一种加工金属丝材的滑动式多模拉丝系统的制作方法
本技术属于金属丝材多模拉拔,特别涉及一种加工金属丝材的滑动式多模拉丝系统。
背景技术:
1、钛合金具有低密度、高比强度,良好抗腐蚀性能、耐热性和可加工性良好等优点,其丝材产品已广泛应用于航空航天、生物医疗、日常生活等领域。
2、目前,主要存在两种典型的钛合金丝材多模拉拔方法:一种是储线式多模连续拉拔,即丝材经拉丝模后在卷筒上蓄积一定圈数的丝材以调解线速度及卷筒速度,达到丝材与卷筒之间相对滑动消失,该方法拉拔中丝材行程复杂,且为消除相对滑动需在卷筒上缠绕一定圈数的丝材,因此不能采用高速拉拔,生产效率低,同时在拉拔时常产生张力,拉拔细丝时易断丝,因此不适宜拉拔细丝材;另一种是滑动式多模拉拔,该方法使丝材连续通过卷筒及拉丝模,拉丝中总延伸系数大,拉拔速度相对于储线式多模连续拉拔有所提升,适合能承受较大拉力、表面耐磨、塑性好、总加工率较大、能承受高速变形的金属和合金的拉制,适宜拉拔细丝材。然而,现有的滑动式多模拉丝系统在拉拔微细丝材(直径小于0.5mm)时,容易出现断丝,拉拔速度不能过快,拉拔效率较低,制备的丝材成品晶粒细化不够,组织不均匀,性能较差。
技术实现思路
1、本实用新型的目的是提供一种加工金属丝材的滑动式多模拉丝系统,以解决现有滑动式多模拉丝系统在拉拔微细丝材(直径小于0.5mm)时,容易出现断丝,拉拔速度不能过快,拉拔效率较低,制备的丝材成品晶粒细化不够,组织不均匀,性能较差的技术问题。
2、本实用新型所采用的技术方案是,一种加工金属丝材的滑动式多模拉丝系统,其特殊之处在于:
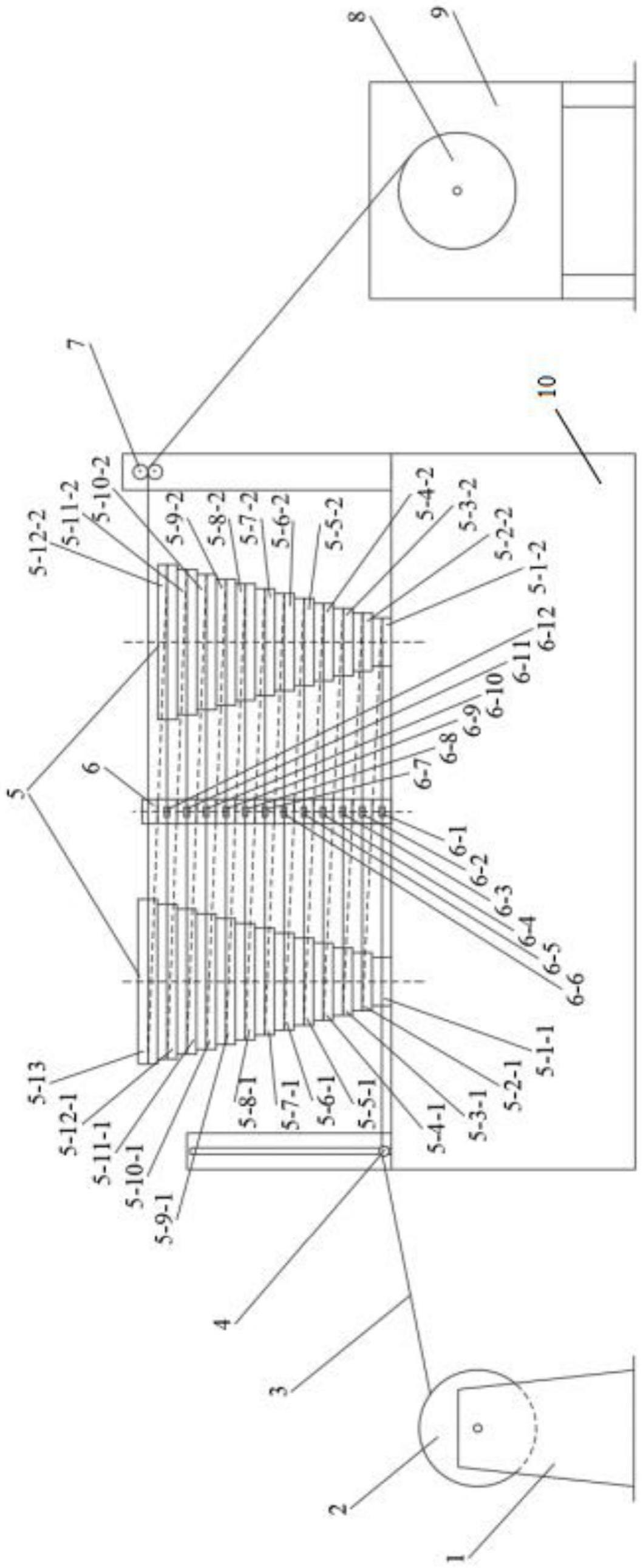
3、包括拉丝卷筒、拉丝模具卡座、多个不同规格模孔孔径的拉丝模具、放线机以及收线机;
4、所述拉丝卷筒包括左卷筒和右卷筒;所述左卷筒和右卷筒均为多层塔台式结构,且均竖直安装在同一水平面上;所述左卷筒和右卷筒可同步转动;左卷筒和右卷筒上,从下往上排序,层数相同的对应塔台的外形和尺寸均相同,每层塔台的外圆柱面上均设置有同轴的环形导丝凹槽,且从第二层往上,每层塔台的直径均由同一机械减面率确定;左卷筒塔台的层数比右卷筒塔台的层数多;
5、所述拉丝模具卡座固定设置在左卷筒和右卷筒之间;在拉丝模具卡座上,与右卷筒的每层塔台上的所述环形导丝凹槽相对应的高度位置处,均设置有用于放置所述拉丝模具的卡槽,且在所述卡槽的左右两侧分别设置有将卡槽与拉丝模具卡座左右两端面分别连通的过丝槽;所述卡槽和过丝槽的尺寸满足:将拉丝模具放置在卡槽中时,穿过拉丝模具模孔的丝材与对应层上的左卷筒和右卷筒均相切;
