一种方便脱模的热挤压模具的制作方法
1.本实用新型涉及铝型材热挤压领域,尤其是涉及一种方便脱模的热挤压模具。
背景技术:
2.模具是在对铝型材热挤压加工生产过程中,用于对铝型材注塑成所需形状的模子和工具。
3.发明人在日常工作中发现铝型材热挤压加工生产过程中,通常是通过推杆将加热到一定温度的铝型材,从上模具的一侧挤压推送使其铝型材穿过上模具使其内部定性,在进入下模具中将外表面定型然后挤压出成品铝型材,推杆可以将铝型材推送至上模具中,使铝型材全部穿过上模具与下模具,从而达到快速脱模,在将铝型材挤压成型后,成品铝型材外表面易燃会温度较高,在外力拉扯或者夹持的情况下,容易导致成品铝型材发生形变。
4.为了解决在将铝型材挤压成型后,成品铝型材外表面易燃会温度较高,在外力拉扯或者夹持的情况下,容易导致成品铝型材发生形变的问题,现有技术是采用在铝型材通过上下模具挤压成型后,对成品铝型材表面喷涂冷却液使其快速冷却的方式进行处理,本技术提供了另一种解决方式。
技术实现要素:
5.本实用新型为解决在将铝型材挤压成型后,成品铝型材外表面易燃会温度较高,在外力拉扯或者夹持的情况下,容易导致成品铝型材发生形变的问题,现有技术是采用在铝型材通过上下模具挤压成型后,对成品铝型材表面喷涂冷却液使其快速冷却的方式进行处理,本技术提供了另一种解决方式所提出一种方便脱模的热挤压模具。
6.为了实现上述目的,本实用新型采用了如下技术方案:一种方便脱模的热挤压模具,包括上模具和下模具,所述上模具设置在下模具的一侧上,所述下模具的一侧设置有快速冷却装置,所述快速冷却装置包括支架,所述支架和下模具之间设置有可拆卸装置,所述支架的顶部固定连接有电机,所述电机的输出端固定连接有风扇,所述风扇的转轴与支架穿设连接,所述支架的底部固定连接有第一防护罩,所述风扇设置在第一防护罩的内部,所述第一防护罩的底部固定连接有输送风管,所述输送风管的内壁与第一防护罩的内壁相连通,所述输送风管的内壁开设有若干个矩形孔。
7.上述部件所达到的效果为:通过设置快速冷却装置,在上模具和下模具将铝型材挤压成型后,可以启动电机带动风扇在支架上转动,风扇在第一防护罩内部转动,第一防护罩上设置有通风孔,不阻碍风扇的运行,风扇会将风吹进输送风管中,再由输送风管均匀的从矩形孔中吹出,从而可以对下模具中挤压成型推送出来的铝型材进行风冷冷却,从而使其成型后的铝型材快速冷却后定型。
8.优选的,所述支架的顶部固定连接有第二防护罩,所述第二防护罩的内壁大小与电机的外表面大小相适配。
9.上述部件所达到的效果为:通过设置第二防护罩,可以将电机罩住,使其在不小心
碰撞到时,不易发生损坏。
10.优选的,所述第一防护罩的外表面转动连接有防尘罩,所述防尘罩外表面的孔洞尺寸与第一防护罩的外表面孔洞尺寸一致。
11.上述部件所达到的效果为:通过设置防尘罩,在不使用风扇时,可以转动防尘罩在第一防护罩上至相应位置后,可以将防尘罩上的孔洞与第一防护罩上的孔洞发生错位,从而可以将其罩住。
12.优选的,所述可拆卸装置包括矩形块和螺栓,所述矩形块的底部与下模具的外表面固定连接,所述矩形块的一侧开设有卡孔,所述卡孔的内壁大小和形状与支架的外表面大小和形状相适配,所述矩形块的顶部开设有第一螺纹孔,所述支架远离电机的一端顶部开设有第二螺纹孔,所述第一螺纹孔和第二螺纹孔的内壁螺纹大小和形状与螺栓的外表面螺纹大小和形状相适配。
