一种用于激光切割极耳的裁切装置的制作方法
1.本实用新型涉及裁切设备技术领域,具体涉及一种用于激光切割极耳的裁切装置。
背景技术:
2.参见申请号为cn2020200203632的专利文献,其公开了一种全自动高速激光极片裁切设备,包括极片料卷、接料机构、连杆张紧机构、极耳裁切机构、传送牵引机构及极片裁切机构。该裁切设备的工作过程中,料带在行进的同时,极耳裁切机构也会对料带进行裁切工作,即在料带连续走带的状态下,切割机构不停机地进行裁切,但到后面工序中,对裁切好极耳的料带分切时,必须采用间歇步进的方式行进,一走一停地配合分段机构的运作,因此,其需要两套牵引机构,两套牵引之间还要设置多个纠偏机构以及储料机构等,造成裁切设备机构复杂的问题。
技术实现要素:
3.本实用新型的目的在于针对现有技术中的不足,而提供一种用于激光切割极耳的裁切装置,采用该装置能够解决结构复杂的问题。
4.本实用新型的目的通过以下技术方案实现:本技术提供一种用于激光切割极耳的裁切装置,包括机架,机架内沿极片输送方向依次设置的用于存放料带以及放卷料带的放卷纠偏机构、用于切割放卷纠偏机构放卷料带的激光切割机构、用于牵引放卷纠偏机构放卷料带的主牵引机构;激光切割机构包括光纤激光发生器和驱使光纤激光发生器在水平方向上移动的移动装置;主牵引机构包括伺服电机和主牵引辊,伺服电机与主牵引辊传动连接。
5.其中,放卷纠偏机构包括两个可转动地安装在机架上的悬臂,各个悬臂均套装有绕卷后的料带,悬臂的上方设有用于纠偏的料带定位块和红光定位器。
6.其中,还包括位于放卷纠偏机构上方的放卷张力控制机构和放卷储料机构。
7.其中,放卷张力控制机构包括摆辊和控制摆辊摆动的张力电机,张力电机通过连杆组件与摆辊联接。
8.其中,放卷储料机构包括储料电机、储料丝杆、储料螺母、储料支架和储料辊,储料电机的输出轴与储料丝杆固接,储料螺母套设在储料丝杆上,储料支架与储料螺母固接,储料辊可转动地安装在储料支架上。
9.其中,主牵引机构还包括从动牵引辊,从动牵引辊与主牵引辊在高度方向上间隔设置,且从动牵引辊和主牵引辊均可转动地安装在机架上。
10.其中,激光切割机构的下方还设有废料收集机构,废料收集机构包括废料斗和与废料斗连通的负压通道。
11.本技术的用于激光切割极耳的裁切装置的工作过程为:先将绕卷的料带放置到放卷纠偏机构上,然后人工手动接带,将料带沿输送方向与主牵引机构的主牵引辊连接,然后
启动主牵引机构的伺服电机,从而使纠偏放卷机构进行料带的放卷,料带进入激光切割机构的工位时,主牵引机构的伺服电机先停机,然后激光切割机构才对料带进行切割,以使料带上形成极耳,当激光切割机构完成对工位内的料带切割后,主牵引机构的伺服电机再次启动,切割出极耳后的料带继续前进至下一个工位,由于切割工序是在料带停止输送的状态下进行,因此,对于料带后续的倒角冲切工序以及分段切割工序都能够共用同一套牵引系统。
12.本实用新型的有益效果:与现有技术相比,本裁切装置仅设有一个主牵引机构,省去了多个纠偏机构以及多个储料机构的设置,使对料带进行切割极耳的机构、外部后续对料带进行冲切倒角的机构、外部后续对料带进行分段的机构能够共用一套牵引机构,降低了整个设备的成本,主牵引机构采用伺服电机的间歇式动作进行切割,提高了设备的稳定性,另外,采用激光切割的方式使料带成型极耳,无需使用多套模具就可以适用于多个型号的极片生产,降低了生产成本,提高了工作效率。
附图说明
13.利用附图对本实用新型作进一步说明,但附图中的实施例不构成对本实用新型的任何限制,对于本领域的普通技术人员,在不付出创造性劳动的前提下,还可以根据以下附图获得其它的附图。
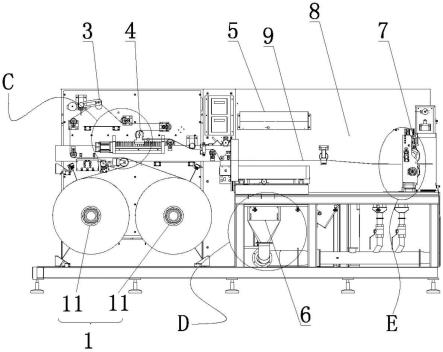
14.图1为本实施例中用于激光切割极耳的裁切装置的结构示意图。
15.图2为本实施例中用于激光切割极耳的裁切装置另外一个视角的结构示意图。
16.图3为图2中a处的放大图。
17.图4为图2中b处的放大图。
18.图5为图1中c处的放大图。
19.图6为本实施例中激光切割机构在切割状态下的结构示意图。
20.图7为本实施例中激光切割机构切割后的结构示意图。
21.图8为图1中d处的放大图。
22.图9为图1中e处的放大图。
23.附图标记:放卷纠偏机构1,悬臂11,红光定位器101,料卷定位块102,摆辊21,连杆组件22,储料电机23,储料支架24,储料辊25,放卷张力控制机构3,放卷储料机构4,激光切割机构5,光纤激光发生器51,移动装置52,废料收集机构6,废料斗61,负压通道62,主牵引机构7,伺服电机71,主牵引辊72,从动牵引辊73,机架8,料带9,极耳18。
