一种报警装置的制作方法
1.本实用新型涉及预精轧机预警保护技术领域,尤其涉及一种报警装置。
背景技术:
2.高速线材预精轧机在工作时因钢坯质量问题、工艺调整、设备故障等情况极易发生堆钢跑钢等停产事故,目前大部分产线采用预精轧机组前卡断剪保护装置,精轧机发生堆钢事故时卡断剪通过机械卡断轧制通道并连锁上游飞剪实现事故碎断,避免后续红钢持续对设备造成冲击,但预精轧内会因为事故位置的不同而残留大量红钢,对预精轧设备产生持续冲击和高温炙烤,尤其是对于辊箱此类装配工艺标准较高的设备影响极大。
3.而现有卡断剪保护技术在实际使用过程中存在缺陷为:
4.1、精轧机与预精轧机距离有近40m左右,当精轧机发生堆钢触碰鱼线报警装置后,再次传输信号给预精轧机前道工序卡断剪保护装置,启动飞剪碎断来料,此过程需要1-3秒时间来完成动作,而此时精轧机、预精轧内已经产较多红钢(废钢),导致处理废钢时间过长、二次停机事故、损伤设备以及影响生产节奏;
5.2、轧制过程中若精轧机鱼线被烧断,自动化程序随后才启动事故碎断功能,而当预精轧内出现堆钢、跑钢现象时,只能通过现场操作人员的应急反应来人为干预
‑‑‑
启动飞剪碎断功能,操作人员需要在1-2秒内迅速做出判断和操作,且因操作人员技能水平差异以及当时工作状态不同,所以人为干预处理异常情况效果不能得以保证;
6.3、目前国内主要轧钢产线预精轧均采用无扭转、平立交替、碳化钨辊环系列轧机,该设备由1-2组大型保护罩(钢结构类)闭合状态下正常运行时,现场人员难以时时监督和观察保护罩内轧机等设备的运行情况,给现场操作人员带来了一定影响,同时发生堆钢跑钢事故时因为保护罩的限制,导致运行的红钢对设备造成一定冲击、损坏。
7.因此,有必要提供一种新的报警装置解决上述技术问题。
技术实现要素:
8.为解决上述技术问题,本实用新型提供一种报警装置。
9.本实用新型提供的报警装置包括预精轧机罩,所述预精轧机罩内设有用于输送堆钢的轧辊;
10.所述预精轧机罩的两侧外护罩钢板上均安装有接近开关以及用于触发接近开关的重锤组件。
11.优选的,所述重锤组件包括鱼线和重锤,所述鱼线的一端固定嵌合在预精轧机罩的内侧钢板上,且所述鱼线的另一端穿过预精轧机罩另一侧钢板上开设的通孔并连接有重锤。
12.优选的,所述重锤位于预精轧机罩开设的滑动槽内并处于对应位置的接近开关的上方。
13.优选的,所述重锤组件设置两组,且两组所述重锤组件中的鱼线与预精轧轧制中
心线方向平行设置,而一条所述鱼线在延轧制线方向辊环左上方45
°
,而另一条所述鱼线在轧制线方向辊环右下方45
°
。
14.优选的,两组所述重锤组件中的重锤分布在预精轧机罩两侧,一个所述重锤在预精轧机罩入口处的外侧,另一个所述重锤在预精轧机罩出口处的外侧。
15.优选的,所述预精轧机罩的入口处外侧以及出口处的外侧均安装有导向轮。
16.优选的,两组所述重锤组件中的鱼线分别绕过对应位置的导向轮。
17.与相关技术相比较,本实用新型提供的报警装置具有如下有益效果:
18.1、本实用新型不论时钢坯头部堆钢,还是中部及尾部堆钢,预精轧鱼线报警一旦被触发,相应的飞剪碎断以及紧急停机保护机制立即运行,最大程度减少了废钢堆积、冲击设备的概率;
19.2、本实用新型大大减少因为操作人员操作水平差异带来的不利影响,通过预精轧鱼线报警机构的运作,现场操作人员可以迅速发出停止出钢等保护产线的信号和指令,避免事故的扩大,减少人员劳动强度;
20.3、本实用新型设置后可取消原有卡断剪保护装置,原有卡断剪设施需要消耗剪刃、气缸、保护箱体等一系列设备材料及备件,长期消耗压缩空气,并且若事故卡阻严重时恢复过程冗长而繁琐,预精轧鱼线装置只需实用两个接近开关、日常更换鱼线、重锤即可;
21.4、本实用新型在精轧机发生堆钢事故只有预精轧、精轧机处留余事故废钢,人工清理量大大减少。
