一种超薄均热板激光焊接治具的制作方法
1.本技术涉及均热板加工的技术领域,尤其是涉及一种超薄均热板激光焊接治具。
背景技术:
2.随着电子元器件功率的不断增加,封装程度也越来越微型化。在狭小空间中,电子元器件的性能与其产生的高热流密度之间的矛盾日益严重,电子元器件的散热问题关系到相关设备的使用可靠性和使用寿命。
3.均热板是平板热管的一种,可以将聚集在热源表面的热流迅速传递并扩散到大面积的冷凝件表面上,从而促进热量的散发,降低元器件表面的热流密度,使元器件可靠工作。由于较低的热阻、良好的均温性能以及较高的临界热流密度,均热板目前广泛应用于大功率led、cpu、gpu和高速硬盘等电子元器件的散热,除了普通热管的优点,它还具有导热速率快、传热能力大、适应性好等优点,可满足高性能电子元器件的散热及空间需求。
4.目前均热板材料的内外部材料都主要是铜,铜具有导热性好,易成型等优点,但为了降低均热板的加工成本,目前很多厂商已经开始在使用不锈钢材质的均热板。但不锈钢材质的均热板由于形状不规则,在加工焊接的过程中比铜的焊接难度要更高,使用常见的治具对超薄均热板进行焊接加工容易造成产品钎焊时受力不均匀、温度不均匀,从而影响生产得到的均热板传热性能,上述问题有待解决。
技术实现要素:
5.为了提升均热板焊接的精准度,本技术提供一种超薄均热板激光焊接治具,采用如下的技术方案:
6.一种超薄均热板激光焊接治具,包括治具上盖、治具下盖和定位组件,所述治具上盖设置有用于为激光焊接进行导向的预留部,所述治具下盖设置有用于配合预留部焊接的定位部,所述定位组件绕设于预留部和定位部,所述预留部和定位部之间设置有放置工位。
7.通过采用上述方案,治具上盖和治具下盖配合对均热板进行定位,均热板放置在放置工位上待激光加工,定位部对均热板进行定位,定位组件将治具上盖和治具下盖进行定位,从而使治具上盖和治具下盖放置在合适于互相配合的位置,外部的激光设备发射激光穿过预留部,从而精准的对均热板进行激光焊接,达到提升均热板焊接的精准度的效果。
8.优选的,所述预留部包括上盖开口和挡块,所述挡块固定连接于上盖开口的内壁一端,所述挡块遮挡上盖开口形成有焊接通道,所述焊接通道环设于挡块。
9.通过采用上述方案,挡块通过对上盖开口遮挡,从而形成有用于穿过激光的焊接通道,焊接通道环设在挡块的周边,激光从上往下发射时,被治具上盖和挡块遮挡,只能通过焊接通道传输到均热板的表面,从而起到对均热板的焊接位置进行调节,达到精准焊接均热板的效果。
10.优选的,所述定位部设置有用于配合焊接通道对均热板进行精准焊接的焊接槽。
11.通过采用上述方案,焊接槽对均热板进行激光焊接的部位进行避位,从而减少均
热板焊接的过程中抵接于治具下盖的情况发生,达到防止均热板和治具下盖粘连的效果。
12.优选的,所述治具上盖和治具下盖相向的一侧均设置有用于卡接均热板凸起部的卡接槽,所述卡接槽位于挡块和定位部,两个所述卡接槽位于同一垂直方向上。
13.通过采用上述方案,均热板放置在放置工位时,通过将均热板凸起部卡接在卡接槽,从而对均热板进行初步的定位,达到稳固均热板放置位置的效果。
14.优选的,所述定位组件包括若干个定位针,所述焊接通道和焊接槽均环设有若干个用于插接定位针的插针槽,所述插针槽贯穿治具上盖和贯穿治具下盖。
15.通过采用上述方案,定位针通过穿过插针槽,使治具上盖的插针槽和治具下盖的插针槽位于同一垂直方向,从而使治具上盖和治具下盖定位,达到均热板放置在合适的加工位置的效果。
16.优选的,所述定位部设置有用于放置定位磁铁的安装槽,所述安装槽位于焊接槽内,所述定位磁铁用于吸附均热板。
17.通过采用上述方案,安装槽用于放置安装定位磁铁,通过定位磁铁将放置工位上的均热板进行进一步的定位,从而使焊接过程中均热板不易发生位置的偏移,达到精准焊接均热板的效果。
18.优选的,所述治具下盖设置有用于穿过螺栓的螺栓孔,所述螺栓将治具下盖固定在外部的工作台。
19.通过采用上述方案,螺栓通过螺栓孔,将治具下盖固定于工作台,从而使治具稳固在工作台合适激光加工的位置上,达到稳固治具的效果。
20.优选的,所述定位针的两端设置有圆台部,所述圆台部远离定位针中心一端的面积小于圆台部靠近定位针中心一端的面积。
21.通过采用上述方案,定位针需要插入插针槽时,圆台部便于使定位针插入插针槽,达到连接治具上盖和治具下盖更便利的效果。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.均热板放置在放置工位,定位部对均热板进行位置的限定,使均热板不易偏位,定位组件将治具上盖和治具下盖连接,治具上盖和治具下盖配合夹持均热板,外部的激光穿过预留部,从而传输到均热板的表面,使均热板精准的进行激光焊接操作,达到提升均热板焊接的精准度的效果。
