一种电梯门板加强筋激光焊接系统的制作方法
1.本实用新型涉及电梯门板焊接技术领域,尤其是一种电梯门板加强筋激光焊接系统。
背景技术:
2.目前,传统电梯门板和加强筋装配的生产工艺流程多采用专用胶水或胶带使门板与加强筋粘结后再用压铆或点焊将加强筋两头部与门板固定的方式,使加强筋粘接牢固,此种方式所用专用胶水或胶带价格高昂,生产效率和自动化效率不高。
3.在中国专利文献上公开的“电梯门板加强筋固定生产线”,其公开号为cn205254540u,公开了一种电梯门板加强筋固定生产线,包括第一生产线和第二生产线;所述第一生产线从前至后依次包括第一分流组件,第一传输组件,加强筋焊接组件,第二分流组件,电梯门板边缘焊机组件以及卸料组件;所述第二生产线从上游至下游依次包括第二传输组件,涂胶组件,加强筋压紧组件以及电梯门板边缘铆接组件;但是公开号为cn205254540u的中国专利中的占用的空间大,且具体的结构与本实用新型存在差别。
技术实现要素:
4.本实用新型解决了现有的电梯门板和加强筋装配生产线采用粘结或点焊门板加强筋的装置从而导致生产效率低下的问题,提出一种电梯门板加强筋激光焊接系统,设置门板进料压铆机构、门板激光焊接机构以及加强筋上料机构,实现自动生产,大幅提高生产效率,降低生产成本。
5.为了实现上述目的,本实用新型采用以下技术方案:一种电梯门板加强筋激光焊接系统,包括门板进料压铆机构,所述门板进料压铆机构的相邻两侧分别设置有门板激光焊接机构和加强筋上料机构;所述门板进料压铆机构包括门板输送机构和用于压铆固定的门板加强筋压铆单元;所述加强筋上料机构包括加强筋抓取吸盘架,所述加强筋抓取吸盘架连接有加强筋上料机器人,所述加强筋上料机器人的一侧设置有加强筋库位和加强筋定位平台。
6.本实用新型中,经过自动折弯线加工后的门板进入至进料压铆机构,由门板加强筋压铆单元进行对中定位,随后加强筋上料机器人进行从加强筋库位取料以及定位后并放置到门板进料压铆机构上,门板进料压铆机构对门板进行压铆固定,随后门板进入门板激光焊接机构进行焊接;本实用新型的激光焊接系统自动化程度高,适用于不同规格的门板焊接。
7.作为优选,所述门板输送机构包括输送机架和固定于所述输送机架上方的门板检测单元,所述输送机架上方还设置有用于带动电梯门板移动的辊筒输送装置。
8.本实用新型中,门板输送机构设置在门板进料压铆机构中,门板输送机构利用辊筒输送装置带动电梯门板进行移动输送,辊筒输送装置包括若干个辊筒,均设置在门板的下方。
9.作为优选,所述门板加强筋压铆单元包括压铆平台机架和设置在压铆平台机架上的若干个压铆装置,所述门板输送机构的两侧还设置有第一门板对中组件,所述门板输送机构的出料口位置设置有第一门板挡停组件。
10.本实用新型中,共设置有四个压铆装置,在门板进入至门板加强筋压铆单元中时,第一门板挡停组件进行动作将门板挡停,第一门板对中组件将门板进行对中使其放置到指定位置,保证门板的固定。
11.作为优选,所述加强筋上料机构还包括加强筋库位和设置在加强筋库位一侧的加强筋定位平台,所述加强筋定位平台包括加强筋定位平台机架,所述加强筋定位平台机架上方设置活动定位装置和丝杠滑台组件,所述加强筋定位平台机架靠近门板加强筋压铆单元的一侧设置有固定靠板。
12.本实用新型中,加强筋库位中放置有加强筋,加强筋定位平台由加强筋定位平台机架构成,丝杠滑台组件能够带动活动定位装置并将加强筋推送至靠紧固定靠板以完成加强筋的定位。
13.作为优选,所述加强筋抓取吸盘架设置在所述加强筋定位平台靠近门板进料压铆机构的一侧,所述加强筋抓取吸盘架与所述加强筋上料机器人的机械手固定连接。
