轴承两端面加工设备的制作方法
本技术属于轴承加工,更具体地说,是涉及一种轴承两端面加工设备。
背景技术:
1、轴承是当代机械设备中一种重要零部件,主要用于支撑机械旋转体。在轴承的生产加工过程中,需要将轴承固定在连接轴上,通过连接轴和切削刃之间的相对转动实现两端面的加工。
2、现有技术中,在对轴承的两个端面进行加工时,通常需要先将轴承的一端安装在加工机床的连接轴上,然后通过切削刃具加工轴承的一端,待完成轴承一端的加工后,将轴承拆下然后固定轴承的已加工端,以加工轴承的另一端;加工过程耗时长,效率低。
技术实现思路
1、本实用新型的目的在于提供一种轴承两端面加工设备,旨在解决在轴承加工时耗费时间长、工作效率低的技术问题。
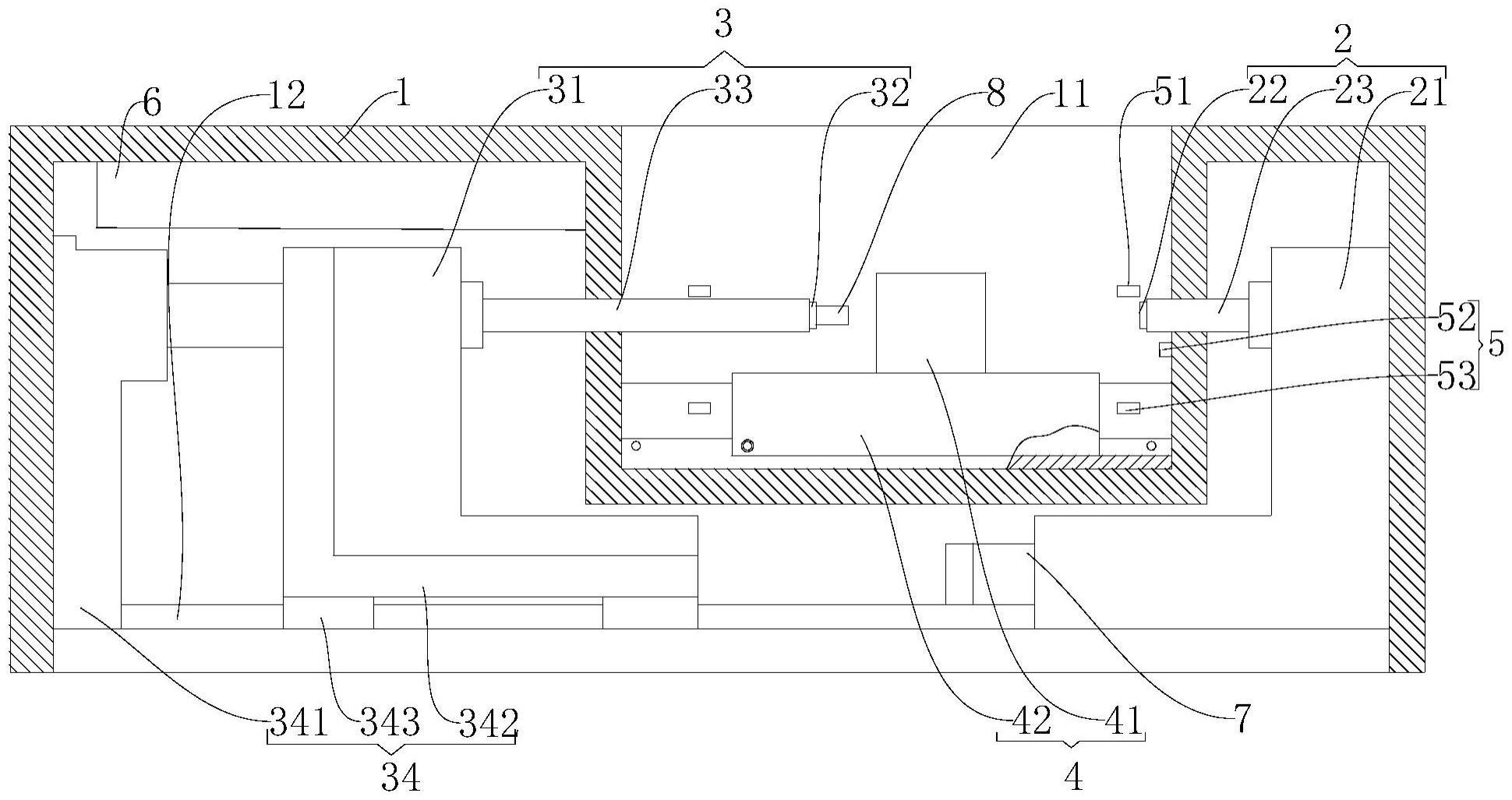
2、为实现上述目的,本实用新型采用的技术方案是:提供一种轴承两端面加工设备,包括:
3、固定箱体,设有一侧开放的加工空间;
4、固定组件,设于所述固定箱体内;所述固定组件具有水平伸入所述加工空间的第一转动轴;所述第一转动轴用于固定轴承的第一端;
5、移动组件,设于所述固定箱体内,且与所述固定组件相对设置;所述移动组件具有水平伸入所述加工空间的第二转动轴,所述第二转动轴具有沿所述第二转动轴的轴向伸缩的第一自由度,且所述第二转动轴与所述第一转动轴同轴心;所述第二转动轴用于固定所述轴承与所述第一端相对的第二端;
6、切削组件,置于所述加工空间内,且位于所述第一转动轴和所述第一转动轴的侧方;所述切削组件与所述固定箱体滑动连接,所述切削组件用于依次加工所述第一端和所述第二端;
7、位置感应组件,设于所述固定箱体上;所述位置感应组件用于检测所述移动组件的伸缩位置,所述位置感应组件还用于检测所述切削组件的滑动位置;以及
8、控制组件,设于所述固定箱体上;所述控制组件分别与所述固定组件、所述移动组件、所述切削组件,以及所述位置感应组件电连接。
9、在一种可能的实现方式中,所述固定组件包括:
10、第一旋转驱动件,固定在所述固定箱体内;所述第一旋转驱动件的动力输出端连接有所述第一转动轴;
11、第一卡盘,设于所述第一转动轴朝向所述第二转动轴的一端;所述第一卡盘用于固定所述第一端;
12、其中,所述控制组件分别与所述第一旋转驱动件和所述第一卡盘电连接。
13、控制组件用于控制第一旋转驱动件带动第一转动轴转动,控制组件还用于控制第一卡盘固定轴承的第一端。
