一种钻床用多角度斜孔加工治具的制作方法
1.本实用新型涉及模具制造加工领域,具体涉及一种钻床用多角度斜孔加工治具。
背景技术:
2.嘴尖是热流道系统与模具型腔结合的关键部件,生产中熔料通过嘴尖注入腔体中。嘴尖先端锥面位置上通常至少有一个及以上数量不等的斜孔,尺寸公差要求不高,但在轴线方向及圆周方向内均成角度分布。目前,对于嘴尖斜孔的加工通常采用以下方法,一、采用五轴设备,通过数控程序精准、有效控制斜孔角度及位置尺寸,但五轴设备加工成本过高,导致产品无价格优势,缺乏市场竞争力;二、采用三轴加工中心设备与角度治具配合加工,通过角度治具调整斜孔角度,保证斜孔轴线与刀具轴线平行后再加工,虽说一次可装夹多件产品,但此类治具具有局限性,对于圆周方向内成角度分布的斜孔,需要多次装夹、定位后再加工,加工繁琐,调整时间长,导致加工成本过高。
技术实现要素:
3.本实用新型的目的是解决现有加工嘴尖斜孔使用设备成本高昂的问题,提供一种钻床用多角度斜孔加工治具提高工作效率。
4.本实用新型为解决上述问题所采用的技术方案是:
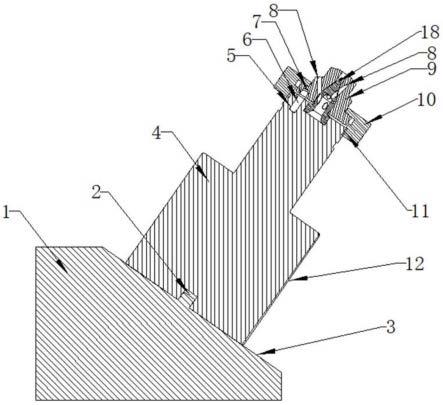
5.一种钻床用多角度斜孔加工治具,包括角度基座1、径向分度机构4与钻模套9;角度基座1上设有定位角度面3,径向分度机构4安装于定位角度面3上,径向分度机构4的上端面中心设置有定位凹槽13,径向分度机构4下端外侧设置正多边形柱体12,与定位凹槽13具有同轴度要求;钻模套9安装于径向分度机构4上端面,钻模套9外锥面上设置有钻模导向孔8,钻模导向孔8内设有锥度定位面16。锁紧轴套10通过螺纹紧固在径向分度机构4上端。
6.优选的是,定位角度面3与角度基座1底面之间为斜孔倾斜角度。
7.优选的是,在定位角度面3上设有与定位角度面3成90
°
旋转轴2;在径向分度机构4底端面上设置有与旋转轴2配合定位孔15。
8.优选的是,正多边形柱体12均匀分布在径向分度机构4下端,每个边对应的分度夹角均相等,保证分度精准。
9.优选的是,定位凹槽13侧面设置有销孔a5,钻模套9底面位置设有销孔b7,销孔b7与销孔a5配合,钻模套9与径向分度机构4通过插在销孔a5与销孔b7的定位销6固定连接,保证钻模导向孔8的位置精度。
10.优选的是,径向分度机构4上端为圆柱体,上端位置设置有螺纹a14;锁紧轴套10内孔上端设置有固定孔17,锁紧轴套10下端设置有与螺纹a14配合的螺纹b11。
11.优选的是,锥度定位面16与产品外形角度保持一致,且角度公差为
±
0.01
°
。
12.加工前,将嘴尖产品18安装于定位凹槽13内,钻模套9安装在嘴尖产品18上,穿过固定孔17,将锁紧轴套10套在钻模套9的外径上,锁紧轴套10的螺纹b11与径向分度机构4上端的螺纹a14配合连接,将嘴尖产品18固定于治具内。
13.与现有加工方式相比,本实用新型的有益效果如下:
14.1.本实用新型公开一种钻床用多角度斜孔加工治具,可应用在摇臂钻床等设备上,针对嘴尖类产品斜孔的加工,本实用新型角度基座的角度可以是任意的,是根据斜孔角度而定的,保证与斜孔角度相同,可实现轴向与径向双向角度调整要求,适用于批量产品的斜孔加工,在满足产品质量的同时,可代替cnc多轴设备进行斜孔加工,有效降低产品的生产成本,提高产品的市场竞争力。
15.2.本实用新型双向分度结构的斜孔加工治具,可扩大机床原有的使用范围,实现一机多能,安装于摇臂钻床上,降低生产成本。
