一种防变形装夹治具的制作方法
1.本发明涉及机床加工领域,尤其是涉及一种防变形装夹治具。
背景技术:
2.现有技术中,有一种加工原材料为待加工管,待加工管设有内腔。在对待加工管进行机械加工时,需要使用到一种装夹治具,该装夹治具的外部轮廓形状与待加工管内腔轮廓相适配。需要先将待加工管套接于装夹治具上以固定待加工管,然后使用机床液压卡爪夹紧待加工管,最后再对待加工管进行机械加工。
3.针对上述相关技术,发明人发现,由于液压卡爪的抓紧力较大,待加工管在液压卡爪的作用下容易发生塑性变形。在加工完成后,由于待加工管发生了塑性变形,即使将待加工管从液压卡爪上取出,待加工管也无法完全恢复原状。即液压卡爪抓紧待加工管容易使得待加工管发生塑性变形。
技术实现要素:
4.为了改善液压卡爪抓紧待加工管容易使得待加工管发生塑性变形的问题,本技术提供一种防变形装夹治具。
5.本技术提供的一种防变形装夹治具,采用如下的技术方案:
6.一种防变形装夹治具,包括治具本体和安装块,所述治具本体具有相对的两端,所述治具本体的一端侧面形成有夹持区域,所述夹持区域用于供机床液压卡爪夹持,所述治具本体的另一端与所述安装块固定连接,所述安装块的外轮廓与待加工管的内轮廓相适配,所述安装块用于套接于待加工管内腔以固定待加工管。
7.通过采用上述技术方案,液压卡爪通过夹持区域夹持治具本体,治具本体与安装块固定连接,待加工管套接于安装块上,由于安装块的外轮廓与待加工管的内腔轮廓相适配,安装块可用于支撑待加工管的内腔,使得待加工管与安装块保持相对固定,避免了液压卡爪直接抓紧待加工管使得待加工管发生塑性变形的问题。
8.可选的,所述安装块的形状为圆柱形。
9.通过采用上述技术方案,安装块的形状设置为圆柱形,可用于与含有圆柱形内腔的待加工管相套接以固定待加工管。
10.可选的,所述安装块用于与待加工管套接的侧面设置有防滑涂层。
11.通过采用上述技术方案,待加工管套接于安装块上时,防滑涂层增大了安装块与待加工管之间的静摩擦系数,增强了安装块对待加工管的固定作用。
12.可选的,所述治具本体靠近所述安装块的一端端部侧面外凸设置有限位凸檐,所述限位凸檐用于与待加工管的端部相抵接。
13.通过采用上述技术方案,限位凸檐位于安装块的一端端部,在待加工管从安装块的另一端套接于安装块上时,限位凸檐可限制待加工管沿安装块的侧面朝向治具本体运动,起到对待加工管的限位作用,提高了安装精准度。
14.可选的,所述限位凸檐呈围绕所述治具本体侧面的圆环状。
15.通过采用上述技术方案,限位凸檐的形状设置为圆环状,待加工管套接于安装块上时,限位凸檐可与待加工管充分接触,进一步提高了安装精准度。
16.可选的,还包括有连接件,所述连接件具有相对的两端,所述连接件的一端用于固定连接于所述限位凸檐远离所述治具本体的侧面上,所述连接件的另一端用于与待加工管的侧面固定连接。
17.通过采用上述技术方案,由于连接件的一端与限位凸檐固定连接,连接件的另一端与待加工管固定连接,连接件的设置起到保持限位凸檐与待加工管相对固定的作用。
18.可选的,所述连接件为胶带。
19.通过采用上述技术方案,待加工管套接于安装块上后,通过将胶带缠绕在待加工管的侧面和限位凸檐的侧面上,胶带的设置,使得限位凸檐与待加工管保持相对固定,提高了待加工管安装的稳固性。
20.综上所述,本技术包括以下至少一种有益技术效果:
21.1.治具本体和安装块相配合,使得待加工管不与液压卡爪接触即可保持与液压卡爪的相对固定,避免了液压卡爪抓紧待加工管容易使得待加工管发生塑性变形的问题;
22.2.限位凸檐的设置,使得待加工管套接于安装块上时,起到对待加工管套接位置的限位作用,提高安装精准度;
23.3.连接件的设置,使得限位凸檐与待加工管保持相对固定,提高了待加工管安装的稳固性。
附图说明
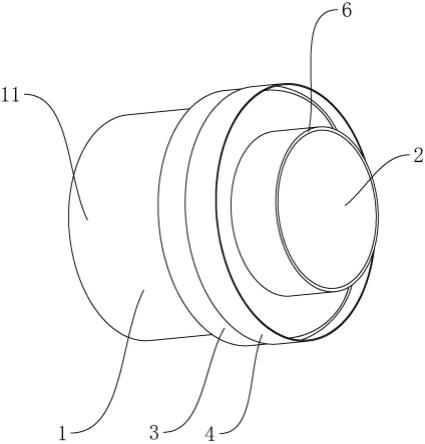
24.图1是本技术实施例一种防变形装夹治具的整体结构示意图。
25.图2是本技术实施例一种防变形装夹治具用于固定待加工管的整体示意图。
26.附图标记说明:1、治具本体;11、夹持区域;2、安装柱;3、限位凸檐;4、连接件;5、待加工管;6、防滑涂层;7、液压卡爪。
具体实施方式
27.以下结合附图,对本技术作进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