14、在一种可能的实现方式中,所述移动组件包括:
15、伸缩件,沿所述第二转动轴的轴向设置在所述固定箱体内;
16、第二旋转驱动件,滑动连接在所述固定箱体内,且与所述伸缩件的伸缩端固定连接;所述第二旋转驱动件的动力输出端连接有所述第二转动轴;以及
17、第二卡盘,设于所述第二转动轴朝向所述第一转动轴的一端;所述第二卡盘用于固定所述第二端;
18、其中,所述控制组件分别与所述第一旋转驱动件、所述第一卡盘和所述伸缩件电连接。
19、控制组件用于控制伸缩件的伸缩端沿第二转动轴的轴向伸缩,以通过第二旋转驱动件、第二转动轴和第二卡盘带动轴承向第一转动轴方向伸出,以使第一卡盘固定第一端;在伸缩件处于缩回状态时,控制组件用于控制第一旋转驱动件带动第一转动轴转动,控制组件还用于控制第一卡盘固定轴承的第一端。
20、一些实施例中,所述伸缩件包括:
21、第一伸缩驱动件,沿所述第二转动轴的轴向固定在所述固定箱体内;所述第一伸缩驱动件与所述控制组件电连接;
22、支撑座,沿所述第二转动轴的轴向滑动连接在所述固定箱体内,且与所述第一伸缩驱动件的伸缩端连接;
23、其中,所述第二旋转驱动件固定连接在所述支撑座上。
24、示例性的,所述固定箱体内设有滑道,所述滑道沿所述第二转动轴的轴向延伸,所述支撑座的底部连接有滑块,所述滑块滑动连接在所述滑道上。
25、在一种可能的实现方式中,所述切削组件具有沿所述第一转动轴的轴向滑动在所述固定箱体上的第二自由度;所述切削组件具有在所述第一转动轴固定所述第一端时加工所述第二端的第一切削状态,还具有在所述第二转动轴固定所述第二端时加工所述第一端的第二切削状态;
26、所述切削组件还具有沿垂直于所述第一转动轴的轴向水平滑动在所述固定箱体上的第三自由度,所述切削组件还具有远离所述第一转动轴和所述第二转动轴的让位状态;其中,所述切削组件处于所述让位状态时,所述第二转动轴用于带动所述轴承靠近或远离所述第一转动轴。
27、控制组件用于控制切削组件实现上述第一切削状态、第二切削状态和让位状态之间的切换。
28、一些实施例中,所述切削组件包括:
29、连接座,沿所述第一转动轴的轴向滑动连接在所述固定箱体上;
30、切削件,沿垂直于所述第一转动轴的轴向水平滑动连接在所述连接座上,且所述切削件的切削刃与所述第一转动轴的中心等高;
