一种车用NOx传感器安装支架的折弯模具的制作方法
一种车用nox传感器安装支架的折弯模具
技术领域
1.本实用新型涉及尾气后处理装置辅助工件的生产设备技术领域,具体涉及一种车用nox传感器安装支架的折弯模具。
背景技术:
2.如图1所示,其展示了一种车用nox传感器安装支架的示意图,该nox传感器安装支架安装在尾气后处理装置上使用,其两侧具有的连接侧板,用于与尾气后处理装置相连接,安装支架中间底板具有通孔,通孔上还设置螺母用于固定nox传感器。
3.当前,该nox传感器安装支架是通过模具冲压而成的,现有的模具冲压得到的nox传感器安装支架,两侧侧板折边的痕迹非常明显,两侧侧板与底板之间的倒角效果差,导致安装支架成型效果不好,客户对于送样产品的评价不高,满意度差。
技术实现要素:
4.针对上述问题,本实用新型提供了一种车用nox传感器安装支架的折弯模具,其可以实现车用nox传感器安装支架的折弯加工,且可以减小冲压的折痕,加工得到的安装支架成型效果好。
5.其技术方案是这样的:一种车用nox传感器安装支架的折弯模具,包括相互配合的凹模和凸模,所述凹模和所述凸模之间设有导向配合的导柱和导套,所述凹模上设有成型腔,所述成型腔内设有与安装支架相匹配的脱料板,所述脱料板的下方连接有脱料回弹弹簧,所述脱料板与所述成型腔之间留有成型间隙,所述脱料板能够沿所述成型腔上下移动,所述脱料板的两侧设有折弯导向块,所述凹模和所述凸模合模时,所述折弯导向块与所述凸模配合,能够弯折安装支架两侧的侧板,所述折弯导向块上设有平行于所述脱料板的侧边设置的安装卡槽,所述安装卡槽内设有滚销,在合模时所述滚销在所述安装卡槽内发生滚动。
6.进一步的,所述脱料板上设有平行设置的至少两个定位销,所述定位销对应安装支架上的通孔设置。
7.进一步的,所述脱料板上设有防错销,所述防错销对应安装支架上的螺栓孔设置。
8.进一步的,所述防错销至少设有两个,两个所述防错销呈中心对称设置。
9.进一步的,所述凸模上对应定位销和防错销设有避让孔。
10.进一步的,所述导柱上套装有弹簧,所述弹簧的两端分别与所述凹模以及所述导套相抵。
11.进一步的,所述导套采用滚珠导套。
12.进一步的,所述凸模上设有若干卸料轴,所述卸料轴的上端设有卸料弹簧,所述凸模上对应所述卸料轴设有卸料轴过孔。
13.进一步的,所述卸料轴设置有两列,两列所述卸料轴分别对应设置在所述定位销的两侧。
14.进一步的,所述凹模和所述凸模分别通过若干模板组装而成。
15.采用本实用新型的车用nox传感器安装支架的折弯模具具有以下优点:
16.模具的成型腔内设有滚销,在合模时通过滚销与安装支架发生的滚动过渡,减缓安装支架的折弯受力,使得折弯产生的安装支架的底板与侧板之间的倒角更加圆整,可以减小冲压的折痕,加工得到的安装支架成型效果好;
17.安装支架在折弯成型后可以通过脱料板与卸料轴,分别实现与凹模和凸模的自动脱模,在确保加工质量的同时,提升了加工效率;
18.模具上设有定位销与待加工板件的配合定位,有助于提升加工效率,并且,模具上还设置了放错销与待加工板件的配合,避免错放待加工板件导致加工得到废品,放错销借用安装支架上的通孔的位置布置,布置灵活。
附图说明
19.图1为一种车用nox传感器安装支架的示意图;
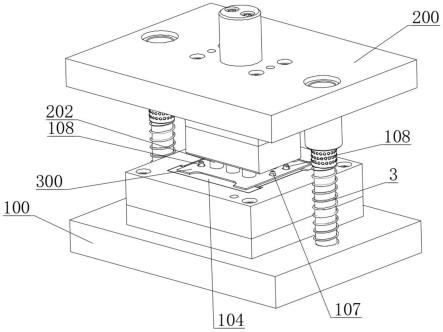
20.图2为实施例中的一种车用nox传感器安装支架的折弯模具的立体图;
21.图3为实施例中的一种车用nox传感器安装支架的折弯模具的主视图;
22.图4为实施例中的一种车用nox传感器安装支架的折弯模具的俯视图;
23.图5为图4的a-a向的剖视示意图;
24.图6为图4的f-f向的剖视示意图。
具体实施方式
25.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,需要说明的是,本实施例中所提供的图示仅以示意方式说明本实用新型的基本构想,遂图式中仅显示与本实用新型中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