13.上述部件所达到的效果为:通过设置可拆卸装置,在不使用快速冷却装置时,可以手动将螺栓从第一螺纹孔和第二螺纹孔中螺旋拧出,在手动握住支架将其向一侧拔动,可以使其从矩形块上的卡孔中拔出,从而可以将快速冷却装置从下模具上拆卸下来。
14.优选的,所述螺栓的顶部开设有凹槽,所述凹槽的横截面呈十字形。
15.上述部件所达到的效果为:通过设置凹槽,在将相对应的工具插入凹槽中后转动,可以带动螺栓在第一螺纹孔和第二螺纹孔中转动。
16.优选的,所述矩形块的顶部固定连接有限位块,所述限位块的内壁大小和形状与螺栓的顶部大小和形状相适配。
17.上述部件所达到的效果为:通过设置限位块,可以将螺栓限位垂直于矩形块的顶部,使其将螺栓拧进第一螺纹孔和第二螺纹孔中时不易发生拧斜的情况。
18.优选的,所述支架的两侧均固定连接有防滑块,所述卡孔的内壁大小和形状与防滑块的外表面大小和形状相适配。
19.上述部件所达到的效果为:通过设置防滑块,可以增大支架一端两侧的摩擦力,使其在将支架卡进卡孔中后,不易发生晃动。
20.综上所述,本实用新型的有益效果为:
21.在上模具和下模具将铝型材挤压成型后,可以启动电机带动风扇在支架上转动,风扇在第一防护罩内部转动,第一防护罩上设置有通风孔,不阻碍风扇的运行,风扇会将风吹进输送风管中,再由输送风管均匀的从矩形孔中吹出,从而可以对下模具中挤压成型推送出来的铝型材进行风冷冷却,从而使其成型后的铝型材快速冷却后定型。
附图说明
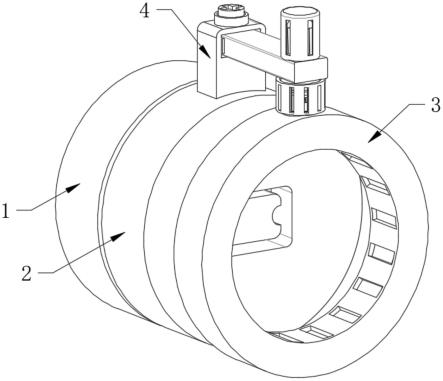
22.图1是本实用新型上模具的局部结构示意图。
23.图2是本实用新型支架的局部结构示意图。
24.图3是图2中a处放大示意图。
25.图4是本实用新型矩形块的局部结构示意图。
26.附图标记说明:
27.1、上模具;2、下模具;3、快速冷却装置;4、可拆卸装置;31、支架;32、电机;33、风扇;34、第一防护罩;35、输送风管;36、矩形孔;37、第二防护罩;38、防尘罩;41、矩形块;42、
卡孔;43、第一螺纹孔;44、第二螺纹孔;45、螺栓;46、凹槽;47、限位块;48、防滑块。
具体实施方式
28.参照图1-4所示,本实施例公开了一种方便脱模的热挤压模具,包括上模具1和下模具2,上模具1设置在下模具2的一侧上,下模具2的一侧设置有快速冷却装置3,快速冷却装置3包括支架31,支架31和下模具2之间设置有可拆卸装置4,支架31的顶部固定连接有电机32,电机32的输出端固定连接有风扇33,风扇33的转轴与支架31穿设连接,支架31的底部固定连接有第一防护罩34,风扇33设置在第一防护罩34的内部,第一防护罩34的底部固定连接有输送风管35,输送风管35的内壁与第一防护罩34的内壁相连通,输送风管35的内壁开设有若干个矩形孔36。在上模具1和下模具2将铝型材挤压成型后,可以启动电机32带动风扇33在支架31上转动,风扇33在第一防护罩34内部转动,第一防护罩34上设置有通风孔,不阻碍风扇33的运行,风扇33会将风吹进输送风管35中,再由输送风管35均匀的从矩形孔36中吹出,从而可以对下模具2中挤压成型推送出来的铝型材进行风冷冷却,从而使其成型后的铝型材快速冷却后定型。
