一种垫圈加工用可双向夹持的高效装配设备的制作方法
1.本技术涉及垫圈加工设备技术领域,尤其是涉及一种垫圈加工用可双向夹持的高效装配设备。
背景技术:
2.垫圈指垫在被连接件与螺母之间的零件。一般为扁平形的金属环,用来保护被连接件的表面不受螺母擦伤,分散螺母对被连接件的压力。常规的垫圈组装方法为人工操作,用手依次把垫圈预先放置到定位孔上,然后通过手压的外力作用下,使得垫圈套到螺栓上或一手拿螺栓头部,另一手拿垫圈,将垫圈直接套在螺栓上。
3.在现有技术中,基本上已经使用垫圈装配机对垫圈进行装配,例如公告号cn207223312u提出的一种柱体垫圈自动装配机,解放了工人的双手,实现了自动化装配,减轻了人工劳动量,提高了装配效率。
4.但上述专利在装配的时候只是通过垫圈振动盘直接将进料口对准拐弯点用于将垫圈套入柱体,但缺少一定的辅助限位功能,垫圈在装配的过程中可能会出现倾斜导致滑脱或无法精准的套入柱体上,导致垫圈的安装位置容易出错,且可能会出现漏装等情况,影响垫圈装配效率。
技术实现要素:
5.为了改善上述提到的垫圈装配时缺少辅助限位功能以致滑脱的问题,本技术提供一种垫圈加工用可双向夹持的高效装配设备。
6.本技术提供一种垫圈加工用可双向夹持的高效装配设备,采用如下的技术方案:一种垫圈加工用可双向夹持的高效装配设备,包括立架,所述立架的上端中部架设有主正反电机,所述主正反电机的输出轴端固定连接有主螺纹丝杆,所述主螺纹丝杆的外侧连接有装配机械手组件,所述装配机械手组件内放置有垫圈,且立架的底端固定连接有载台,所述载台的上端开设有凹形滑槽道,所述凹形滑槽道中转动设置有辅助螺纹丝杆,所述辅助螺纹丝杆的外侧通过螺纹滑移连接有与垫圈相配套的螺栓移动加工板组件,且载台的一侧固设有辅助正反电机,所述辅助正反电机的输出轴端与辅助螺纹丝杆固定连接。
7.基于上述技术特征:本技术采用自动装配的方式,在装配作业时可将需要装配的垫圈放入装配机械手组件内,此时主正反电机可自动启动并利用装配机械手组件对垫圈进行夹持和固定,辅助正反电机也能驱动辅助螺纹丝杆转动从而带动螺栓移动加工板组件移动至垫圈的正下方,此时装配机械手组件可张开并将内部的垫圈稳稳套入螺栓移动加工板组件上的螺栓上,此时工人只需取出完成组装的垫圈和螺栓即可,并放入新的垫圈和螺栓,与一般的人工操作相比,有效提高了装配效率,在连续加工和作业时垫圈的安装位置不容易出错,也不会出现漏装的情况。
8.作为本实用新型所述垫圈加工用可双向夹持的高效装配设备的一种优选方案,其中:所述装配机械手组件包括定位架板以及位于定位架板两端的夹臂,所述夹臂与定位架
板铰接,且夹臂的内壁上设置有若干弧形硅胶球。
9.基于上述技术特征:当夹臂对垫圈进行夹持时可利用弧形硅胶球接触垫圈的侧壁,起到一定缓冲的作用,尽量避免垫圈出现夹持变形的情况。
10.作为本实用新型所述垫圈加工用可双向夹持的高效装配设备的一种优选方案,其中:所述装配机械手组件还包括与主螺纹丝杆通过螺纹滑移连接的螺套滑板,所述螺套滑板的两端均设置有导向滑盘,且夹臂的外侧开设有与导向滑盘滑动配合的倾斜滑槽。
