一种用于小口径内孔氩弧焊专用焊枪的制作方法
1.本实用新型涉及一种用于小口径内孔氩弧焊专用焊枪,属于焊接辅助工具领域。
背景技术:
2.手工钨极氩弧焊由于焊接质量高,易于操作,成型美观,焊缝清洁无飞溅等优点,在工业生产中得到大量应用。现有技术的焊枪由于体积和形状限制,对于孔径小于35mm和深度大于100mm的内孔孔壁和底部焊接无法用手工钨极氩弧焊完成,具体原因是焊枪无法进入孔径内部,在使用较长的焊枪喷嘴时可以使钨极到达焊接区域,但是相对内壁焊接区域的电弧的角度不正确,无法形成高质量的焊缝,另外由于现有技术条件下焊枪喷嘴都是直喷嘴,只有长短和孔径方面的区别,导致电极和喷嘴插入工件孔径内部后,直喷嘴阻挡操作者视线观察不到焊接熔池也无法向焊接熔池添加焊丝。
3.因此,亟需提出一种新型的用于小口径内孔的氩弧焊专用焊枪,以解决上述技术问题。
技术实现要素:
4.本实用新型研发目的是为了解决现有技术的焊枪对于孔径小于35mm和深度大于100mm的内孔无法进入其孔径内部,且相对内壁焊接区域的电弧的角度不正确,无法形成高质量的焊缝,直喷嘴阻挡操作者视线观察不到焊接熔池也无法向焊接熔池添加焊丝的问题,在下文中给出了关于本实用新型的简要概述,以便提供关于本实用新型的某些方面的基本理解。应当理解,这个概述并不是关于本实用新型的穷举性概述。它并不是意图确定本实用新型的关键或重要部分,也不是意图限定本实用新型的范围。
5.本实用新型的技术方案:
6.一种用于小口径内孔氩弧焊专用焊枪,包括钨极夹、导流件、直段喷嘴、垫圈、枪体手柄、折角喷嘴和折角钨极,枪体手柄的端部卡装有垫圈,导流件一端置于枪体手柄内,导流件另一端穿过垫圈后,置于直段喷嘴内,直段喷嘴一端与垫圈侧壁贴合,直段喷嘴另一端安装有折角喷嘴,折角钨极置于导流件内,且折角钨极一端的端部安装于枪体手柄内的钨极夹内,折角钨极另一端的端部依次穿过导流件和直段喷嘴后,探出折角喷嘴。
7.优选的:所述折角喷嘴的弯折角度为30
°‑
90
°
。
8.优选的:所述折角钨极的弯折角度为30
°‑
90
°
。
9.优选的:所述导流件的外侧壁与枪体手柄内部螺纹配合。
10.优选的:所述导流件的外侧壁与直段喷嘴内部螺纹配合。
11.优选的:所述折角喷嘴与直段喷嘴螺纹配合。
12.本实用新型具有以下有益效果:
13.1.本实用新型在现有焊枪陶瓷喷嘴的基础上增加端部折角喷嘴,折角喷嘴与直段喷嘴采用螺纹连接,且折角喷嘴的角度可根据需要选择实现30
°‑
90
°
的不同组合,如对孔的底部焊接时为了便于填丝和观察熔池,可采用小角度折角喷嘴,如30
°
或者60
°
,对孔内壁焊
接时为保证合理的电弧角度,可采用较大角度的折角喷嘴,如60
°
或者90
°
,根据操作需要进行替换,装置更加灵活;
14.2.本实用新型折角喷嘴不与直段喷嘴制作成一体是因为中间的钨极需具有一定的角度,而且电极需要伸出一定长度,一体喷嘴无法实现安装,相配合使用的钨极也是经过加工带有和折角喷嘴相同的角度,这样可保证电极处于喷嘴的中心,保证焊接熔池得到最佳的保护,大大提升了焊接质量。
附图说明
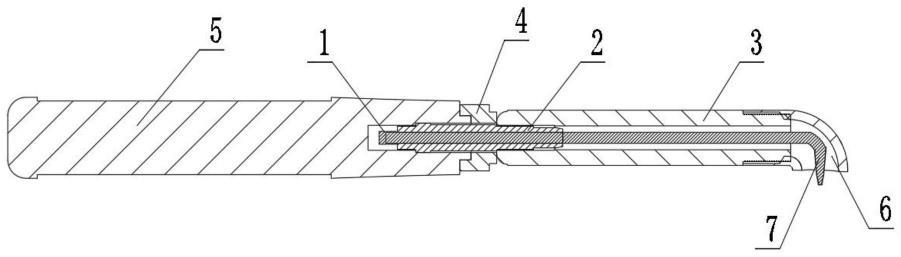
15.图1是本实用新型的一种用于小口径内孔氩弧焊专用焊枪的配合安装图;
16.图2是本实用新型的一种用于小口径内孔氩弧焊专用焊枪的立体图;
17.图3是本实用新型具体实施方式一中的折角喷嘴的弯折角度为30
°
时的结构示意图;