6、所述放线机设置在左卷筒的左侧;
7、所述收线机设置在右卷筒的右侧。
8、进一步地,为了保证拉拔后丝材的尺寸精度及表面质量,拉拔微细丝材的效果更好,所述拉丝模具采用聚晶或金刚石拉丝模具。
9、进一步地,为了拉丝模具卡座结构简单,拉丝模具卡座固定安装在所述同一水平面上;
10、所述拉丝模具卡座的前表面从下往上为阶梯状;所述阶梯状对应台阶的数量与右卷筒上塔台的层数相等,且从下往上排序,每层台阶沿竖直方向上的高度等于右卷筒上与其层数相同的对应层上的塔台的高度,相邻两层的竖直台阶面沿前后方向上的距离等于与其层数相同的对应的两层塔台的塔台半径之间的差值,且上一层的竖直台阶面相对于下一层的竖直台阶面远离左卷筒和右卷筒轴线所确定的平面;所述卡槽设置在所述阶梯状对应的每层台阶沿竖直方向的台阶面上。
11、进一步地,为了拉丝模具卡座方便加工,并且安装时的定位容易,所述拉丝模具卡座的左右表面及后表面均为平面状,且拉丝模具卡座的左右表面、后表面以及所述阶梯状对应的竖直台阶面均与所述同一水平面垂直;左卷筒的轴线到拉丝模具卡座的左表面的距离等于右卷筒的轴线到拉丝模具卡座的右表面的距离;拉丝模具卡座的后表面与左卷筒和右卷筒轴线所确定的平面共面;
12、所述环形导丝凹槽位于每层塔台沿竖直方向的中间位置;
13、所述卡槽位于每层台阶沿竖直方向的台阶面的中心位置。
14、进一步地,为了匹配合适的拉拔道次,在所述放线机与左卷筒之间设置有移动导轮组件;
15、所述移动导轮组件包括移动导轮;所述移动导轮可沿竖直方向上下移动,用于将放线机上放线轮放出的丝材依次导入左卷筒、拉丝时用到的拉丝模具中位于最下层的拉丝模具上的模孔中,在该导入过程中,确保丝材通过移动导轮后,始终处于水平面内。
16、这样,可以通过调整移动导轮的上下位置来匹配合适的拉拔道次。
17、进一步地,为了移动导轮组件结构简单,所述移动导轮组件还包括移动导轮组件安装板、螺栓、第一锁紧垫片以及第二锁紧垫片;
18、所述移动导轮组件安装板垂直固定设置在所述同一水平面上位于左卷筒左侧的位置,且所述移动导轮组件安装板的板面沿左右方向延伸;在移动导轮组件安装板上设置有贯穿前后板面的沿上下方向的竖直的导向槽;
19、所述螺栓依次穿过移动导轮、第一锁紧垫片、所述导向槽以及第二锁紧垫片;所述第一锁紧垫片和第二锁紧垫片上均设置有与螺栓相适配的内螺纹,用于将螺栓锁紧在移动导轮组件安装板上,实现移动导轮沿竖直方向上下移动到需要位置后的定位;所述移动导轮与螺栓之间间隙配合。