11.基于上述技术特征:当主螺纹丝杆转动时,螺套滑板可在主螺纹丝杆上进行滑动,并通过导向滑盘在倾斜滑槽上滑动且将两边的夹臂向内收缩,利用收缩的夹臂对内部的垫圈进行夹紧。
12.作为本实用新型所述垫圈加工用可双向夹持的高效装配设备的一种优选方案,其中:所述螺套滑板的底部两侧均固设有可压持在垫圈上端边沿两侧的接触式压力传感器,所述接触式压力传感器与主正反电机电性连接。
13.基于上述技术特征:接触式压力传感器可对垫圈的上部进行夹持,配合夹臂使用,尽量避免垫圈在装配时出现滑脱,且当接触式压力传感器触碰到垫圈时,可将关闭信号发送给主正反电机并立即停止夹臂继续对垫圈的夹持工作。
14.作为本实用新型所述垫圈加工用可双向夹持的高效装配设备的一种优选方案,其中:所述夹臂的底部设置有重力传感器,所述重力传感器与主正反电机电性连接。
15.基于上述技术特征:重力传感器可作垫圈有无检测,尽量避免出现漏装垫圈的情况,当放入垫圈时,可将信号发送给主正反电机并驱动主螺纹丝杆进行正转,且此时夹臂可不断收缩并对垫圈进行夹持固定。
16.作为本实用新型所述垫圈加工用可双向夹持的高效装配设备的一种优选方案,其中:所述立架的内壁两侧均固定连接有导向杆,所述导向杆远离立架的一端与定位架板固定连接。
17.基于上述技术特征:导向杆用于对定位架板和整个装配机械手组件进行高度支撑。
18.作为本实用新型所述垫圈加工用可双向夹持的高效装配设备的一种优选方案,其中:所述螺栓移动加工板组件包括用于放置螺栓的加工板以及固设在加工板底部的牙套,所述牙套与辅助螺纹丝杆通过螺纹滑移连接配合,且牙套的外侧还转动连接有与凹形滑槽道滑动配合的滑轮。
19.基于上述技术特征:当辅助正反电机开启后,可使辅助螺纹丝杆进行转动,并使牙套、上方的加工板和螺栓从一端向另一端移动。
20.作为本实用新型所述垫圈加工用可双向夹持的高效装配设备的一种优选方案,其中:所述载台的一侧外壁中端固设有红外感应器,所述加工板的外壁中端加装有感应片,所述立架的一侧外壁上固设有控制箱,所述控制箱与红外感应器、辅助正反电机、主正反电机均电性连接。
21.基于上述技术特征:当加工板移动至中间位置且板上的螺栓恰好对准上方的垫圈时,红外感应器可自动感应到感应片,此时红外感应器将信号发送给控制箱,控制箱可立即关闭辅助正反电机,同时控制箱可将反向转动的信号发送给主正反电机,并控制主螺纹丝杆进行反向转动,此时夹臂可逐渐张开并将垫圈正好套入下方的螺栓中,且完成一次装配
工作。
22.综上所述,本实用新型包括以下至少一种有益效果:
23.1.本技术采用自动装配的方式,在装配作业时可将需要装配的垫圈放入装配机械手组件内,此时主正反电机可自动启动并利用装配机械手组件对垫圈进行夹持和固定,辅助正反电机也能驱动辅助螺纹丝杆转动从而带动螺栓移动加工板组件移动至垫圈的正下方,此时装配机械手组件可张开并将内部的垫圈稳稳套入螺栓移动加工板组件上的螺栓上,此时工人只需取出完成组装的垫圈和螺栓即可,并放入新的垫圈和螺栓,与一般的人工操作相比,有效提高了装配效率,在连续加工和作业时垫圈的安装位置不容易出错,也不会出现漏装的情况;
24.2.接触式压力传感器可对垫圈的上部进行夹持,配合夹臂使用,尽量避免垫圈在装配时出现滑脱,且当接触式压力传感器触碰到垫圈时,可将关闭信号发送给主正反电机并立即停止夹臂继续对垫圈的夹持工作;
