一种镭焊治具脱料装置及加工设备的制作方法
1.本实用新型属于机械技术领域,涉及一种自动卸料结构,特别是一种镭焊治具脱料装置及加工设备。
背景技术:
2.在非标自动化镭焊领域的镭焊过程中,镭焊治具与镭焊产品的配合程度对镭焊的效果起到很关键的作用,如果镭焊产品与治具配合不好,就会造成虚焊、漏焊或者焊点不准确等结果。目前在镭焊领域内,镭焊治具的开发结构单一,单套治具功能单一,仅能实现一个制程,需要几套治具的相互配合才能完成整体焊接工序。尤其是在镭焊之后,由于镭焊治具和产品之间的间隙比较小,产品不容易从镭焊治具上脱料下来,并且脱料的过程中容易造成产品的三伤和变形,严重降低了产品的良率。
3.例如,中国专利文献曾公开了一种用于录音笔端子板的自动脱料机构【中国专利号:cn202123201967.0】,本实用新型公开了一种用于录音笔端子板的自动脱料机构,包括载台、由顶升气缸上下抬升的载盘、微调高度的电动丝杆副以及吸附组件,载盘上设置有若干个载料槽,以及配合每个载料槽设置的定位长销,载料槽内设置有前部定位块、中部定位块和后部定位块,中部定位块设置有磁吸孔,磁吸孔内放置有永磁体,吸附组件包括支撑板、按压气缸、吸附架、一级定位板、二级定位板,以及磁吸柱和微型吸嘴,该机构利用方向磁吸并配合微型吸嘴辅助的方式,抵销磁吸力,能结合体型较小的端子板上端面提供向上抬升的吸附力,这样便能够将端子板一次吸取出料,另外再结合一级定位、二级定位相结合的方式,由吸附组件逐一或同步吸取多个端子板,吸附精度高,实用便捷。
4.上述技术方案中,采用磁力所形成的吸附力进行脱料,其结构复杂,造价成本高,从而提升了加工成本。另外磁力吸附脱料很难掌握脱料的具体作用点,容易对产品的表面形成损伤。再者磁力吸附的脱料力度难以掌握,磁力小容易形成脱料不彻底,磁力过大容易造成产品损伤或飞料现象。
技术实现要素:
5.本实用新型的目的是针对现有的技术存在上述问题,提出了一种针对产品的结构特性,对应焊点位置进行顶升作用,从而避开产品表面形成保护的镭焊治具脱料装置及加工设备。
6.本实用新型的目的可通过下列技术方案来实现:一种镭焊治具脱料装置,包括顶面具有操作窗口的基架,所述操作窗口顶面固设盖框,所述操作窗口下方装设升降器,所述升降器由下至上升降驱动顶料机构、治具,所述治具上设置用于定位产品的嵌料工槽,所述顶料机构具有贯穿所述嵌料工槽顶升产品的顶料组件。
7.在上述的镭焊治具脱料装置中,所述顶料机构包括固连于所述升降器伸缩杆顶端的顶料板,所述顶料组件包括竖立于所述顶料板上的若干顶料销和顶料杆,所述治具上对应开通若干圆孔和扁孔,所述顶料销对位穿接所述圆孔,所述顶料杆对位穿接所述扁孔。
8.在上述的镭焊治具脱料装置中,所述顶料销的顶部通过圆锥体固连圆柱头,所述圆柱头的顶端为圆形平面;所述顶料杆为片状杆体,所述顶料杆的顶端为矩形平面。
9.在上述的镭焊治具脱料装置中,所述产品包括工型件和t型件,所述t型件叠置于所述工型件的竖杆底侧,所述工型件上镭焊若干螺柱;若干所述顶料销一一对应位于若干所述螺柱的下方,所述顶料杆位于所述t型件的下方。
10.在上述的镭焊治具脱料装置中,所述治具包括由下至上叠置的装配板、载料板,所述载料板的顶面上设置所述嵌料工槽,所述嵌料工槽的轮廓周边凸设若干呈方锥体的限位块和若干呈t字型的定位块。
11.在上述的镭焊治具脱料装置中,所述装配板上设置夹持组件,所述夹持组件包括呈滑移装设于所述装配板内的夹持架,所述夹持架与所述装配板之间夹设至少一根夹持弹簧,所述夹持架的若干根推杆与若干所述定位块形成一一对峙。
12.在上述的镭焊治具脱料装置中,所述装配板的顶面上开设若干安装孔,所述安装孔内由下至上装设支撑弹簧、支撑柱,所述支撑柱伸入所述嵌料工槽形成升降滑动。
13.在上述的镭焊治具脱料装置中,所述顶料板与所述治具之间设置导向组件,所述导向组件包括固设于所述治具内的导筒和固设于所述顶料板上的导向柱,所述导向柱对应穿接所述导筒形成滑动连接。
