3的两端均伸出外模2的两端,从而保证预拉拔的坯料在拉拔成型时始终位于外模2和芯头3之间,使成品方管的精度更高;且芯头3对坯料具有导向效果,使坯料准确伸入外模2和芯头3之间。
61.在本实施例中,外模2一端的口径大于另一端的口径。
62.外模2的两端分别为入口区和出口区,入口区的口径会大于出口区,从而便于预拉拔后的坯料进入外模2和芯头3之间;而从出口区拉出是拉拔成型的成品方管,由此,出口区的口径相对于入口区的口径小。
63.实际拉拔前,首先测量成品方管外径的周长l2,然后取额定的系数n,通过公式l1=l2*n,从而求出过渡方管1外径的周长l1,然后取额定的夹角α和倒角r,从而可以获取大侧壁的数据,而小侧壁的外径的形状和尺寸则根据成品方管内径对应的小侧壁的形状和尺寸可知;另外,芯头3的外径的形状和尺寸同样根据成品方管内径的形状和尺寸可知,且芯头3和外模2之间的最小距离为成品方管的厚度,再通过公式l3=d*f,取额定的数值f,然后求出外模2定径带的长度,最后选择芯头3工作带的长度l4,从而制备出规格合适的过渡方管1、外模2和芯头3。
64.实际拉拔时,首先将坯料在过渡方管1上拉拔,由于过渡方管1的两个大侧壁朝相互远离的方向凸出,由此,预拉拔后的坯料的对应的大侧壁也呈弧形设置,然后继续将坯料放在外模2和芯头3之间拉拔形成成品方管。
65.以系数n为变量,成品方管的外径周长l2、夹角α、倒角r、外模2的定径带为l3、成品方管的外接圆的直径为d、系数f和芯头3工作带的长度l4均为定量,尤其的,系数n在1.04至1.08之间取值,且另外取n为1和1.1以形成对比例,且得出以下表1:
[0066][0067]
以夹角α为变量,系数n、成品方管的外径周长l2、外模2的定径带为l3、成品方管的外接圆的直径为d、系数f和芯头3工作带的长度l4均为定量,尤其的,夹角α的角度在大于等于178
°
且小于等于180
°
之间获取,另外取夹角α的角度为168
°
、172
°
和175
°
为对比例,得出以下表2:
[0068][0069]
以系数f为变量,成品方管的外接圆的直径为d、夹角α、系数n、成品方管的外径周长l2、倒角r、和芯头3工作带的长度l4均为定量,尤其的,系数f在大于等于0.1且小于等于0.2之间获取,另外以系数f为0.06、0.08、0.22和0.26为对比例,得出以下表3:
[0070][0071][0072]
根据表1、表2和表3可以得出,系数n的取值范围是大于等于1.05且小于等于1.07,
优选的,系数n取值1.06;夹角α的角度取值范围是172
°
至178
°
,优选的,夹角α的角度取值为175
°
;系数f的取值范围是大于等于0.1且小于等于0.2,优选的,系数f取值0.1。
[0073]
以上对本实用新型的较佳实施方式进行了具体说明,但本发明创造并不限于所述实施例,熟悉本领域的技术人员在不违背本实用新型精神的前提下还可作出种种的等同变型或替换,这些等同的变型或替换均包含在本技术权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1