31、其中,所述连接座和所述切削件均与所述控制组件电连接。
32、在一种可能的实现方式中,所述位置感应组件包括:
33、两组第一位置传感器,设于所述加工空间内,且分别与所述第二转动轴的两个伸缩极限位置对应;
34、两组第二位置传感器,设于所述加工空间内,且分别与所述切削组件沿所述第一转动轴的轴向滑动的两个极限位置对应;
35、两组第三位置传感器,设于所述加工空间内,且分别与所述切削组件沿垂直于所述第一转动轴的轴向水平滑动的两个极限位置对应;
36、其中,所述控制组件与两组第一位置传感器、两组第二位置传感器和两组第三位置传感器分别电连接。
37、控制组件通过第一位置传感器检测第二转动轴的伸缩位置;控制组件通过第二位置传感器检测切削组件沿第二转动轴的轴向滑动的位置,以便控制切削组件在第一切削状态和第二切削状态之间转换;控制组件通过第三位置传感器检测切削组件沿垂直于第二转动轴的轴向滑动的位置,以便控制切削组件实现上述让位状态。
38、在一种可能的实现方式中,所述固定组件上靠近所述移动组件的一侧旋接有限位缓冲件,所述限位缓冲件用于限制所述移动组件朝向所述固定组件滑动的极限位置。
39、通过设置限位缓冲件,以便在移动组件靠近固定组件时,对移动组件的靠近端进行缓冲限位,避免移动组件和固定组件之间发生碰撞。
40、一些实施例中,所述限位缓冲件包括:
41、连接块,沿所述第一转动轴的轴向旋接在所述固定组件上;所述连接块上开设有开口朝向所述移动组件的安装孔;
42、滑动件,一端水平伸入所述安装孔内并与所述安装孔滑动连接;
43、弹性件,设于所述安装孔内;一端固定在所述安装孔的孔底,另一端与所述滑动件的伸入端连接。
44、本技术实施例所示的方案,与现有技术相比,当轴承的第二端固定在第二转动轴上时,控制组件控制切削组件滑动,以使切削组件加工轴承的第一端;当轴承的第一端加工完成后,控制组件控制移动组件带动轴承向固定组件移动,并控制第一转动轴固定轴承的第一端,而后控制组件控制移动组件缩回,并再次控制切削组件对轴承的第二端进行加工,以便完成轴承两端的加工;位置感应组件用于检测移动组件和切削组件的位置,以便控制组件控制移动组件和切削组件的运动情况,方便实现本设备的自动控制;本技术所采用的技术方案可通过自动控制实现将轴承从第二转动轴传递到第一转动轴上进行加工,能够缩短轴承加工的时间,提高轴承加工的效率。
- 还没有人留言评论。精彩留言会获得点赞!