具体实施方式
24.结合以下实施例对本实用新型作进一步描述。
25.本实用新型的用于激光切割极耳的裁切装置的具体实施方式,请见图1至图9,一体机包括机架8,机架8内沿极片输送方向依次设置的用于存放料带9以及放卷料带9的放卷纠偏机构1,用于切割放卷纠偏机构1放卷料带9的激光切割机构5和用于牵引放卷纠偏机构1放卷料带9的主牵引机构7。结合图9,主牵引机构7包括伺服电机71和主牵引辊72,伺服电机71与主牵引辊72传动连接,主牵引机构还包括从动牵引辊73,从动牵引辊73与主牵引辊72在高度方向上间隔设置,且从动牵引辊73和主牵引辊72均可转动地安装在机架上。
26.在本实施例中,放卷纠偏机构1包括两个可转动地安装在机架8上的悬臂11,各个悬臂11均套装有绕卷后的料带9,结合图3,悬臂11的上方设有用于纠偏的料带9定位块和红光定位器101。应当说明的是,红光定位器101为常规的纠偏电子元件,而料带9定位块具体可以通过电机或者气缸驱动其伸缩,从而调节料带9的位置,实现纠偏的功能。
27.在本实施例中,一体机还包括位于放卷纠偏机构1上方的放卷张力控制机构3和放卷储料机构4。具体的,结合图4和图5,放卷张力控制机构3包括摆辊21和控制摆辊21摆动的张力电机,张力电机通过连杆组件22与摆辊21联接;放卷储料机构4包括储料电机23、储料丝杆、储料螺母、储料支架24和储料辊25,储料电机23的输出轴与储料丝杆固接,储料螺母套设在储料丝杆上,储料支架24与储料螺母固接,储料辊25可转动地安装在储料支架24上。
28.在本实施例中,结合图6至图7,激光切割机构5包括光纤激光发生器51和驱使光纤激光发生器51在水平方向上移动的移动装置52。光纤激光发生器51为脉冲激光器,光纤激光发生器51发射出来的激光,通过振镜和场镜对料带9切割成型极耳18,可以通过改变振镜的运动轨迹以及利用移动装置52驱动光纤激光发生器51移动到相应的位置,从而调节成型出来极耳18的规格,适用性强,无需设计多种模具即可使用多规格的极片生产使用。具体工作过程为:主牵引机构7的伺服电机71采用间歇式送料,料带9输送方式为一走一停,主牵引机构7的伺服电机71停止送料后,光纤激光发生器51在料带9停下来的静态环境下对料带9进行切割,移动装置52驱动光纤激光发生器51左右移动,实现一定长度的切割,最终切割在料带9上切割出极耳18,完成切割后,切割出极耳18的料带9再次往前走动,依次循环。
29.在本实施例中,结合图8,激光切割机构5的下方还设有废料收集机构6,废料收集机构6包括废料斗61和与废料斗61连通的负压通道62。切割下来的废料,通过负压通道62使废料斗61内形成负压,从而对废料进行收集。便于回收使用。
30.本实施例中裁切装置的工作过程为:先将绕卷的料带9放置到放卷纠偏机构1上,然后人工手动接带,将料带9沿输送方向与主牵引机构7的主牵引辊72连接,然后启动主牵引机构7的伺服电机71,从而使纠偏放卷机构进行料带9的放卷,料带9进入激光切割机构5的工位时,主牵引机构7的伺服电机71先停机,然后激光切割机构5才对料带9进行切割,以使料带9上形成极耳18,当激光切割机构5完成对工位内的料带9切割后,主牵引机构7的伺服电机71再次启动,当激光切割机构完成对工位内的料带切割后,主牵引机构的伺服电机71再次启动,切割出极耳后的料带继续前进至下一个工位,由于切割工序是在料带停止输送的状态下进行,因此,对于料带后续的倒角冲切工序以及分段切割工序都能够共用同一套牵引系统。
31.本实施例的裁切装置,与现有技术相比,本裁切装置仅设有一个主牵引机构7,省去了多个纠偏机构以及多个储料机构的设置,使对料带9进行切割极耳的机构、外部后续对料带进行冲切倒角的机构、外部后续对料带进行分段的机构能够共用一套牵引机构,降低了整个设备的成本,主牵引机构7采用伺服电机71的间歇式动作进行切割,提高了设备的稳定性,另外,采用激光切割的方式使料带成型极耳,无需使用多套模具就可以适用于多个型号的极片生产,降低了生产成本,提高了工作效率。
32.最后应当说明的是,以上实施例仅用以说明本实用新型的技术方案,而非对本实用新型保护范围的限制,尽管参照较佳实施例对本实用新型作了详细地说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本
实用新型技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1