一种自动上锡机的制作方法
1.本实用新型属于电子元器件加工技术领域,具体涉及一种自动上锡机。
背景技术:
2.中国专利申请号cn202220196889.5公开了一种线圈引脚焊锡装置,包括转盘、助焊剂工位、焊锡工位、检测工位、折弯工位,焊锡工位包括锡炉、刮锡机构、探针和废锡容纳槽。
3.但是现有技术中的线圈引脚杂乱无章,不利于后期统一的作业,需要人工对线圈引脚进行修整和剪切,消耗大量的人力。
技术实现要素:
4.鉴于现有技术中存在上述问题,本实用新型的目的是提供一种自动上锡机。
5.本实用新型提供了如下的技术方案:
6.一种自动上锡机,包括工作台,并排安装在工作台上的进入输送带和回流输送带,位于进入输送带内部且安装在工作台上的两个顶出装置,依次位于进入输送带一端前方的夹紧装置和引脚裁切装置;依次位于进入输送带另一端前方的第二锡炉、助焊装置、第一锡炉和上锡装置;引脚裁切装置位于一个顶出装置的正前方,第二锡炉位于另一个顶出装置的正前方;
7.工件放置工装从进入输送带流入;当工件放置工装到达引脚裁切装置位置时,被顶出装置顶出,同时被夹紧装置夹入到引脚裁切装置内进行引脚裁切;当引脚裁切完毕后,被送回到进入输送带上,当工件放置工装到达引第二锡炉位置时,被顶出装置顶出,上锡装置将件放置工装夹入到助焊装置上助焊剂,然后依次到达第一锡炉和第二锡炉上锡,最后被送到回流输送带上进行回流。
8.具体的,还包括位于回流输送带内部且安装在工作台上的第三个顶出装置。
9.具体的,顶出装置包括通过气缸安装板安装在工作台上的气缸一,撑板安装在气缸一上,撑板两端安装有导向轴,所述导向轴穿过安装在气缸安装板上的法兰,安装在撑板上的顶出板。
10.具体的,夹紧装置包括安装在工作台上的移动装置一,安装在移动装置一上的移动装置二,安装在移动装置二上的夹紧组件;所述移动装置一带动夹紧组件沿z轴移动,所述移动装置二带动夹紧组件沿x轴移动。
11.具体的,上锡装置包括安装在工作台上的移动装置三,安装在移动装置三上的移动装置四,安装在移动装置四上的基座,所述移动装置三带动基座沿x轴移动,所述移动装置四带动基座沿z轴移动;夹紧组件两端分别通过轴一和轴二活动安装在基座内,所述轴一上安装有从动轮,电机安装在基座上,所述电机上安装有主动轮,所述主动轮与从动轮之间通过皮带传动连接。
12.具体的,所述夹紧组件包括安装在移动装置二上的安装座,安装在安装座上的若
干个气缸二,所述气缸二两端安装有夹块,安装在夹块上的吸铁石。
13.具体的,所述工件放置工装包括固定板,安装在固定板上的盛放台,所述盛放台上设有若干个放置槽,安装在盛放台上的上盖,工件放置在放置槽内。
14.具体的,引脚裁切装置包括安装在工作台上的支撑架,安装在支撑架上的固定座,安装在固定座上的气缸三,安装在气缸三上的移动块,所述移动块两端通过直线导轨活动安装在固定座上,安装在移动块上的上切刀,位于上切刀正下方且安装在工作台上的下切刀。
15.具体的,助焊装置包括放置盒,助焊剂池置于放置盒内,且助焊剂池通过活动块安装在气缸四上的连接板上,所述气缸四安装在放置盒外,且盖子位于助焊剂池正上方且置于放置盒上,所述盖子通过拉动块安装在气缸五上。
16.本实用新型的有益效果是:
17.1.本装置实现了同时对若干个线圈引脚压平裁切和上锡一系列作业的自动化操作,减少了人力的消耗;
18.2.本装置设计的上切刀配合下切刀将线圈引脚压平裁切,从而使得线圈引脚的尺寸大小保持一致,便于后续的其它自动化作业;
19.3.本装置将线圈引脚首先置于助焊装置内上助焊剂,然后再依次通过第一锡炉和第二锡炉,从而保证线圈引脚上锡的均匀性和完全性。
附图说明
20.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
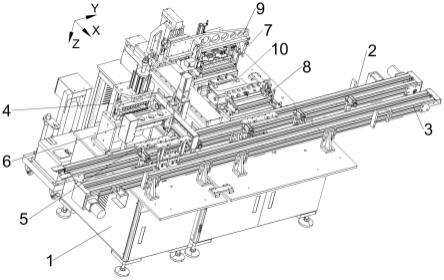
21.图1是本实用新型的三维图;
22.图2是本实用新型中顶出装置的三维图;
23.图3是本实用新型中夹紧装置的三维图;