26.见图2至图6,本实用新型的一种车用nox传感器安装支架的折弯模具,包括相互配合凹模100和凸模200,凹模100和凸模200之间设有导向配合的导柱1和导套2,图2中凹模的成型腔101上放置了待加工的安装支架300,凹模100上设有成型腔101,成型腔101内设有与安装支架的底板301相匹配的脱料板102,脱料板102的下方连接有脱料回弹弹簧103,本实施例中脱料回弹弹簧103采用强力弹簧,脱料板102下方装有4个红色强力弹簧,均匀分布,脱料回弹弹簧103具有较强的弹性,可以有效得支持脱料板102对加工完成的安装支架300的脱料,通过压缩回弹将成形的产品推出模具;
27.脱料板102与成型腔101之间留有成型间隙,脱料板102能够沿成型腔101上下移动,脱料板102受力压缩脱料回弹弹簧103在成型腔内下降,而当不再受力时,脱料板102在脱料回弹弹簧103的作用力下发生回弹,
28.脱料板102的两侧设有折弯导向块104,凹模100和凸模200合模时,折弯导向块104与凸模200配合,能够弯折安装支架两侧的侧板302,折弯导向块104上设有平行于脱料板102的侧边设置的安装卡槽105,安装卡槽105内设有滚销106,在合模时滚销106可以在安装卡槽105内发生滚动。
29.实施例中模具可以安装于冲床上,通过凹模、凸模、脱料板、卸料销结构的配合,可
以很好的实现车用nox传感器安装支架的折弯加工。
30.凹模100和凸模200合模时,凹模与折弯导向块104配合折弯安装支架板材时,滚销与安装支架发生的滚动过渡,减缓安装支架折弯时的受力,使得折弯产生的安装支架的底板与侧板之间的倒角更加圆整,可以减小安装支架上冲压的折痕,加工得到的安装支架成型效果好。
31.具体在本实用新型的一个实施例中,脱料板102上设有平行设置的两个定位销107,定位销107对应安装支架上的通孔设置,两个定位销107按轴对称布置,可穿过产品上的通孔,实现安装支架的定位。
32.并且,脱料板102上还设有防错销108,防错销108对应安装支架上的螺栓孔设置,防错销108至少设有两个,两个防错销108按中心对称布置,实现对产品的摆放防错,对应的凸模200上对应定位销107和防错销108设有避让孔201,以此延长模具的使用寿命,避免合模时模具受损。
33.具体在本实用新型的一个实施例中,导柱1上套装有弹簧3,弹簧3的两端分别与凹模100以及导套2相抵,同时,导套2采用滚珠导套,使得模具具有较好地导向效果,确保模具合模时的加工精度。
34.具体在本实用新型的一个实施例中,凸模200上设有若干卸料轴202,卸料轴202的上端设有卸料弹簧203,凸模200上对应卸料轴设有卸料轴过孔204。
35.在一个实施例中,卸料轴202设置有两列,两列卸料轴202分别对应设置在定位销107的两侧,卸料轴202均匀分别在安装支架的底板301上,通过卸料弹簧203压缩回弹,将成型后的安装支架从凸模200上打出,设置成两列的卸料轴202能够更好的进行脱料。
36.并且,本实用新型的模具的凹模100和凸模200通过若干模板组装而成,模板之间通过螺栓连接在一起,这样的设置可以方便模具的装配和调整模具上的零部件,提高模具的泛用性。
37.本实施例的车用nox传感器安装支架的折弯模具,通过在模具的成型腔内设有滚销,在合模时通过滚销与安装支架发生的滚动过渡,减缓安装支架的折弯受力,使得折弯产生的安装支架的底板与侧板之间的倒角更加圆整,可以减小冲压的折痕,加工得到的安装支架成型效果好;并且,安装支架在折弯成型后可以通过脱料板与卸料轴,分别实现与凹模和凸模的自动脱模,在确保加工质量的同时,提升了加工效率;此外,模具上设有定位销与待加工板件的配合定位,有助于提升加工效率,同时,模具上还设置了放错销与待加工板件的配合,避免错放待加工板件导致加工得到废品,放错销借用安装支架上的通孔的位置布置,布置灵活。
38.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。
39.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员
可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1