附图说明
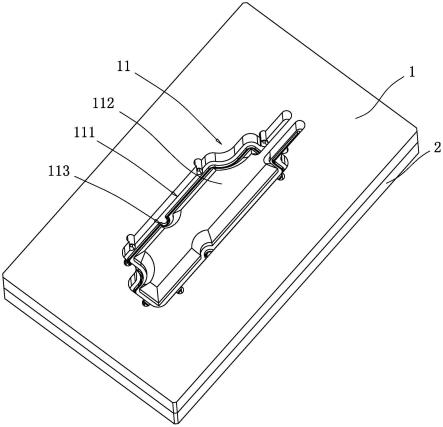
24.图1为本技术实施例一种超薄均热板激光焊接治具的结构示意图。
25.图2为本技术实施例所述超薄均热板激光焊接治具的拆分结构示意图。
26.附图标记说明:1、治具上盖;11、预留部;111、上盖开口;112、挡块;113、焊接通道;114、插针槽;2、治具下盖;21、定位部;211、焊接槽;212、安装槽;22、螺栓孔;3、定位组件;31、定位针;311、圆台部;4、放置工位;5、卡接槽。
具体实施方式
27.以下结合附图1-图2对本技术作进一步详细说明。
28.本技术实施例公开一种超薄均热板激光焊接治具,参照图1和图2,包括治具上盖
1、治具下盖2,治具上盖1和治具下盖2对均热板进行夹持。治具上盖1和治具下盖2安装有定位组件3,定位组件3对治具上盖1和治具下盖2的位置进行限定,从而使治具上盖1和治具下盖2连接。治具上盖1设置有预留部11,预留部11用于为激光焊接进行导向。治具下盖2设置有定位部21,定位部21用于配合预留部11对均热板进行焊接。定位组件3绕设于预留部11和定位部21,预留部11和定位部21之间设置有放置工位4,均热板具体放置在放置工位4上进行激光焊接操作,达到提升均热板焊接的精准度的效果。
29.治具下盖2设置有螺栓孔22,螺栓孔22用于穿过螺栓,螺栓抵接于螺栓孔22的内壁,从而对治具下盖2的位置进行定位。治具下盖2通过螺栓固定在外部的工作台,使治具整体位于工作台合适激光加工的位置上。
30.均热板放置在治具下盖2的上方,具体为放置工位4。治具上盖1和治具下盖2相向的一侧均设置有卡接槽5,均热板的两侧设置有凸起部,凸起部抵接于卡接槽5的内壁,从而起到一定的固定均热板的作用。卡接槽5位于挡块112和定位部21,两个卡接槽5位于同一垂直方向上,使均热板固定放置在放置工位4。
31.定位部21还设置有安装槽212,安装槽212用于安装定位磁铁。定位磁铁固定在安装槽212内,从而对放置在放置工位4的均热板进行吸附,进一步的对均热板进行位置的固定,防止均热板在激光焊接的过程中位置发生偏移,使均热板精准的进行激光焊接。
32.定位组件3包括若干个定位针31,焊接通道113和焊接槽211均环设有若干个用于插接定位针31的插针槽114,插针槽114贯穿治具上盖1和贯穿治具下盖2。定位针31通过穿过插针槽114,使治具上盖1的插针槽114和治具下盖2的插针槽114位于同一垂直方向,从而使治具上盖1和治具下盖2定位,起到稳固均热板的作用。
33.其中,定位针31的两端设置有一体成型的圆台部311,圆台部311远离定位针31中心一端的面积小于圆台部311靠近定位针31中心一端的面积,使得定位针31需要插入插针槽114时,圆台部311便于对准插针槽114,从而使定位针31更轻松的插入插针槽114。
34.具体地,定位针31插入插针槽114时,定位针31的外壁抵接于插针槽114的内侧壁,从而起到将治具上盖1和治具下盖2定位于同一垂直方向的作用。
35.预留部11包括上盖开口111和挡块112,挡块112固定连接于上盖开口111的内壁一端,挡块112遮挡上盖开口111形成有焊接通道113,焊接通道113环设于挡块112。当治具上盖1和治具下盖2夹持均热板进行激光焊接操作时,激光被治具上盖1和挡块112遮挡,并且使激光只能从焊接通道113传输到均热板指定的位置上,从而起到对均热板的焊接位置进行调节的作用,精准的对均热板进行激光焊接。
36.定位部21设置有用于配合焊接通道113对均热板进行精准焊接的焊接槽211。
37.具体地,焊接槽211对均热板进行激光焊接的部位进行避位,从而减少均热板焊接的过程中抵接于治具下盖2的情况发生,达到防止均热板和治具下盖2粘连的效果。
38.本技术实施例的原理为:治具上盖1和治具下盖2夹持形成放置工位4,均热板放置在放置工位4,定位部21对均热板进行定位,定位组件3将治具上盖1稳固在治具下盖2的上表面的设定位置上,从而激光穿过预留部11对均热板进行激光焊接时,能够精准的焊接,达到提升均热板焊接的精准度的效果。
39.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1