18.图4是本实用新型具体实施方式一中的折角钨极的弯折角度为30
°
时的结构示意图;
19.图5是本实用新型具体实施方式一中的折角喷嘴的弯折角度为60
°
时的结构示意图;
20.图6是本实用新型具体实施方式一中的折角钨极的弯折角度为60
°
时的结构示意图;
21.图中1-钨极夹,2-导流件,3-直段喷嘴,4-垫圈,5-枪体手柄,6-折角喷嘴,7-折角钨极。
具体实施方式
22.为使本实用新型的目的、技术方案和优点更加清楚明了,下面通过附图中示出的具体实施例来描述本实用新型。但是应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
23.本实用新型所提到的连接分为固定连接和可拆卸连接,所述固定连接即为不可拆卸连接包括但不限于折边连接、铆钉连接、粘结连接和焊接连接等常规固定连接方式,所述可拆卸连接包括但不限于螺纹连接、卡扣连接、销钉连接和铰链连接等常规拆卸方式,未明确限定具体连接方式时,默认为总能在现有连接方式中找到至少一种连接方式能够实现该功能,本领域技术人员可根据需要自行选择。例如:固定连接选择焊接连接,可拆卸连接选择铰链连接。
24.具体实施方式一:结合图1-图6说明本实施方式,本实施方式的一种用于小口径内孔氩弧焊专用焊枪,包括钨极夹1、导流件2、直段喷嘴3、垫圈4、枪体手柄5、折角喷嘴6和折角钨极7,枪体手柄5的端部卡装有垫圈4,导流件2一端置于枪体手柄5内,且所述导流件2的外侧壁与枪体手柄5内部螺纹配合,导流件2另一端穿过垫圈4后,置于直段喷嘴3内,且所述导流件2的外侧壁与直段喷嘴3内部螺纹配合,直段喷嘴3一端与垫圈4侧壁贴合,直段喷嘴3另一端螺纹配合安装有折角喷嘴6,折角钨极7置于导流件2内,且折角钨极7一端的端部安装于枪体手柄5内的钨极夹1内,折角钨极7另一端的端部依次穿过导流件2和直段喷嘴3后,
探出折角喷嘴6,所述枪体手柄5还内置有焊接电缆和氩气管,焊接电缆与折角钨极7电性连接,氩气管外接有氩气源,氩气管向折角喷嘴6出口处输送氩气。
25.所述折角喷嘴6的弯折角度为30
°‑
90
°
,所述折角钨极7的弯折角度为30
°‑
90
°
,使用时折角喷嘴6和折角钨极7二者的弯折角度相同,当折角喷嘴6的弯折角度为30
°
26.时,如图3所示,相应的折角钨极7的弯折角度为30
°
,如图4所示,当折角喷嘴6的弯折角度为60
°
时,如图5所示,相应的折角钨极7的弯折角度为60
°
,如图6所示。
27.所述直段喷嘴3和折角喷嘴6均为陶瓷材质。
28.本实施方式具体安装方法如下:
29.首先将钨极夹1放在导流件2内,再将导流件2旋入枪体手柄5枪体,然后把直段喷嘴3安装在导流体2上,其次将带有折角的折角钨极7通过直段喷嘴3插入枪体手柄5的钨极夹1内,此时不要旋紧直段喷嘴3,保证折角钨极7的松动,下一步再安装折角喷嘴6,折角喷嘴6套过带折角的折角钨极7后,通过螺纹旋转连接直段喷嘴3,而后调整折角钨极7的折角端头,使其处于折角喷嘴6的中心位置,最后旋紧直段喷嘴3,使折角钨极7端部顶进钨极夹,固定钨极位置,就可以开始焊接了。
30.需要说明的是,在以上实施例中,只要不矛盾的技术方案都能够进行排列组合,本领域技术人员能够根据排列组合的数学知识穷尽所有可能,因此本发明不再对排列组合后的技术方案进行一一说明,但应该理解为排列组合后的技术方案已经被本发明所公开。
31.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1