25.3.重力传感器可作垫圈有无检测,尽量避免出现漏装垫圈的情况,当放入垫圈时,可将信号发送给主正反电机并驱动主螺纹丝杆进行正转,且此时夹臂可不断收缩并对垫圈进行夹持固定;
26.4.当加工板移动至中间位置且板上的螺栓恰好对准上方的垫圈时,红外感应器可自动感应到感应片,此时红外感应器将信号发送给控制箱,控制箱可立即关闭辅助正反电机,同时控制箱可将反向转动的信号发送给主正反电机,并控制主螺纹丝杆进行反向转动,此时夹臂可逐渐张开并将垫圈正好套入下方的螺栓中,且完成一次装配工作。
附图说明
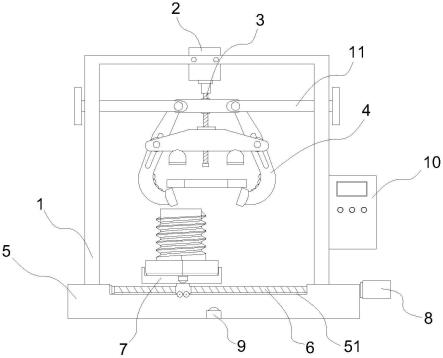
27.图1是本实用新型的整体结构图;
28.图2是本实用新型的装配机械手组件具体结构图;
29.图3是本实用新型的螺栓移动加工板组件具体结构图。
30.附图标记说明:
31.1、立架;2、主正反电机;3、主螺纹丝杆;4、装配机械手组件;41、定位架板;42、夹臂;421、倾斜滑槽;43、螺套滑板;431、导向滑盘;44、接触式压力传感器;45、重力传感器;46、弧形硅胶球;5、载台;51、凹形滑槽道;6、辅助螺纹丝杆;7、螺栓移动加工板组件;71、加工板;72、牙套;73、滑轮;74、感应片;8、辅助正反电机;9、红外感应器;10、控制箱;11、导向杆。
具体实施方式
32.以下结合附图1-3对本实用新型作进一步详细说明。
33.请参阅图1,本实用新型提供的一种垫圈加工用可双向夹持的高效装配设备,包括立架1,立架1的上端中部架设有主正反电机2,主正反电机2的输出轴端固定连接有主螺纹丝杆3,主螺纹丝杆3的外侧连接有装配机械手组件4,装配机械手组件4内放置有垫圈,本技术采用自动装配的方式,在装配作业时可将需要装配的垫圈放入装配机械手组件4内,此时主正反电机2可自动启动并利用装配机械手组件4对垫圈进行夹持和固定。
34.立架1的底端固定连接有载台5,载台5的上端开设有凹形滑槽道51,凹形滑槽道51
中转动设置有辅助螺纹丝杆6,辅助螺纹丝杆6的外侧通过螺纹滑移连接有与垫圈相配套的螺栓移动加工板组件7,且载台5的一侧固设有辅助正反电机8,辅助正反电机8的输出轴端与辅助螺纹丝杆6固定连接,辅助正反电机8也能驱动辅助螺纹丝杆6转动从而带动螺栓移动加工板组件7移动至垫圈的正下方,此时装配机械手组件4可张开并将内部的垫圈稳稳套入螺栓移动加工板组件7上的螺栓上,工人只需取出完成组装的垫圈和螺栓即可,并放入新的垫圈和螺栓,与一般的人工操作相比,有效提高了装配效率,在连续加工和作业时垫圈的安装位置不容易出错,也不会出现漏装的情况。
35.请参阅图1和图2,装配机械手组件4包括定位架板41以及位于定位架板41两端的夹臂42,夹臂42与定位架板41铰接,且夹臂42的内壁上设置有若干弧形硅胶球46,当夹臂42对垫圈进行夹持时可利用弧形硅胶球46接触垫圈的侧壁,起到一定缓冲的作用,尽量避免垫圈出现夹持变形的情况。
