一种BGA防焊层激光开窗设备的制作方法
一种bga防焊层激光开窗设备
技术领域
1.本实用新型涉及激光加工辅助设备技术领域,具体涉及一种bga防焊层激光开窗设备。
背景技术:
2.随着电子电路技术的发展,单位尺寸内要实现越来越多且越来越强大的功能,对pcb基板来说要顺应这个趋势,就需要逐步缩小焊盘尺寸,增加布线密度,特别是bga位置。
3.如此将导致bga位置部分焊盘与导通孔的距离越来越近,通常情况下bga位置的导通孔需要用防焊油墨塞住(简称“塞油孔”),此种距离“塞油孔”过近的焊盘在“后焗”工序容易出现“爆油”的工艺问题。根本原因是因为“后焗”时随着温度升高“塞油孔”内的油墨溶剂会逐步挥发,其对防焊层会有一定的冲击力,如果焊盘开窗距离“塞油孔”过近,比如边到边距离小于50微米,则在某些条件下此处的防焊层不足以抵消溶剂挥发的冲击力,就会导致“塞油孔”内的油墨冲出防焊层粘结在焊盘上,形成“爆油”不良;
4.传统的bga防焊层曝光设备,曝光和显影开窗中间工艺环节多,需要产品的周转和转运;对于激光开窗的相关设备仍然有空缺。
技术实现要素:
5.本实用新型的目的在于研发一种bga防焊层激光开窗设备,以解决上述提出一站式作业,中间环节反对,如何提高良率和效率的问题。
6.为实现上述目的,本实用新型提供如下技术方案:
7.一种bga防焊层激光开窗设备,包括底座、y轴模组、x轴模组、z轴模组、产品搬运机构、激光处理机构和吸附治具;
8.所述底座上设置有立柱架体、上料堆和下料堆;所述立柱架体安装在底座边缘,所述激光处理机构安装在立柱架体上端,所述x轴模组安装在立柱架体侧边沿,并且所述z轴模组安装在x轴模组的运动端,所述激光处理机构的执行端装配在z轴模组上;所述y轴模组安装在底座上并且位于立柱架体下方,所述上料堆和下料堆设置在y轴模组的首端两侧,所述产品搬运机构跨接安装在y轴模组上,与上料堆和下料堆相邻;
9.所述y轴模组、x轴模组、z轴模组、产品搬运机构、激光处理机构和吸附治具均与外部工控主机信号连接;
10.进一步的,所述y轴模组和x轴模组均为直线电机模组;
11.进一步的,所述产品搬运机构包括横架、丝杆模组、下降气缸和双位吸盘;所述横架跨接在y轴模组上方,所述丝杆模组安装在横架上,所述下降气缸固定在丝杆模组的运动端,所述双位吸盘设置在下降气缸的伸缩端;
12.进一步的,所述激光处理机构包括激光器、功率计、第一折射镜、扩束镜、第二折射镜、第三折射镜、第四折射镜、振镜、场镜和工业相机;
13.其中激光器、功率计、第一折射镜、扩束镜、第二折射镜设置在立柱架体上;所述第
三折射镜安装在x轴模组的运动端,与z轴模组相邻,所述第四折射镜、振镜、场镜和工业相机均安装在z轴模组运动端;
14.进一步的所述吸附治具连接外部气泵,并开设有吸附气孔;
15.与现有技术相比,本实用新型的有益效果如下:
16.采用本实用新型,整体结构紧凑,利用激光开窗工艺,取代曝光和显影工序,整合工序,一站式作业,减少多次的中间环节;并且通过带有光栅尺和高度测距仪的z轴模组,实现激光开窗加工中的运动闭环控制功能,整体提升产品良率,解决时间与人力成本,提高产品的效益。
附图说明
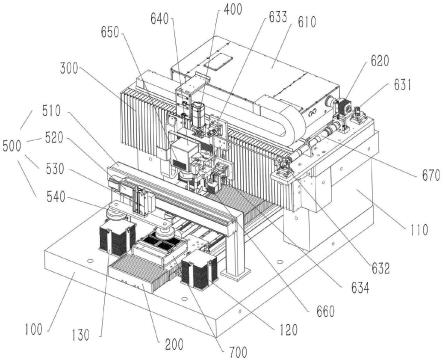
17.图1为本实用新型的整体结构示意图;
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例;
19.参考图1所示,一种bga防焊层激光开窗设备,包括底座100、y轴模组200、x轴模组300、z轴模组400、产品搬运机构500、激光处理机构和吸附治具700;