附图说明
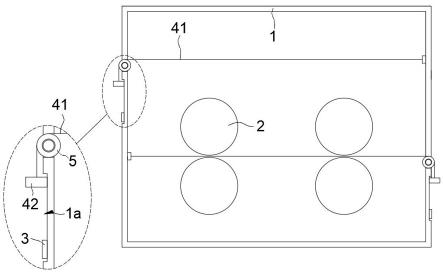
22.图1为本实用新型提供的报警装置的一种较佳实施例的结构示意图;
23.图2为图1所示的正视结构示意图。
24.图中标号:1、预精轧机罩;1a、滑动槽;2、轧辊;3、接近开关;4、重锤组件;41、鱼线;42、重锤;5、导向轮。
具体实施方式
25.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
26.以下结合具体实施例对本实用新型的具体实现进行详细描述。
27.请参阅图1至图2,本实用新型实施例提供的一种报警装置,所述报警装置包括:预精轧机罩1,所述预精轧机罩1内设有用于输送堆钢的轧辊2。
28.在本实用新型的实施例中,请参阅图1和图2,所述预精轧机罩1的两侧外护罩钢板上均安装有接近开关3以及用于触发接近开关3的重锤组件4,所述重锤组件4包括鱼线41和重锤42,所述鱼线41的一端固定嵌合在预精轧机罩1的内侧钢板上,且所述鱼线41的另一端穿过预精轧机罩1另一侧钢板上开设的通孔并连接有重锤42,而所述重锤42位于预精轧机罩1开设的滑动槽1a内并处于对应位置的接近开关3的上方;
29.所述重锤组件4设置两组,且两组所述重锤组件4中的一条鱼线41在延轧制线方向辊环左上方45
°
,另一条鱼线41在轧制线方向辊环右下方45
°
,而两组所述重锤组件4中的重
锤42分布在预精轧机罩1两侧,一个所述重锤42在预精轧机罩1入口处的外侧,另一个所述重锤42在预精轧机罩1出口处的外侧。
30.需要说明的是:在现有高速线材轧制生产线技术上增加两组重锤组件4而两组重锤组件4中的鱼线41分别分布于平行预精轧轧制中心线方向、立式轧辊组辊环切线方向(同样平行于轧制线方向)左上方45
°
、右下方45
°
;
31.当预精轧机内堆钢或当有任何条件触发鱼线41后,红钢把鱼线41烧断使得重锤42下落,从而接近开关3信号输出,而现场信号传送到预精轧远程柜数字量输入模块,并通过光纤通讯到plc主站,其与预精轧机内对应的飞剪碎断以及紧急停机保护机制电性连接,从而开始碎断保护;
32.在预精轧系统中安装采用鱼线设置的报警装置能够解决:
33.①
不论时钢坯头部堆钢,还是中部及尾部堆钢,预精轧鱼线报警一旦被触发,相应的飞剪碎断以及紧急停机保护机制立即运行,最大程度减少了废钢堆积、冲击设备的概率;
34.②
大大减少因为操作人员操作水平差异带来的不利影响,通过预精轧鱼线报警机构的运作,现场操作人员可以迅速发出停止出钢等保护产线的信号和指令,避免事故的扩大,减少人员劳动强度;
35.③
该装置设置后可取消原有卡断剪保护装置,原有卡断剪设施需要消耗剪刃、气缸、保护箱体等一系列设备材料及备件,长期消耗压缩空气,并且若事故卡阻严重时恢复过程冗长而繁琐,预精轧鱼线装置只需实用两个接近开关、日常更换鱼线、重锤即可;
36.④
以往轧线使用精轧机前鱼线报警、预精轧前卡断剪装置,精轧机发生事故时卡断剪处、预精轧内、精轧前活套内、精轧机内均会留余事故废钢,需要现场岗位人员手动清理,工作强度较大;采取预精轧鱼线报警装置后,精轧机发生堆钢事故只有预精轧、精轧机处留余事故废钢,人工清理量大大减少;
37.解决了现有技术中预精轧机的保护装置在发生憋钢时产生的废钢过多、处理废钢时间过长,处理事故繁锁,损伤设备和增加操作人员劳动强度等问题。
38.其中,所述预精轧机罩1的入口处外侧以及出口处的外侧均安装有导向轮5,而两组所述重锤组件4中的鱼线41分别绕过对应位置的导向轮5,提高了重锤42下滑时的稳定性。
39.本实用新型中涉及的电路以及控制均为现有技术,在此不进行过多赘述。
40.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1