一种用于多轴凸轮成形机的散件自动送料装置
1.本实用新型涉及自动送料技术领域,具体涉及一种用于多轴凸轮成形机的散件自动送料装置。
背景技术:
2.多轴凸轮成形机的成形单元,可一次送料完成多个折弯成形,机台的自动送料装置本身仅能实现连续卷带的自动送进,但该类机台无法实现散件方式的被加工件的自动送料,所以当使用该机台的成形单元加工产品时,散件零件需要人工手动喂料,存在人员操作误差大、生产效率低、机台功能单一的缺点。
技术实现要素:
3.为了克服上述现有技术的缺点,本实用新型的目的在于提供一种用于多轴凸轮成形机的散件自动送料装置,对机台的送料功能进行扩展,使机台同时对连续卷带和散件零件自动送料,具有减少由人员操作误差、提高生产效率、提高机台生产能力的特点。
4.为了实现上述目的,本实用新型采用的技术方案是:
5.一种用于多轴凸轮成形机的散件自动送料装置,包括底座1,所述的底座1上安装有固定导轨16,固定导轨16的安装孔位26内安装有物料检测装置20,固定导轨16上方设置有压料装置23,固定导轨16的一端与输料导轨4一端连接,固定导轨16的另一端设置有双向电动滑台24,输料导轨4的另一端与震动送料器17连通,输料导轨4的上方安装有物料检测器18,输料导轨4的旁边设置有卸料气缸21,双向电动滑台24一侧设置有送料气缸22,双向电动滑台24另一侧设置有料轨12,料轨12的一端与延长料轨11连接,双向电动滑台24上设置有移动滑台15,移动滑台15沿进料侧方向运行的末端设置有挡料板13,位于挡料板13的卸料侧设置有收料盒14,挡料板13上靠近收料盒14一侧设置有物料感应元件19。
6.所述的物料检测器18和压料装置23分别通过检测支架5和压料支架8固定在底座1上。
7.所述的卸料气缸21和送料气缸22分别通过卸料气缸座3和送料气缸座6固定在底座1上。
8.所述的卸料气缸21上安装有卸料推杆2,所述的送料气缸22上安装有送料推杆7。
9.所述的输料导轨4、固定导轨16和移动滑台15分别设置有第一料槽25、第二料槽27、第三料槽28,所述的第一料槽25、第二料槽26和第三料槽28相连通。
10.所述的料轨12与延长料轨11上分别安装有盖板9和延长盖板10。
11.相对于现有技术,本实用新型的有益效果在于:
12.1、由于本实用新型设置有双向滑台、检测装置、卸料气缸和收料盒,可实现物料自动移动到卸料侧或者送料侧,将不符合要求的物料在卸料气缸的作用下输送至收料盒,具有散件产品的自动化送料功能,当使用多轴凸轮成形机对散件产品加工时,作业人员不需要手动喂料,而是由该装置给多轴凸轮成形机提供自动送料,与现有机台相比对人员的依
赖度降低,减少了由人为因素对机台生产效率的影响,方便快捷,具有降低了由人员误差引起的损失,提高了生产效率,节省了人力,降低了生产成本的特点。
13.2、由于本实用新型设置震动送料器、物料检测器、移动滑台和送料气缸,物料通过震动送料器进入料槽,在送料气缸的作用下,将送料侧移动滑台内的物料输送至料轨内,自动实现物料的输送,因此能够实现散件自动送料,具有丰富机台实用功能、提升机台生产能力的特点。
14.3、本实用新型可以将多轴凸轮成形机的成形单元与自动送料装置结合起来,解决了传统的技术只能连续卷带的自动送进不能对散件零件自动送料的问题,丰富了机台的功能、扩大了应用范围。
附图说明
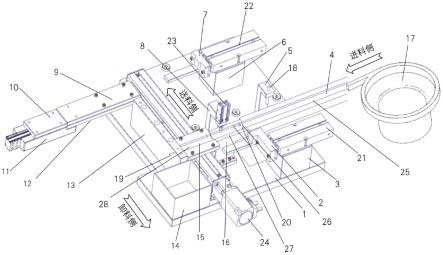
15.图1是本实用新型的结构原理图。
16.图中,1是底座,2是卸料推杆,3是卸料气缸座,4是输料导轨,5是检测支架,6是送料气缸座,7是送料推杆,8是压料支架,9是盖板,10是延长盖板,11是延长料轨,12是料轨,13是挡料板,14是收料盒,15是移动滑台,16是固定导轨,17是震动送料器,18是物料检测器,19是物料感应元件,20是物料检测装置,21是卸料气缸,22是送料气缸,23是压料装置,24是双向电动滑台,25是第一料槽,26是安装孔位,27是第二料槽,28是第三料槽。
具体实施方式
17.下面结合附图对本实用新型的结构原理和工作原理作详细叙述。
