一种半导体基块的对中焊接工装的制作方法
1.本实用新型涉及一种半导体焊接技术领域,特别是关于一种半导体基块的对中焊接工装。
背景技术:
2.半导体行业中,半导体气路基块用于半导体集成气路传输中底部集成模块的搭建,其中,mgs用基础组块为模块化表面安装气路系统技术提供了一种方法,在更紧凑的气体面板上构建气体输送系统,利用平面密封技术。并可根据需求形式,有多种不同尺寸类型配置搭接的结构,并利用同样的工艺来进行生产和组装。由于其组合的特殊性,mgs基块内部有气路流通的通道,内部的气路通道在加工工艺安排中需要打通流道孔,但是实际应用中mgs基块流道走向跟气路实现功能对应,所以部分流道孔需要用堵帽封堵,如何将堵帽与基块进行对中焊接成为目前亟需解决的技术问题。
技术实现要素:
3.针对上述问题,本实用新型的目的是提供一种半导体基块的对中焊接工装,其能提升焊接效率,使基块与堵帽对中,适用于不同种类基块与堵帽对中。
4.为实现上述目的,本实用新型采取以下技术方案:一种半导体基块的对中焊接工装,其包括:
5.定位底座,包括定位圆柱和设置在所述定位圆柱顶部的圆柱形容置盘,所述定位圆柱上设置有第一定位孔,且所述定位圆柱与焊接机同心设置;
6.上盖,设置在所述圆柱形容置盘上部,所述上盖上设置有第二定位孔,堵帽通过所述第二定位孔进行放置校正;
7.校正调整结构,设置在所述圆柱形容置盘内,用于对放置在所述圆柱形容置盘内的基块位置进行调整校正,使所述基块上的流道孔与所述第一定位孔、所述第二定位孔同心,安装所述堵帽,使所述堵帽与所述流道孔同轴同心。
8.进一步,所述圆柱形容置盘上设置有方形的安装槽,所述安装槽内用于放置所述基块。
9.进一步,所述校正调整结构包括前调整垫片、后调整垫片、左调整垫片和右调整垫片;
10.所述前调整垫片、所述后调整垫片、所述左调整垫片和所述右调整垫片分别活动设置在所述安装槽内的前侧壁、后侧壁、左侧壁和右侧壁位置处,通过调整各垫片的位置实现对所述基块的位置进行调整校正。
11.进一步,所述校正调整结构通过调整螺钉与所述圆柱形容置盘连接。
12.进一步,所述基块内部设置有吹气通道,该吹气通道一端与所述基块上的所述流道孔连通,所述吹气通道的另一端为第一进气孔,该第一进气孔位于所述基块的侧壁。
13.进一步,所述第一进气孔处设置有密封盖。
14.进一步,所述圆柱形容置盘的底部设置有第二进气孔;所述第二进气孔与所述基块上的所述第一进气孔对应设置,且所述第二进气孔处安装有气管快拧接头,通过所述气管快拧接头与外部气源连接,对所述基块内进行扫气。
15.进一步,所述气管快拧接头为万向90度气管接头。
16.进一步,所述定位底座、所述上盖和所述校正调整结构都采用6061铝合金材料制成。
17.本实用新型由于采取以上技术方案,其具有以下优点:
18.1、本实用新型能实现基块与堵帽的自动焊接,使堵帽与基块上的流道孔对中,并适用于不同种类的基块与堵帽对中焊接。
19.2、本实用新型能大幅提升焊接效率,并且在提升效率的同时,能使焊缝更加美观均匀。
附图说明
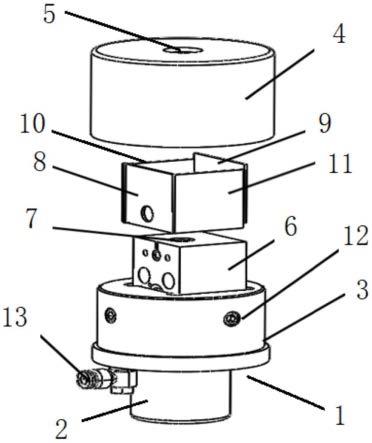
20.图1是本实用新型的整体结构示意图;
21.附图标记:
22.1-定位底座,2-定位圆柱,3-圆柱形容置盘,4-上盖,5-第二定位孔,6-基块,7-流道孔,8-前调整垫片,9-后调整垫片,10-左调整垫片,11-右调整垫片,12-调整螺钉,13-气管快拧接头。
具体实施方式
23.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例的附图,对本实用新型实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本实用新型保护的范围。
24.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