24.图4是本实用新型中工件放置工装的三维图;
25.图5是本实用新型中工件放置工装的内部结构示意图;
26.图6是本实用新型中引脚裁切装置的三维图;
27.图7是本实用新型中上锡装置的三维图;
28.图8是本实用新型中助焊装置的三维图;
29.图9是本实用新型中助焊装置的后视图;
30.图10是本实用新型中助焊装置除去盖子的俯视图。
具体实施方式
31.实施例一
32.如图1所示,本实用新型提供一种自动上锡机,包括工作台1,并排安装在工作台1上的进入输送带2和回流输送带3,依次位于进入输送带2一端前方的夹紧装置6和引脚裁切装置4;依次位于进入输送带2另一端前方的第二锡炉8、助焊装置10、第一锡炉7和上锡装置9;位于进入输送带2内部且安装在工作台1上的两个顶出装置5,引脚裁切装置4位于一个顶出装置5的正前方,第二锡炉8位于另一个顶出装置5的正前方。
33.工作人员手动将线圈放入到工件放置工装11内,同时将工件放置工装11放入到进入输送带2上;当工件放置工装11到达引脚裁切装置4位置时,被顶出装置5顶出,同时被夹紧装置6夹入到引脚裁切装置4内进行引脚裁切;当引脚裁切完毕后,被送回到进入输送带2上,当工件放置工装11到达引第二锡炉8位置时,被顶出装置5顶出,上锡装置9将件放置工装11夹入到助焊装置10上助焊剂,然后依次到达第一锡炉7和第二锡炉8上锡,最后被送到回流输送带3上进行回流。
34.请重点参考图2,顶出装置5包括通过气缸安装板502安装在工作台1上的气缸一501,撑板506安装在气缸一501上,撑板506两端安装有导向轴504,所述导向轴504穿过安装在气缸安装板502上的法兰503,安装在撑板506上的顶出板505。其中导向轴504配合法兰503用于提高顶出板505上升的稳定性,当气缸一501开启时,使得顶出板505能够稳定上升。
35.请重点参考图1和图3,夹紧装置6包括安装在工作台1上的移动装置一601,安装在移动装置一601上的移动装置二602,安装在移动装置二602上的夹紧组件607;所述移动装置一601带动夹紧组件607沿z轴移动,所述移动装置二602带动夹紧组件607沿x轴移动。
36.所述夹紧组件607包括安装在移动装置二602上的安装座603,安装在安装座603上的若干个气缸二604,所述气缸二604两端安装有夹块606,安装在夹块606上的吸铁石605。
37.夹紧装置6初始状态时,所述夹紧组件607位于顶出装置5正后方,此时工件放置工装11被顶出装置5顶出,夹紧组件607被移动装置一601配合移动装置二602带动接近工件放置工装11,此时吸铁石605吸住工件放置工装11,同时开启气缸二604,从而将工件放置工装11夹住,最后通过移动装置一601配合移动装置二602送到引脚裁切装置4处。
38.请重点参考图4和图5,所述工件放置工装11包括固定板1101,安装在固定板1101上的盛放台1103,所述盛放台1103上设有若干个放置槽1104,安装在盛放台1103上的上盖1102,工件放置在放置槽1104内。
39.工作人员将卷好的线圈放置在放置槽1104内,且线圈露出的两端引脚置于盛放台1103外,方便进行后续的压平裁切和上锡。
40.请重点参考图6,引脚裁切装置4包括安装在工作台1上的支撑架401,安装在支撑架401上的固定座402,安装在固定座402上的气缸三403,安装在气缸三403上的移动块407,所述移动块407两端通过直线导轨406活动安装在固定座402上,安装在移动块407上的上切刀408,位于上切刀408正下方且安装在工作台1上的下切刀405。
41.当夹紧装置6将工件放置工装11上露出的线圈引脚放置在引脚裁切装置4的下切刀405上,开启气缸三403,上切刀408配合下切刀405将线圈引脚压平裁切,从而使得线圈引脚的尺寸大小保持一致,便于后续的其它自动化作业。