14.在上述的镭焊治具脱料装置中,所述盖框为矩形框体,所述矩形框体的两侧边形成框沿,所述矩形框体的底面凸设压台,所述框沿搭接于所述操作窗口的顶面上,所述压台凸伸出所述操作窗口底侧与所述治具形成压合。
15.一种加工设备,包括上述的镭焊治具脱料装置。
16.与现有技术相比,本镭焊治具脱料装置及加工设备具有以下有益效果:
17.1、本顶升结构专门针对镭焊后产品进行脱料,采用圆柱对应焊点进行顶升,采用片体对应边沿位置进行顶升,从而避免脱料过程中造成产品三伤,提高了产品良率。
18.2、针对产品组合结构,相应采用弹性支撑与夹持固定相结合,既能实现产品之间的紧密贴合,又能形成稳定夹持效果,还有效避免对产品造成三伤。
19.3、整体结构简单、易于操作,且作用效果稳定,降低了加工治具成本,利于推广应用。
附图说明
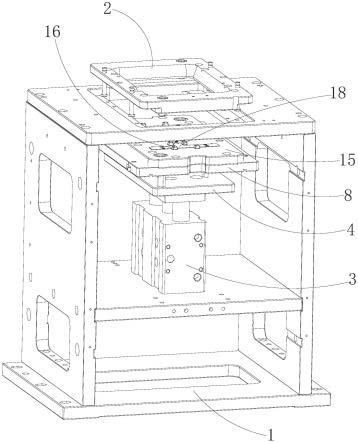
20.图1是本镭焊治具脱料装置的整体结构图。
21.图2是本镭焊治具脱料装置的内部结构图一。
22.图3是本镭焊治具脱料装置的内部结构图二。
23.图4是本镭焊治具脱料装置中产品的定位结构图。
24.图中,1、基架;2、盖框;3、升降器;4、顶料板;5、顶料销;6、顶料杆;7、导向柱;8、装配板;9、夹持弹簧;10、夹持架;11、推杆;12、支撑弹簧;13、支撑柱;14、导筒;15、载料板;16、限位块;17、定位块;18、工型件;19、螺柱;20、t型件。
具体实施方式
25.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步
的描述,但本实用新型并不限于这些实施例。
26.实施例一
27.如图1至图4所示,本镭焊治具脱料装置,包括顶面具有操作窗口的基架1,操作窗口顶面固设盖框2,操作窗口下方装设升降器3,升降器3由下至上升降驱动顶料机构、治具,治具上设置用于定位产品的嵌料工槽,顶料机构具有贯穿嵌料工槽顶升产品的顶料组件。
28.顶料机构包括固连于升降器3伸缩杆顶端的顶料板4,顶料组件包括竖立于顶料板4上的若干顶料销5和顶料杆6,治具上对应开通若干圆孔和扁孔,顶料销5对位穿接圆孔,顶料杆6对位穿接扁孔。升降器3具体采用气缸、液压缸、电缸和电动推杆11中的任意一种。通过升降器3驱动伸缩杆伸出或回缩,同步带动顶料板4及其上的顶料销5和顶料杆6上升或下降,从而使顶料销5和顶料杆6伸入嵌料工槽进行顶料。
29.顶料销5的顶部通过圆锥体固连圆柱头,圆柱头的顶端为圆形平面;顶料杆6为片状杆体,顶料杆6的顶端为矩形平面。顶料销5的圆形结构与治具开设的圆孔相匹配;顶料杆6的矩形结构与治具开设的扁孔相匹配。
30.产品包括工型件18和t型件20,t型件20叠置于工型件18的竖杆底侧,工型件18上镭焊若干螺柱19;若干顶料销5一一对应位于若干螺柱19的下方,顶料杆6位于t型件20的下方。因螺柱19位于焊接部位,通过顶料销5对应顶升工型件18的螺柱19,从而实现对工型件18的脱料作用,且避免顶伤工型件18表面。通过顶料杆6对应顶升t型件20,从而实现对t型件20的脱料作用。
31.治具包括由下至上叠置的装配板8、载料板15,载料板15的顶面上设置嵌料工槽,嵌料工槽的轮廓周边凸设若干呈方锥体的限位块16和若干呈t字型的定位块17。利用限位块16的方锥体斜面形成导入斜角,从而利于工型件18的顺利放入,并避免对工型件18边沿划伤,同时提高装配效率。通过若干限位块16形成工型件18的周边贴靠固定,提高工型件18定位的精确度。通过若干定位块17形成t型件20边沿的贴靠定位。
32.装配板8上设置夹持组件,夹持组件包括呈滑移装设于装配板8内的夹持架10,夹持架10与装配板8之间夹设至少一根夹持弹簧9,夹持架10的若干根推杆11与若干定位块17形成一一对峙。若干推杆11与若干定位块17之间形成夹口,先将t型件20放入夹口内,再将工型件18叠置于t型件20上方,通过夹持弹簧9推压夹持架10,使推杆11对产品形成弹性推力,从而确保产品的稳定夹持状态。