25.为解决现有技术中堵帽与基块无法实现对中焊接的问题,本实用新型涉提供一种半导体基块的对中焊接工装,包括:定位底座,包括定位圆柱和设置在定位圆柱顶部的圆柱形容置盘,定位圆柱上设置有第一定位孔,且定位圆柱与焊接机同心设置;上盖,设置在圆柱形容置盘上部,上盖上设置有第二定位孔,堵帽通过第二定位孔进行放置校正;校正调整结构,设置在圆柱形容置盘内,用于对放置在圆柱形容置盘内的基块位置进行调整校正,使基块上的流道孔与第一定位孔、第二定位孔同心,安装堵帽,使堵帽与流道孔同轴同心。本实用新型的能提升焊接效率,适用于不同种类基块与堵帽对中。
26.在本实用新型的一个实施例中,提供一种半导体基块的对中焊接工装。本实施例中,如图1所示,该对中焊接工装包括:
27.定位底座1,包括定位圆柱2和设置在定位圆柱顶部的圆柱形容置盘3,定位圆柱2上设置有第一定位孔,且定位圆柱2与焊接机同心设置;
28.上盖4,设置在圆柱形容置盘3的上部,上盖4上设置有第二定位孔5,堵帽通过第二定位孔5进行放置校正;
29.校正调整结构,设置在圆柱形容置盘3内,用于对放置在圆柱形容置盘3内的基块6位置进行调整校正,使基块6上的流道孔7与第一定位孔、第二定位孔5同心,安装堵帽,使堵帽与流道孔7同轴同心。
30.上述实施例中,圆柱形容置盘3上设置有方形的安装槽,安装槽内用于放置基块6。
31.上述实施例中,校正调整结构包括前调整垫片8、后调整垫片9、左调整垫片10和右调整垫片11。前调整垫片8、后调整垫片9、左调整垫片10和右调整垫片11分别活动设置在安装槽内的前侧壁、后侧壁、左侧壁和右侧壁位置处,通过调整各垫片的位置实现对基块6的位置进行调整校正。
32.上述实施例中,校正调整结构通过调整螺钉12与圆柱形容置盘3连接。具体的,在本实施例中,位于安装槽的前后左右的侧壁上都设置有调整螺钉12。使用时,通过调整各垫片与基块6之间的间隙余量,使基块6上的流道孔7与定位圆柱2上的第一定位孔同心同轴,然后由相应的调整螺钉12将各调整垫片固定,实现对基块6的位置的调整校正。而且通过调整各垫片与基块6之间的间隙余量,可以使本实用新型的对中焊接工装适用于不同种类的基块与堵帽对中焊接。
33.上述实施例中,基块6内部设置有吹气通道,该吹气通道一端与基块6上的流道孔7连通,吹气通道的另一端为第一进气孔,该第一进气孔位于基块6的侧壁。
34.其中,第一进气孔处设置有密封盖。
35.上述实施例中,圆柱形容置盘3的底部设置有第二进气孔;第二进气孔与基块6上的第一进气孔对应设置,且第二进气孔处安装有气管快拧接头13,通过气管快拧接头13与外部气源连接,对基块6内进行扫气。使用时,通过气管快拧接头13向基块6的吹气通道内吹入氦气,以保证基块6与堵帽焊接过程中不被氧化。
36.在本实施例中,由于对中焊接工装的位置有限,普通90度气管接头不能满足需求,故本实施例气管快拧接头13优选万向90度气管接头,在拧紧过程中可以免干涉,节省空间并满足吹氦气要求。
37.上述实施例中,定位底座1、上盖4和校正调整结构都采用6061铝合金材料制成。
38.上述各实施例中,基块6的材料为316l,在确保不损伤零件表面情况下,采用6061铝合金材料制成的定位底座1、上盖4和校正调整结构具有良好的可成型性、可焊接性、可机加工性能。使得本实用新型的对中焊接工装具有坚固的机械性能和良好的可焊性韧性高及加工后不变形、上色膜容易、氧化效果极佳等优良特点。
39.综上,本实用新型在使用时,能够使基块6与堵帽对中,并适应于不同种类的基块与堵帽对中。由于现有技术中采用人工手动焊机,采用人工手动焊接大概需3分钟/个并且焊缝常常不能沿圆周均匀;采用本实用新型的对中焊接工装可以大幅提升效率,焊接时间大约为1分钟/个,焊接效率提升300%。并且在提升效率的同时,焊缝更加美观均匀。
40.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术
方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1