42.请重点参考图1和图7,上锡装置9包括安装在工作台1上的移动装置三901,安装在移动装置三901上的移动装置四902,安装在移动装置四902上的基座903,所述移动装置三901带动基座903沿x轴移动,所述移动装置四902带动基座903沿z轴移动;夹紧组件607两端分别通过轴一907和轴二908配合轴承活动安装在基座903内,所述轴一907上安装有从动轮906,电机904安装在基座903上,所述电机904上安装有主动轮905,所述主动轮905与从动轮906之间通过皮带传动连接。
43.当夹紧组件607夹紧工件放置工装11时,移动装置三901配合移动装置四902首先将工件放置工装11移动到助焊装置10的正上方,然后电机904旋转配合移动装置四902带动
基座903下降,从而带动工件放置工装11将线圈引脚置于助焊装置10内上助焊剂,然后再依次通过第一锡炉7和第二锡炉8,保证线圈引脚上锡的均匀性和完全性。
44.请重点参考图8-10,助焊装置10包括放置盒1001,助焊剂池1002置于放置盒1001内,且助焊剂池1002通过活动块1003安装在气缸四1005上的连接板1004上,所述气缸四1005安装在放置盒1001外,且盖子1006位于助焊剂池1002正上方且置于放置盒1001上,所述盖子1006通过拉动块1008安装在气缸五1007上,所述盖子1006用于盖在助焊剂池1002上方,从而防止有灰尘或异物掉落到助焊剂池1002内,污染助焊剂。
45.当上锡装置9带动工件放置工装11到达助焊装置10上方时,开启气缸五1007和气缸四1005,所述盖子1006被拉动从而显露出助焊剂池1002,同时气缸四1005拉起焊剂池1002,从而便于线圈引脚上助焊剂。
46.本装置实现了同时对若干个线圈引脚压平裁切和上锡一系列作业的自动化操作,减少了人力的消耗。
47.气缸一501、移动装置一601、移动装置二602、气缸二604、气缸三403、移动装置三901、移动装置四902、电机904、气缸四1005和气缸五1007通信地耦合控制器。
48.控制器即可编程数控系统,控制器作为中央控制系统,能够实现整机的程序输入和运行控制,实现作业过程自动化。控制系统可作为连接各个执行元件按照逻辑轨迹运动的系统,通过编程控制执行元件按照所需的运行步骤运行。
49.本实用新型的工作原理为:
50.首先将工件放置工装11放入到进入输送带2上;当工件放置工装11到达引脚裁切装置4位置时,开启气缸一501,顶出板505将工件放置工装11顶离进入运输带2;
51.然后夹紧组件607被移动装置一601配合移动装置二602带动接近工件放置工装11,此时吸铁石605吸住工件放置工装11,同时开启气缸二604,从而将工件放置工装11夹住,最后通过移动装置一601配合移动装置二602将线圈引脚送到下切刀405处;
52.开启气缸三403,从而推动上切刀408下落,上切刀408将下切刀405上的线圈引脚压平裁切;
53.裁切完毕后,移动装置一601配合移动装置二602将工件放置工装11送回到进入运输带2上,进入运输带2将工件放置工装11送到第二锡炉8位置时,开启气缸一501,顶出板505将工件放置工装11顶离进入运输带2;
54.夹紧组件607夹住工件放置工装11后,移动装置三901配合移动装置四902将工件放置工装11移动到助焊装置10的正上方,然后电机904旋转配合移动装置四902带动基座903下降,从而带动工件放置工装11将线圈引脚置于助焊装置10内上助焊剂,然后再依次通过第一锡炉7和第二锡炉8上锡,上锡作业完毕后;上锡装置9将上锡完成的工件放置工装11放到回流输送带3上进行回流;
55.当进入运输带2出现下一工件放置工装11后,重复上述操作。
56.实施例二
57.如图1所示,本实施例二公开的一种自动上锡机还包括位于回流输送带3内部且安装在工作台1上的第三个顶出装置5,当回流的工件放置工装11到达第三个顶出装置5时,工件放置工装11被顶出,从而便于工作人员或机械手取下到达下一工序中,其它装置及其安装位置均与实施例一相同。
58.上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1