20、移动导轮与螺栓之间间隙配合,这样设置的目的在于,移动导轮可相对于螺栓做旋转运动,拉拔时在丝材的带动下绕螺栓转动,使丝材与移动导轮之间以滚动方式运动,其相对于静止的导轮与丝材之间以滑动方式运动时,摩擦力大,易磨损、划伤丝材,滚动方式运动摩擦力小,可防止丝材划伤。
21、进一步地,为了方便地控制从左卷筒最上层塔台拉出的丝材进入收线机上收线轮时,丝材行进的路径,在所述左卷筒和收线机之间设置有固定导轮组件;
22、所述固定导轮组件用于将从左卷筒最上层塔台拉出的丝材导入收线机上的收线轮。
23、进一步地,为了拉拔时能调节张力大小,以达到稳定放线效果,并且在丝材拉拔过程中,在丝材另一端形成一个与拉拔力方向相反的反张力,降低对丝材的拉拔力,进而可以进一步加快拉拔速度,提高拉拔效率,所述放线机自带张力控制机构;
24、所述左卷筒和右卷筒同步转动时,环形导丝凹槽上与丝材相切的点对应的线速度小于丝材在收线机带动下,丝材行进的速度。
25、并且这样设置,对丝材的拉拔力减小了,丝材绷断的几率也相应减小。
26、进一步地,所述环形导丝凹槽的上端面与其所在该层塔台的上端面之间、所述环形导丝凹槽的下端面与其所在该层塔台的下端面之间均形成球台状结构。每层塔台的外圆柱面之所以设计成上、下均为球台状结构,中间设计有环形导丝凹槽,是因为金属丝材在刚开始拉拔时,会上下移动,下方球台状结构的存在可防止金属丝材滑出塔台,且当丝材碰到球台状结构时会受到球台状结构球面的反作用力,使丝材移动至塔台中间的环形导丝凹槽,从而保护丝材在刚开始拉拔时不绷断;当丝材移动到上球台状结构时,由于球台状结构的球面存在,也会使丝材移动至塔台中间的环形导丝凹槽,从而减少丝材拉拔时与塔台端面的摩擦,保护丝材不绷断。
27、进一步地,为了使本实用新型的加工金属丝材的滑动式多模拉丝系统移动方便,还包括拉丝系统安装底座;
28、所述同一水平面为拉丝系统安装底座上部的水平台面。
29、本实用新型的有益效果是:
30、(1)本实用新型的加工金属丝材的滑动式多模拉丝系统,首先,拉丝卷筒包括左卷筒和右卷筒,左卷筒和右卷筒均为多层塔台式结构,其相对于现有的滑动式多模拉丝系统,在总变形量一定的情况下,本实用新型的滑动式多模拉丝系统丝材拉拔道次多,单道次变形量小,需要的拉拔力较小,拉拔更容易,可以加快拉拔速度,提高了拉拔的效率;同时拉拔力小,断丝的几率也相应减小;并且拉拔同样的总变形量,多道次比道次少,拉拔更加均匀;其次,本实用新型的加工金属丝材的滑动式多模拉丝系统中,从第二层往上,每层塔台的直径均由同一机械减面率确定,这样,对