36.装配机械手组件4还包括与主螺纹丝杆3通过螺纹滑移连接的螺套滑板43,螺套滑板43的两端均设置有导向滑盘431,且夹臂42的外侧开设有与导向滑盘431滑动配合的倾斜滑槽421,当主螺纹丝杆3转动时,螺套滑板43可在主螺纹丝杆3上进行滑动,并通过导向滑盘431在倾斜滑槽421上滑动且将两边的夹臂42向内收缩,利用收缩的夹臂42对内部的垫圈进行夹紧。
37.螺套滑板43的底部两侧均固设有可压持在垫圈上端边沿两侧的接触式压力传感器44,接触式压力传感器44与主正反电机2电性连接,接触式压力传感器44可对垫圈的上部进行夹持,配合夹臂42使用,尽量避免垫圈在装配时出现滑脱,且当接触式压力传感器44触碰到垫圈时,可将关闭信号发送给主正反电机2并立即停止夹臂42继续对垫圈的夹持工作。
38.夹臂42的底部设置有重力传感器45,重力传感器45与主正反电机2电性连接,重力传感器45可作垫圈有无检测,尽量避免出现漏装垫圈的情况,当放入垫圈时,可将信号发送给主正反电机2并驱动主螺纹丝杆3进行正转,且此时夹臂42可不断收缩并对垫圈进行夹持固定。
39.立架1的内壁两侧均固定连接有导向杆11,导向杆11远离立架1的一端与定位架板41固定连接,导向杆11用于对定位架板41和整个装配机械手组件4进行高度支撑。
40.请参阅图1和图3,螺栓移动加工板组件7包括用于放置螺栓的加工板71以及固设在加工板71底部的牙套72,牙套72与辅助螺纹丝杆6通过螺纹滑移连接配合,且牙套72的外侧还转动连接有与凹形滑槽道51滑动配合的滑轮73,当辅助正反电机8开启后,可使辅助螺纹丝杆6进行转动,并使牙套72、上方的加工板71和螺栓从一端向另一端移动。
41.载台5的一侧外壁中端固设有红外感应器9,加工板71的外壁中端加装有感应片74,立架1的一侧外壁上固设有控制箱10,控制箱10与红外感应器9、辅助正反电机8、主正反电机2均电性连接,当加工板71移动至中间位置且板上的螺栓恰好对准上方的垫圈时,红外感应器9可自动感应到感应片74,此时红外感应器9将信号发送给控制箱10,控制箱10可立即关闭辅助正反电机8,同时控制箱10可将反向转动的信号发送给主正反电机2,并控制主螺纹丝杆3进行反向转动,此时夹臂42可逐渐张开并将垫圈正好套入下方的螺栓中,且完成一次装配工作。
42.工作原理:在装配作业时可将需要装配的垫圈放入装配机械手组件4内,此时重力传感器45感应到垫圈,可将信号发送给主正反电机2并驱动主螺纹丝杆3进行正转,且此时
夹臂42可不断收缩并对垫圈进行夹持固定,当接触式压力传感器44触碰到垫圈时,可将关闭信号发送给主正反电机2并立即停止夹臂42继续对垫圈的夹持工作,辅助正反电机8也能驱动辅助螺纹丝杆6转动从而带动螺栓移动加工板组件7移动,当加工板71移动至中间位置且板上的螺栓恰好对准上方的垫圈时,红外感应器9可自动感应到感应片74,此时红外感应器9将信号发送给控制箱10,控制箱10可立即关闭辅助正反电机8,同时控制箱10可将反向转动的信号发送给主正反电机2,并控制主螺纹丝杆3进行反向转动,此时夹臂42可逐渐张开并将垫圈正好套入下方的螺栓中,此时工人只需取出完成组装的垫圈和螺栓即可,并放入新的垫圈和螺栓。
43.以上均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1