29.参照图2和图3所示,本实施例公开了支架31的顶部固定连接有第二防护罩37,第二防护罩37的内壁大小与电机32的外表面大小相适配。第二防护罩37可以将电机32罩住,使其在不小心碰撞到时,不易发生损坏。
30.参照图2和图3所示,本实施例公开了第一防护罩34的外表面转动连接有防尘罩38,防尘罩38外表面的孔洞尺寸与第一防护罩34的外表面孔洞尺寸一致。在不使用风扇33时,可以转动防尘罩38在第一防护罩34上至相应位置后,可以将防尘罩38上的孔洞与第一防护罩34上的孔洞发生错位,从而可以将其罩住。
31.参照图4所示,本实施例公开了可拆卸装置4包括矩形块41和螺栓45,矩形块41的底部与下模具2的外表面固定连接,矩形块41的一侧开设有卡孔42,卡孔42的内壁大小和形状与支架31的外表面大小和形状相适配,矩形块41的顶部开设有第一螺纹孔43,支架31远离电机32的一端顶部开设有第二螺纹孔44,第一螺纹孔43和第二螺纹孔44的内壁螺纹大小和形状与螺栓45的外表面螺纹大小和形状相适配。在不使用快速冷却装置3时,可以手动将螺栓45从第一螺纹孔43和第二螺纹孔44中螺旋拧出,在手动握住支架31将其向一侧拔动,可以使其从矩形块41上的卡孔42中拔出,从而可以将快速冷却装置3从下模具2上拆卸下来。
32.参照图4所示,本实施例公开了螺栓45的顶部开设有凹槽46,凹槽46的横截面呈十字形。在将相对应的工具插入凹槽46中后转动,可以带动螺栓45在第一螺纹孔43和第二螺纹孔44中转动。矩形块41的顶部固定连接有限位块47,限位块47的内壁大小和形状与螺栓45的顶部大小和形状相适配。限位块47可以将螺栓45限位垂直与矩形块41的顶部,使其将螺栓45拧进第一螺纹孔43和第二螺纹孔44中时不易发生拧斜的情况。支架31的两侧均固定连接有防滑块48,卡孔42的内壁大小和形状与防滑块48的外表面大小和形状相适配。防滑块48可以增大支架31一端两侧的摩擦力,使其在将支架31卡进卡孔42中后,不易发生晃动。
33.工作原理为:铝型材热挤压加工生产过程中,通常是通过推杆将加热到一定温度的铝型材,从上模具1的一侧挤压推送使其铝型材穿过上模具1使其内部定性,在进入下模具2中将外表面定型然后挤压出成品铝型材,推杆可以将铝型材推送至上模具1中,使铝型
材全部穿过上模具1与下模具2,从而达到快速脱模,在使用上模具1和下模具2将铝型材挤压成型后,可以启动第二防护罩37中的电机32,带动风扇33在支架31上转动,风扇33在第一防护罩34内部转动,第一防护罩34上设置有通风孔,不阻碍风扇33的运行,风扇33会将风吹进输送风管35中,再由输送风管35均匀的从矩形孔36中吹出,从而可以对下模具2中挤压成型推送出来的铝型材进行风冷冷却,从而使其成型后的铝型材快速冷却后定型,在不使用风扇33时,可以转动防尘罩38在第一防护罩34上至相应位置后,可以将防尘罩38上的孔洞与第一防护罩34上的孔洞发生错位,从而可以将其罩住。
34.在不使用快速冷却装置3时,可以将相对应的工具插入凹槽46中后转动,带动螺栓45从第一螺纹孔43和第二螺纹孔44中以及限位块47中螺旋拧出,在手动握住支架31将其向一侧拔动,可以使其从矩形块41上的卡孔42中拔出,同时带动防滑块48也从卡孔42中拔出,从而可以将快速冷却装置3从下模具2上拆卸下来。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1