应于每层拉丝模具模孔孔径配模减面率,每道次相同,丝材在塔台的不同层上承受拉力变化均匀,进而丝材在每层上受力均匀,最终保证了制备的成品丝材晶粒细化程度高、组织均匀,成品丝材性能优良;再者,在本实用新型的加工金属丝材的滑动式多模拉丝系统中,拉丝模具放置在卡槽中时,穿过拉丝模具模孔的丝材与对应层上的左卷筒和右卷筒均相切,这样的设计一方面可使丝材与拉丝模具始终保持垂直,丝材在通过拉丝模具模孔时,承受来自拉丝模具模孔向丝材中心施加的挤压力相同,丝材在被拉拔时,变形均匀且稳定,不容易断丝,提高了单重,制备的成品丝材组织均匀;另一方面避免了若丝材从左卷筒绕出时的切点、拉丝模具模孔的轴线、丝材绕进右卷筒时的切点,三处位置不处于同一平面的同一条线上时,丝材进入拉丝模具与拉丝模具不成垂直关系,丝材在被拉拔时,丝材一侧变形量大,另一侧变形量小,极易引起丝材绷断这一问题的发生;本实用新型的加工金属丝材的滑动式多模拉丝系统中,左卷筒塔台的层数比右卷筒塔台的层数多,这样的设置可以缓解丝材经过拉丝卷筒的速度与进入收线机时的速度之间的速度差,使丝材断丝的几率减小,提高了丝材的单重,进而减小了后续采用制备的丝材成品制备其它产品时,因更换丝材需重调程序等引起的时间上的浪费,减少了设备检修的时间;本实用新型的加工金属丝材的滑动式多模拉丝系统中,拉拔时左卷筒和右卷筒同步转动,丝材和拉丝卷筒之间是以滚动式的方式运动,所需拉拔力较小,进而也可以加快拉拔速度,使拉拔效率提高;因此,本实用新型解决了现有滑动式多模拉丝系统在拉拔微细丝材(直径小于0.5mm)时,容易出现断丝,拉拔速度不能过快,拉拔效率较低,制备的丝材成品晶粒细化不够,组织不均匀,性能较差的技术问题。
31、(2)本实用新型的加工金属丝材的滑动式多模拉丝系统中,每层塔台的直径均由同一机械减面率确定,这样,不仅能保证制备的成品丝材晶粒细化程度高、组织均匀,成品丝材性能优良,而且在设计塔台时,就可以对材料的变形量进行调控。
32、(3)采用本实用新型的加工金属丝材的滑动式多模拉丝系统拉拔微细丝材,保证了制备的微细丝材成品的尺寸精度、表面质量和单重,提高了生产效率,制备的微细丝材成品性能优良。
33、(4)本实用新型的加工金属丝材的滑动式多模拉丝系统,适用于拉拔生产直径φ≤0.5mm的微细丝材,能拉拔得到成品丝材的直径φ为0.02mm~0.5mm之间的任意尺寸,而且拉拔速率由现有的滑动式多模拉丝系统的2m/min左右提高到15m/min~30m/min,拉拔速率提速10倍左右。
- 还没有人留言评论。精彩留言会获得点赞!