18.如图1所示,一种用于多轴凸轮成形机的散件自动送料装置,包括底座1,所述的底座1上安装有固定导轨16,固定导轨16的安装孔位26内安装有物料检测装置20,固定导轨16上方设置有压料装置23,固定导轨16的一端与输料导轨4一端连接,固定导轨16的另一端设置有双向电动滑台24,输料导轨4的另一端与震动送料器17连通,输料导轨4的上方安装有物料检测器18,输料导轨4的旁边设置有卸料气缸21,双向电动滑台24一侧设置有送料气缸22,双向电动滑台24另一侧设置有料轨12,料轨12的一端与延长料轨11连接,双向电动滑台24上设置有移动滑台15,移动滑台15沿进料侧方向运行的末端设置有挡料板13,位于挡料板13的卸料侧设置有收料盒14,挡料板13上靠近收料盒14一侧设置有物料感应元件19;
19.物料检测装置20是通过识别产品上的特征位置来进行检测的,物料检测器18通过检测是否有物料通过为震动送料器17是否继续运行提供依据,压料装置23通过上行,放松物料,实现下一轮物料的运送,双向电动滑台24通过控制移动滑台15实现物料运送至卸料侧或者送料侧,料盒14用来收集卸料侧的物料,物料感应元件19通过感应是否有物料通过为震动送料器17是否继续运行提供依据。
20.所述的物料检测器18和压料装置23分别通过检测支架5和压料支架8固定在底座1上。
21.所述的卸料气缸21和送料气缸22分别通过卸料气缸座3和送料气缸座6固定在底座1上。
22.所述的卸料气缸21上安装有卸料推杆2,所述的送料气缸22上安装有送料推杆7,卸料推杆2通过推动移动滑台15内的料槽25里边的物料来实现卸料,送料推杆7通过推动移
动滑台15内的料槽25里边的物料来实现送料。
23.所述的输料导轨4、固定导轨16和移动滑台15分别设置有第一料槽25、第二料槽27、第三料槽28,所述的第一料槽25、第二料槽26和第三料槽28相连通,方便物料的运送,从而实现进料、卸料和送料。
24.所述的料轨12与延长料轨11上分别安装有透明亚克力盖板9和安装延长盖板10,透明亚克力盖板9和延长盖板10,一方面可限制送料时的空间位移,保证送料时的推力作用位置不偏移,另一方面方便观察物料的运送状态。
25.本实用新型的工作原理是:
26.物料持续通过震动送料器17输送至与之连接的输料导轨4进入第一料槽25,输料导轨4上方的物料检测器18检测第一料槽25是否有物料通过,如果有物料通过,则震动送料器17会持续工作,当物料由第一料槽25通过固定导轨滑台16中的第二料槽27到达移动滑台15中的第三料槽28,并被挡料板13阻挡时,设置在挡料板13中的物料感应元件19感应到物料,压料装置23下行,压紧位于固定导轨滑台16中的第二料槽27中的物料阻止固定导轨16内的物料向前运动;
27.当物料检测装置20识别到物料上的特征位置与物料加工方向不一致时,从第二料槽27输送到移动滑台15中的第三料槽28中的物料,在双向电动滑台24的作用下向卸料侧移动,当第三料槽28中的物料移动至与卸料推杆2位置水平一致时,卸料推杆2在卸料气缸21推动下,将第三料槽28中的物料从第三料槽28推出,推出的物料由安装在卸料侧的收料盒14收集,然后卸料气缸21带动卸料推杆2、移动滑台15开始返回初始位置,压料装置23上行,放松物料,开始准备下一轮的物料运送;
28.当物料检测装置20识别到物料上的特征位置与物料加工方向一致时,从第二料槽27输送到移动滑台15中的第三料槽28中的物料,在双向电动滑台24的作用下向送料侧移动,当第三料槽28中的物料移动至与料轨12的物料通道水平一致时,送料推杆7在送料气缸22的推动下,将第三料槽28中的物料推入料轨12中,然后送料气缸22带动送料推杆7、移动滑台15开始返回初始位置,压料装置23上行,放松物料,物料又开始下一轮的运送,这样就实现了前一个物料在下一个物料被推进时向前送进一个推程,即物料经料轨12,延长料轨11持续进入成形位置(机台位置);
29.如果物料检测器18没有检测到有物料通过,震动送料器17自动停止工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1