28.本技术实施例公开一种防变形装夹治具。参照图1和图2,该防变形装夹治具包括治具本体1、安装块2、限位凸檐3和连接件4,治具本体1的一端用于供液压卡爪7夹持以保持相对固定,治具本体1的另一端用于固定安装块2,治具本体1与限位凸檐3固定连接,使限位凸檐3保持相对固定。安装块2用于固定待加工管5,对待加工管5的内腔起支撑作用。限位凸檐3用于与待加工管5相抵接,起到限位作用。连接件4用于固定连接限位凸檐3和待加工管5,使得限位凸檐3与待加工管5保持相对固定。
29.参照图2,治具本体1形状为圆柱状,具有相对的两端,治具本体1的一端设置有夹持区域11,夹持区域11呈围绕治具本体1侧面的圆筒状,液压卡爪7于夹持区域11夹持治具本体1,使得治具本体1与液压卡爪7保持相对固定,治具本体1的材料可以选择具备良好的抗拉、抗弯、抗压和抗冲击能力的聚氯乙烯,也可以选择机械性能良好的45钢板,还可以选
择不锈钢、铜合金等,选用的材料凡是具备良好的抗变形能力即可。作为示例的,治具本体1的材料选择的是聚氯乙烯,由于聚氯乙烯具备良好的机械性能,可以承受液压卡爪7较大的抓紧力,治具的使用寿命较长。
30.参照图1和图2,治具本体1远离夹持区域11的一端与安装块2固定连接。安装块2的外部轮廓需根据待加工管5的内腔形状设置,若待加工管5的内腔形状为方体形,安装块2的外部轮廓需设置为与之相适配的方体形,若待加工管5的内腔轮廓为圆柱形,安装块2的外部轮廓需对应设置为与之相适配的圆柱形。作为示例的,待加工管5的内腔轮廓为圆柱形,安装块2形状为与待加工管5内腔轮廓相适配的圆柱形,使得待加工管5可套接于安装块2上。具体的,以安装块2远离治具本体1的一端为起点,以安装块2靠近治具本体1的一端为终点形成套接路径,待加工沿套接路径套接于安装块2上,安装块2对待加工管5的内腔起到支撑固定作用。
31.安装块2的材料可以选择具备良好的抗拉、抗弯、抗压和抗冲击能力的聚氯乙烯,也可以选择机械性能良好的碳素结构钢,还可以选择铜合金、铝合金等,凡是选用的材料具备良好的抗变形能力即可。
32.参照图1和图2,安装块2用于与待加工管5套接的侧面固定连接有防滑涂层6,防滑涂层6的材料可以选择为树脂基防滑涂层6,也可以选择金属基防滑涂层6。防滑涂层6的设置,增大了待加工管5和安装块2接触面的摩擦系数,起到了防止待加工管5从安装块2上脱落的作用。
33.参照图1和图2,治具本体1靠近安装块2的一端端部侧面外凸形成有限位凸檐3,限位凸檐3与治具本体1一体成型,限位凸檐3位于待加工管5的套接路径上。由于限位凸檐3位于待加工管5的套接路径上,在工作人员将待加工管5套接于安装块2上,并沿套接路径滑动时,待加工管5的一端端部可与限位凸檐3相接触,起到限位作用,提高了待加工管5套接于安装块2时的安装精度。而且,在对待加工管5进行机械加工时,由于限位凸檐3与待加工管5相抵接,限位凸檐3可限制待加工管5朝向安装块2靠近治具本体1的一端移动。
34.参照图1和图2,限位凸檐3可以是任意形状,限位凸檐3可以是呈围绕治具本体1的圆环状,限位凸檐3也可以是围绕治具本体1的正方体框,凡是限位凸檐3形状的设置能够起到限制待加工管5朝向安装块2靠近治具本体1的一端移动的作用即可,作为示例的,限位凸檐3呈围绕治具本体1侧面的圆环状,在待加工管5套接于安装块2上时,限位凸檐3可与待加工管5充分接触,提高了待加工管5的安装精度。
35.参照图1和图2,作为示例的,待加工管5套接于安装块2后,可通过连接件4使安装块2与限位凸檐3相对固定。具体的,连接件4具有相对的两端,连接件4的一端用于固定连接于限位凸檐3远离治具本体1的侧面上,连接件4的另一端用于固定连接于待加工管5靠近限位凸檐3的一端侧面。由于胶带具有良好的连接作用,且胶带方便从待加工管5上取出,本技术实施例中选用胶带作为连接件4,胶带呈条带状,胶带的一侧固定于限位凸檐3远离治具本体1的侧面上,胶带的另一侧固定于待加工管5的一端侧面上。胶带围绕限位凸檐3的轴线缠绕,起到固定连接限位凸檐3和待加工管5的作用。在对待加工管5进行机械加工时,胶带可起到限制待加工管5相对治具本体1运动的作用。
36.本技术实施例一种的实施原理为:治具本体1的一端设置夹持区域11,用于供液压卡爪7夹持,治具本体1的另一端设置安装块2,由于安装块2的外部轮廓与待加工管5的内腔
相适配,使得待加工管5可套接于安装块2上,且安装块2可起到支撑待加工管5内腔的作用。由于待加工管5避免了被液压卡爪7夹持,待加工管5发生塑性变形的风险得到了降低。同时,连接件4的两端分别与限位凸檐3和安装块2固定连接,起到固定待加工管5的作用,使得待加工管5在机械加工过程中与治具本体1保持相对固定。
37.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1