16.3.本实用新型双向分度结构的斜孔加工治具,由夹具保证产品与刀具、机床的位置精度,同时降低应用人工摆放工件时间,有效提高产品质量及提升生产效率。
17.4.本实用新型结构设计合理,拆装方便,实际操作便捷,在批量产品加工中优势明显。
附图说明
18.图1是本实用新型一种钻床用多角度斜孔加工治具整体结构剖面图;
19.图2是本实用新型一种钻床用多角度斜孔加工治具角度基座结构图;
20.图3是本实用新型一种钻床用多角度斜孔加工治具径向分度机构结构图;
21.图4是本实用新型一种钻床用多角度斜孔加工治具钻模套结构图;
22.图5是本实用新型一种钻床用多角度斜孔加工治具锁紧轴套结构图;
23.图6 是本实用新型一种钻床用多角度斜孔加工治具安装示意图;
24.图中:1-角度基座;2-旋转轴;3-定位角度面;4-径向分度机构;5-销孔a;6-定位销;7-销孔b;8-钻模导向孔; 9-钻模套;10-锁紧轴套;11-螺纹b;12-正多边形柱体;13-定位凹槽;14-螺纹a;15-定位孔;16-锥度定位面;17-固定孔;18-嘴尖产品;19-夹钳。
具体实施方式
25.下面结合附图与具体实施例对本实用新型进行详细说明。
26.实施例1
27.如图1
‑ꢀ
5所示,一种钻床用多角度斜孔加工治具,包括角度基座1、径向分度机构4、钻模套9、锁紧轴套10、定位销6。角度基座1上设有定位角度面3,与角度基座1底面成预订角度设置,与产品斜孔倾斜角度保持一致,在定位角度面3上设有旋转轴2,与所述定位角度面3成90
°
设置。
28.径向分度机构4安装于定位角度面3上,在底端面上设置有定位孔15,与旋转轴2配合。径向分度机构4上端为圆柱体,上端位置设置有螺纹a14,上端面中心部位设置有定位凹槽13,定位凹槽13侧面设置有销孔a5。径向分度机构4下端外侧为正多边形柱体12,与定位凹槽13具有同轴度要求,多边形在圆周内均匀分布,每个边对应的分度夹角均相等,保证分度精准。
29.钻模套9安装于径向分度机构4上端,外形锥面上设置有钻模导向孔8,导向孔数量及角度分布与产品的斜孔数量及角度分布保持一致,加工时,起到刀具导向的作用,内孔设有锥度定位面16,与产品外形角度保持一致,且角度公差为
±
0.01
°
。钻模套9底面位置设有
销孔b7,与径向分度机构4上的销孔b7配合,通过定位销6固定连接,保证钻模导向孔8的位置精度。
30.锁紧轴套10内孔上端设置有固定孔17,下端设置有螺纹b11。
31.实施例2
32.如图1,加工前,将嘴尖产品18安装于定位凹槽13内,钻模套9安装在嘴尖产品18上,穿过固定孔17,将锁紧轴套10套在钻模套9的外径上,锁紧轴套10的螺纹b11与径向分度机构4上端的螺纹a14配合连接,将嘴尖产品18固定于治具内。
33.实施例3
34.图6所示为斜孔加工治具的安装示意图,选择与产品斜孔角度相同的角度基座1,将治具置于夹钳19中,治具安装完成后,夹钳19夹住正多边形柱体12的两条对边,并拧紧夹钳19。对于圆周方向内多个斜孔的加工,通过旋转径向分度机构4,进行角度旋转,调整到合适的角度进行加工,大幅度降低复制加工时间,实现一机多能,有效降低了加工成本。
35.以上内容是结合优选技术方案对本实用新型所做的进一步详细说明,不能认定本实用新型的具体实施仅限于这些说明。对本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型的构思的前提下,还可以做出简单的推演及替换,都应当视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1