14.本实用新型中,加强筋抓取吸盘架能够在加强筋上料机器人的带动下吸取加强筋库位内的加强筋并放置在加强筋定位平台上;此外,加强筋抓取吸盘架和加强筋上料机器人上的真空设备电连接。
15.作为优选,所述门板激光焊接机构包括激光焊接工作台和设置在激光焊接工作台上的激光焊接移动装置,所述激光焊接工作台的两侧设置有顶升平移组件,所述顶升平移组件的外侧设置有第二门板对中组件,所述门板激光焊接机构的出料侧还设置有第二门板挡停组件。
16.本实用新型中,顶升平移组件包括有顶升装置和水平设置的同步带组件,顶升装置包括有顶升气缸,顶升装置能够将门板顶起,同步带组件转动带动门板水平方向上的移动,使门板进入激光焊接工作台,第二门板挡停组件将门板挡停拦住,顶升平移组件下降且水平方向停止移动,再由第二门板对中组件进行对中固定。
17.作为优选,所述激光焊接移动装置包括x轴伺服丝杠滑台组件,所述x轴伺服丝杠滑台组件滑动连接有龙门桥架,所述龙门桥架连接有z轴伺服丝杠滑台组件,所述z轴伺服丝杠滑台组件滑动连接有焊接组件。
18.本实用新型中,焊接组件能够沿着x轴伺服丝杠滑台组件以及z轴伺服丝杠滑台组件进行x轴向和z轴向的移动。
19.作为优选,所述焊接组件包括压紧装置和若干个激光焊接枪,所述压紧装置的一侧设置有排烟除尘组件。
20.本实用新型中,压紧装置能够压紧加强筋,使其与门板贴合,保证焊接质量。
21.作为优选,所述门板检测单元包括门板有料检测组件和门板无料检测组件,所述门板有料检测组件设置在门板进料压铆机构的进料侧,所述门板无料检测组件设置在门板进料压铆机构的出料侧。
22.本实用新型中,门板有料检测组件在进料口位置检测到门板流入后持续触发,门板无料检测组件在出料口位置,检测门板流出后复位。
23.本实用新型的有益效果是:本实用新型的一种电梯门板加强筋激光焊接系统,设置门板进料压铆机构、门板激光焊接机构以及加强筋上料机构,实现自动生产,大幅提高生产效率,降低生产成本;且本实用新型的焊接系统适用于不同规格的门板焊接。
附图说明
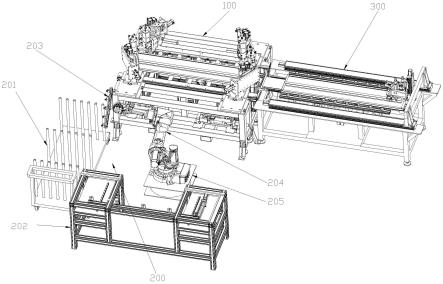
24.图1是本实用新型一种电梯门板加强筋激光焊接系统的整体结构示意图;
25.图2是本实用新型一种电梯门板加强筋激光焊接系统门板进料压铆机构的结构示意图;
26.图3是本实用新型一种电梯门板加强筋激光焊接系统加强筋上料机构的结构示意图;
27.图4是本实用新型一种电梯门板加强筋激光焊接系统加强筋门板激光焊接机构的结构示意图;
28.其中,100、门板进料压铆机构 200、加强筋上料机构 300、门板激光焊接机构 101、门板输送机构 102、门板加强筋压铆单元 101-1、输送机架 101-2、辊筒输送装置 102-1、压铆平台机架 102-2、压铆装置 102-3、第一门板对中组件 102-4、第一门板挡停组件 201、加强筋库位 202、加强筋定位平台 203、加强筋抓取吸盘架 204、加强筋上料机器人 202-1、加强筋定位平台机架 202-2、固定靠板 202-3、丝杠滑台组件 202-4、活动定位装置 301、激光焊接工作台 302、激光焊接移动装置 303、激光焊接枪 304、第二门板对中组件 305、压紧装置 306、第二门板挡停组件 307、排烟除尘组件 308、顶升气缸 309、顶升平移组件 302-1、x轴伺服丝杠滑台组件 302-2、z轴伺服丝杠滑台组件 302-3、龙门桥架。
具体实施方式
29.实施例:
30.本实施例提出一种电梯门板加强筋激光焊接系统,参考图1至图4,包括门板进料压铆机构100、加强筋上料机构200以及门板激光焊接机构300,门板进料压铆机构100的相邻两侧分别设置有门板激光焊接机构300和加强筋上料机构200,门板进料压铆机构100包括门板输送机构101和用于压铆固定的门板加强筋压铆单元102;加强筋上料机构200包括加强筋抓取吸盘架203,加强筋抓取吸盘架203连接有加强筋上料机器人204,加强筋上料机器人204的一侧设置有加强筋库位201和加强筋定位平台202。本实施例中,门板进料压铆机构100的出料侧与门板激光焊接机构300的进料侧连接,门板进料压铆机构100的的进料侧与门板自动折弯线连接。
31.参考图2,门板输送机构101包括输送机架101-1和固定于输送机架101-1上方的门板检测单元,输送机架101-1上方还设置有用于带动电梯门板移动的辊筒输送装置101-2。本实施例中,辊筒输送装置101-2包括若干个与门板移动方向垂直的辊筒。
32.参考图2,门板加强筋压铆单元102包括压铆平台机架102-1和设置在压铆平台机架102-1上的若干个压铆装置102-2,门板输送机构101的两侧还设置有第一门板对中组件102-3,门板输送机构101的出料口位置设置有第一门板挡停组件102-4。本实施例中,两个压铆装置102-2设置在门板进料压铆机构100的进料侧,两个压铆装置102-2设置在门板进料压铆机构100的出料侧,第一门板对中组件102-3分别设置在门板输送机构101的两侧,能
够使门板进行对中固定;第一门板挡停组件102-4包括挡停块和设置在挡停块下方的挡停气缸,第一门板挡停组件102-4能够对门板进行挡停。
33.参考图3,加强筋上料机构200还包括加强筋库位201和设置在加强筋库位201一侧的加强筋定位平台202,加强筋定位平台202包括加强筋定位平台机架202-1,加强筋定位平台机架202-1上方设置活动定位装置202-4和丝杠滑台组件202-3,加强筋定位平台机架202-1靠近门板加强筋压铆单元102的一侧设置有固定靠板202-2。
34.参考图3,加强筋抓取吸盘架203设置在加强筋定位平台202靠近门板进料压铆机构100的一侧,加强筋抓取吸盘架203与加强筋上料机器人204的机械手固定连接。
35.参考图4,门板激光焊接机构300包括激光焊接工作台301和设置在激光焊接工作台301上的激光焊接移动装置302,激光焊接工作台301的两侧设置有顶升平移组件309,顶升平移组件309的外侧设置有第二门板对中组件304,门板激光焊接机构300的出料侧还设置有第二门板挡停组件306。顶升平移组件309包括用于驱动的顶升气缸308。
36.参考图4,激光焊接移动装置302包括x轴伺服丝杠滑台组件302-1,x轴伺服丝杠滑台组件302-1滑动连接有龙门桥架302-3,龙门桥架302-3连接有z轴伺服丝杠滑台组件302-2,z轴伺服丝杠滑台组件302-2滑动连接有焊接组件。
37.参考图4,焊接组件包括压紧装置305和若干个激光焊接枪303,压紧装置305的一侧设置有排烟除尘组件308。本实施例中,设置有两个激光焊接枪303。
38.参考图2,门板检测单元包括门板有料检测组件和门板无料检测组件,门板有料检测组件设置在门板进料压铆机构100的进料侧,门板无料检测组件设置在门板进料压铆机构100的出料侧。
39.本实用新型中,经过自动折弯线加工后的门板进入至进料压铆机构,由门板加强筋压铆单元进行对中定位,随后加强筋上料机器人进行从加强筋库位取料以及定位后并放置到门板进料压铆机构上,门板进料压铆机构对门板进行压铆固定,随后门板进入门板激光焊接机构进行焊接;本实用新型的激光焊接系统自动化程度高,适用于不同规格的门板焊接。
40.本实用新型中,门板输送机构设置在门板进料压铆机构中,门板输送机构利用辊筒输送装置带动电梯门板进行移动输送,辊筒输送装置包括若干个辊筒,均设置在门板的下方。