33.装配板8的顶面上开设若干安装孔,安装孔内由下至上装设支撑弹簧12、支撑柱13,支撑柱13伸入嵌料工槽形成升降滑动。当t型件20放入嵌料工槽后,由若干支撑柱13弹性承托t型件20,从而提供缓冲力,避免将t型件20表面压伤,同时提供弹性压紧力,实现t型件20与工型件18的紧密贴合。
34.顶料板4与治具之间设置导向组件,导向组件包括固设于治具内的导筒14和固设于顶料板4上的导向柱7,导向柱7对应穿接导筒14形成滑动连接。通过导向柱7与导筒14的穿接滑移配合,在顶料板4与治具间距发生变化时,确保竖向位移的稳定性,同时避免两者发生错位问题,从而保证顶料销5和顶料杆6进行准确的顶升动作。
35.盖框2为矩形框体,矩形框体的两侧边形成框沿,矩形框体的底面凸设压台,框沿搭接于操作窗口的顶面上,压台凸伸出操作窗口底侧与治具形成压合。框沿通过若干螺钉与操作窗口的边沿固连,从而实现盖框2的固定装配。通过压台顶压治具周边形成抬升限
位,从而利于顶料组件继续抬升完成脱料功能。
36.本镭焊治具脱料装置的作用过程为:
37.1、先将t型件20放入嵌料工槽,使t型件20的一侧边贴靠若干定位块17,另一侧边由若干推杆11弹性推压固定。
38.2、再将工型件18放入嵌料工槽并叠置在t型件20上方,工型件18的竖杆同样由定位块17和推杆11夹持,工型件18的横杆周侧由限位块16贴靠固定。
39.3、升降器3抬升治具使其顶面压制于盖框2的压台上,从而形成固定,而后对产品进行镭焊操作。
40.4、升降器3继续抬升顶料板4,使顶料销5由下至上贯穿治具顶升工型件18上的螺柱19;使顶料杆6由下至上贯穿治具顶升t型件20的底边,从而将整体产品顶出脱离嵌料工槽,实现产品的顺利卸料。
41.与现有技术相比,本镭焊治具脱料装置具有以下有益效果:
42.1、本顶升结构专门针对镭焊后产品进行脱料,采用圆柱对应焊点进行顶升,采用片体对应边沿位置进行顶升,从而避免脱料过程中造成产品三伤,提高了产品良率。
43.2、针对产品组合结构,相应采用弹性支撑与夹持固定相结合,既能实现产品之间的紧密贴合,又能形成稳定夹持效果,还有效避免对产品造成三伤。
44.3、整体结构简单、易于操作,且作用效果稳定,降低了加工治具成本,利于推广应用。
45.实施例二
46.基于实施例一,本实施例的区别点在于:
47.一种加工设备,包括上述的镭焊治具脱料装置。
48.与现有技术相比,本加工设备具有以下有益效果:
49.1、本顶升结构专门针对镭焊后产品进行脱料,采用圆柱对应焊点进行顶升,采用片体对应边沿位置进行顶升,从而避免脱料过程中造成产品三伤,提高了产品良率。
50.2、针对产品组合结构,相应采用弹性支撑与夹持固定相结合,既能实现产品之间的紧密贴合,又能形成稳定夹持效果,还有效避免对产品造成三伤。
51.3、整体结构简单、易于操作,且作用效果稳定,降低了加工治具成本,利于推广应用。
52.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
53.尽管本文较多地使用了基架1;盖框2;升降器3;顶料板4;顶料销5;顶料杆6;导向柱7;装配板8;夹持弹簧9;夹持架10;推杆11;支撑弹簧12;支撑柱13;导筒14;载料板15;限位块16;定位块17;工型件18;螺柱19;t型件20等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质;把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
54.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,
可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1