20.所述底座100上设置有立柱架体110、上料堆130和下料堆120;所述立柱架体110安装在底座100边缘,所述激光处理机构600安装在立柱架体110上端,所述x轴模组300安装在立柱架体110侧边沿,并且所述z轴模组400安装在x轴模组300的运动端,所述激光处理机构的执行端装配在z轴模组400上;所述y轴模组200安装在底座100上并且位于立柱架体110下方,所述上料堆130和下料堆120设置在y轴模组200的首端两侧,所述产品搬运机构500跨接安装在y轴模组200上,与上料堆130和下料堆120相邻;
21.所述y轴模组200、x轴模组300、z轴模组400、产品搬运机构500、激光处理机构和吸附治具700均与外部工控主机信号连接;
22.进一步的,所述y轴模组200和x轴模组300均为直线电机模组;
23.进一步的,所述产品搬运机构500包括横架510、丝杆模组520、下降气缸530和双位吸盘540;所述横架510跨接在y轴模组200上方,所述丝杆模组520安装在横架510上,所述下降气缸530固定在丝杆模组520的运动端,所述双位吸盘540设置在下降气缸530的伸缩端;
24.进一步的,所述激光处理机构包括激光器610、功率计620、第一折射镜631、扩束镜670、第二折射镜632、第三折射镜633、第四折射镜634、振镜640、场镜650和工业相机660;
25.其中激光器610、功率计620、第一折射镜631、扩束镜670、第二折射镜632设置在立柱架体110上;所述第三折射镜633安装在x轴模组300的运动端,与z轴模组400相邻,所述第四折射镜634、振镜640、场镜650和工业相机660均安装在z轴模组400运动端;
26.进一步的所述吸附治具700连接外部气泵,并开设有吸附气孔;
27.本实用新型具体实施过程中,人工把堆叠好的pcb板放到上料堆130中的产品承托板上,摆放整齐;产品搬运机构500吸附一片pcb板放到吸附治具700的产品定位板上定位好;
28.y轴模组200带动吸附治具700移动到工业相机660下方,工业相机660的对产品上的定位点拍照,把数据传输到软件系统。
29.软件系统处理完数据,x轴模组300带动z轴模组400上的场镜650移动到加工区域上方;z轴模组400调节好加工焦距,激光器610出光,光束经过第一折射镜631,扩束镜670,第二折射镜632,第三折射镜633,第四折射镜634,振镜640进和场镜650,由场镜650将光束聚焦成微小的光斑对产品进行加工,加工过程中,当振镜640加工完成一个扫码区域后,激光器610停止出光,x轴模组300和y轴模组200根据系统指令移动一定的位置,激光器610继续出光加工。
30.当产品加工完成后,激光器610停止出光;y轴模组200带动吸附治具700移动到下料位置;产品搬运机构500中的下降气缸530下降,双位吸盘540同时吸住上料堆130的产品和吸附治具700上的产品;下降气缸530上升,电机带动模组丝杆往右移动;下降气缸530下降,双位吸盘540同时把产品放到吸附治具和下料堆120上;堆栈下料堆120放入一个产品后,下降一个产品厚度的高度。当第二片pcb板放到吸附治具700上完成后,y轴模组200带动吸附治具700重复上述动作。
31.功率计620安装在激光器610的出光口前端,需要时可以测试激光器610的功率,以免功率达不到,切废产品。
32.z轴模组400上配置有光栅尺,高度测距仪,可以闭环监控激光焦点的准确性,避免离焦加工产品,造成报废。
33.采用本实用新型,整体结构紧凑,利用激光开窗工艺,取代曝光和显影工序,整合工序,一站式作业,减少多次的中间环节;并且通过带有光栅尺和高度测距仪的z轴模组,实现激光开窗加工中的运动闭环控制功能,整体提升产品良率,解决时间与人力成本,提高产品的效益。
34.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1