41.本实用新型中,共设置有四个压铆装置,在门板进入至门板加强筋压铆单元中时,第一门板挡停组件进行动作将门板挡停,第一门板对中组件将门板进行对中使其放置到指定位置,保证门板的固定。
42.本实用新型中,加强筋库位中放置有加强筋,加强筋定位平台由加强筋定位平台机架构成,丝杠滑台组件能够带动活动定位装置并将加强筋推送至靠紧固定靠板以完成加强筋的定位。
43.本实用新型中,加强筋抓取吸盘架能够在加强筋上料机器人的带动下吸取加强筋库位内的加强筋并放置在加强筋定位平台上;此外,加强筋抓取吸盘架和加强筋上料机器人上的真空设备电连接。
44.本实用新型中,顶升平移组件包括顶升装置和水平设置的同步带组件,顶升装置包括有顶升气缸,顶升装置能够将门板顶起,同步带组件转动带动门板水平方向上的移动,
使门板进入激光焊接工作台,第二门板挡停组件将门板挡停拦住,顶升平移组件下降且水平方向停止移动,再由第二门板对中组件进行对中固定。
45.本实用新型中,焊接组件能够沿着x轴伺服丝杠滑台组件以及z轴伺服丝杠滑台组件进行x轴向和z轴向的移动。
46.本实用新型中,门板有料检测组件在进料口位置检测到门板流入后持续触发,门板无料检测组件在出料口位置,检测门板流出后复位。
47.对于本实用新型的工作过程,在此进行详述,电梯门板由门板输送机构进入至门板加强筋压铆单元,触发到料信号使第一挡停组件进行动作,将门板拦住,随后第一门板对中组件动作,使门板进行对中并放置到指定位置,保证门板不会移动;而在加强筋库位中,加强筋在通常情况下有一正一反的摆放,背靠背放置在加强筋库位的小车上,检测到加强筋库位有料后,加强筋上料机器人进行操作,具体分为以下两种情况:
48.情况1,加强筋上料机器人带动加强筋抓取吸盘架从加强筋库位吸取正向摆放的加强筋并使其放置在加强筋定位平台上,此时丝杠滑台组件带动活动定位装置将加强筋推送至靠紧固定靠板以完成加强筋的定位,然后加强筋上料机器人带动加强筋抓取吸盘架从加强筋的上方吸取加强筋,吸取完后,丝杠滑台组件收回,加强筋上料机器人抬升将加强筋放置到门板固定位置上;
49.情况2,当加强筋为反向摆放时,加强筋上料机器人带动加强筋抓取吸盘架进行操作,从加强筋库位吸取反向摆放的加强筋放置到加强筋定位平台之上,此时,丝杠滑台组件带动活动定位装置将加强筋推送至靠紧固定靠板以完成加强筋的定位,随后加强筋上料机器人带动加强筋抓取吸盘架从加强筋的下方吸取加强筋,吸取完后,丝杠滑台组件收回,加强筋上料机器人抬升将加强筋放置到门板固定位置上;
50.随后,压铆装置对加强筋和门板两端部重合位置进行压铆初固定,然后第一挡停组件下降,门板输送结构将门板输送至激光焊接工作台上,门板触发到料信号后,顶升平移组件升起,顶升平移组件中的同步带组件转动,带动门板前进,第二挡停组件同步动作将门板拦住,然后顶升平移组件的同步带组件停止转动,顶升平移组件下降,使门板接触至激光焊接工作台,再由第二门板对中组件完成门板对中固定;z轴伺服丝杠滑台组件带动激光焊接枪、压紧装置、排烟除尘组件向下运动,并进行激光对焦,压紧装置压紧加强筋,使其与门板贴合,保证焊接间隙要求,确保焊接质量;随后激光焊接枪开始焊接,同时,激光焊接移动装置在x轴伺服丝杠滑台组件的带动下沿着加强筋焊接方向移动,使门板与加强筋均匀断续焊接在一起,最终完成焊接,激光焊接移动装置返回原点,第二挡停组件下降,顶升平移组件升起并将门板输送至下一道工序。下一道工序由门板挂线机器人下料上粉线喷粉。整个过程完全实现自动化,大幅提高生产效率,减少人工作业时长,降低生产成本。
51.上述实施例是对本实用新型的进一步阐述和说明,以便于理解,并不是对本实用新型的任何限制,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1