一种零件整形工装的制作方法
一种零件整形工装
1.技术领域:
2.本实用新型涉及金属粉末成型后的整形领域,具体涉及一种零件整形工装。
3.
背景技术:
4.金属粉末注射成型技术(metal powder injection molding,简称mim)是将现代塑料注射成形技术引入粉末冶金领域而形成的一门新型粉末冶金近净形成形技术。在金属粉末注射成型工艺后的烧结工序中,由于烧结收缩较大,经常会有变形翘曲现象,根据产品大小,变形量可达到0.05mm-1mm不等,尤其是大批量生产零件时需要很多套整形工装,往往需要很多机台和人力才可以完成整形工作,效率低下,综合良率底。目前,迫切需要一种操作简单、工作效率高的自动化整形工装能够节约机台和人力。
5.
技术实现要素:
6.本实用新型就是为了克服现有技术中的不足,提供一种零件整形工装。
7.本技术提供以下技术方案:
8.一种零件整形工装,它包括机架,在机架上设有上模组件和对应配合的下模组件,其特征在于:
9.所述的下模组件包括底板,在底板上连接有下模板,下模板上表面设有下料平台和落料斜坡,下料平台的一端与落料斜坡相连;在下模板上连接有下模镶件,在下模镶件上设有与上模组件对应配合的弹簧;
10.所述的上模组件包括上板,在上板上连接有上模板,在上模板上连接有上模镶件,在上模镶件和上模板设有一个连通的整形槽,整形槽与零件外形对应,在整形槽一侧的上模镶件上设有与下料平台对应分布的台阶, 台阶与下料平台形成下料空间;
11.在下模组件一侧设有送料组件,送料组件包括送料导槽,在送料导槽一端设有载料板,载料板一端连接有第一伸缩装置;
12.设置一个与整形槽对应分布的推料杆,在推料杆一端连接有第二伸缩装置;
13.在下模组件另一侧设有下料组件,所述的下料组件包括,在下料空间内设有可活动的推料板,在推料板的一端连接有第三伸缩装置;
14.所述的第一、二、三伸缩装置上设有与机架连接配合的连接座。
15.在上述技术方案的基础上,还可以有以下进一步的技术方案:
16.在所述推料板另一端端部上设有与零件导槽对应分布的开口槽。
17.所述下料平台一侧延伸出挡料翻边。
18.在所述的整形槽两侧的上模镶件上连接有下端伸出上模镶件下表面的销钉,两个销钉对角线分布,在上模镶件另一个对角线上设有第一通孔。
19.在所述下模镶件上设有导柱,所述导柱的上端插入到通孔内,在下模镶件上设有与销钉下端部对应配合的第二通孔。
20.实用新型优点:
21.本实用新型结构简单、使用方便,整体结构紧凑,可以实现对多件零件的同时整形,节约机台和人力,整体结构紧凑,精准的解决了零件变形问题,且整体工作稳定效率高,
综合良品率高。
22.附图说明:
23.图1是本实用新型合模时的结构示意图;
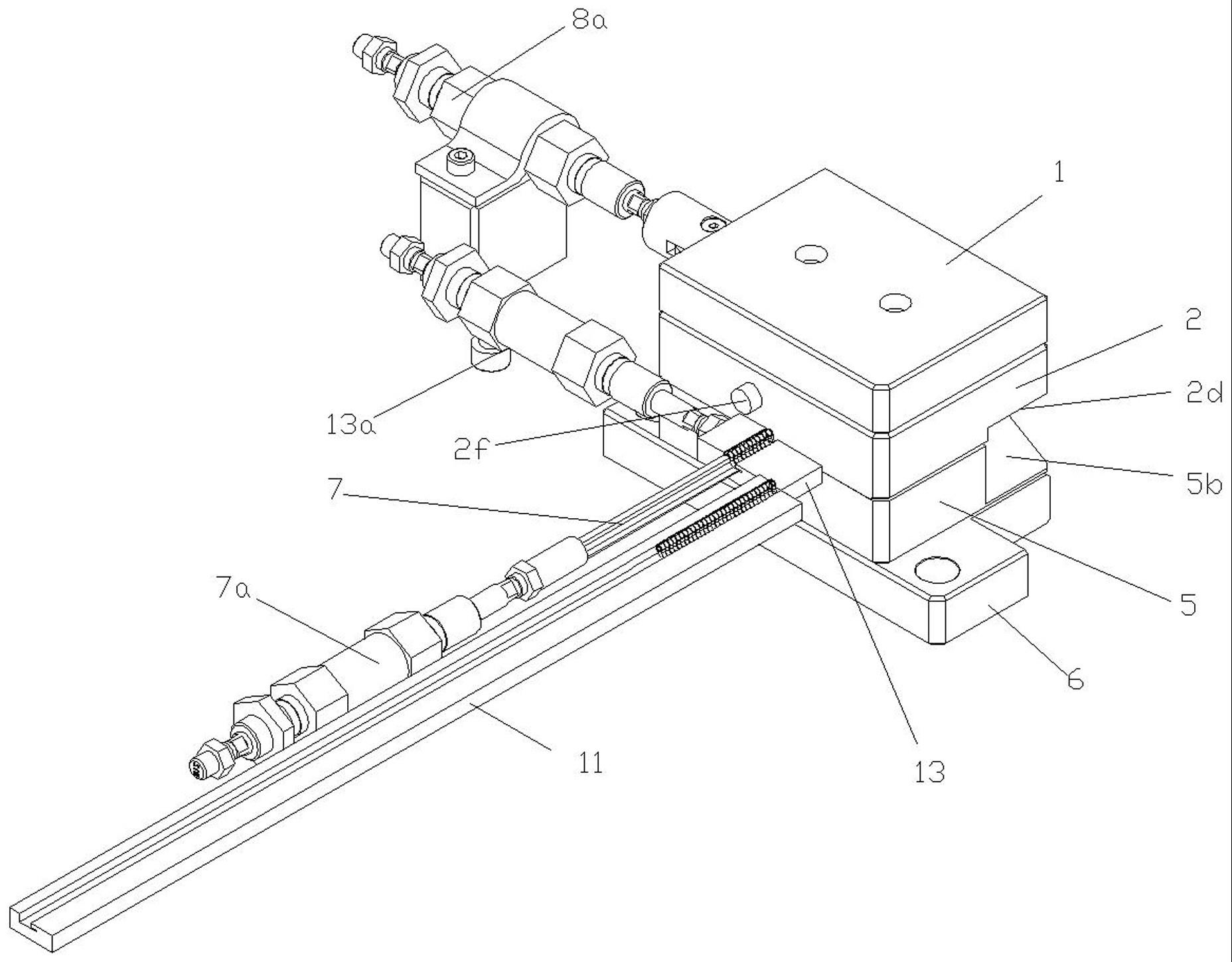
24.图2是图1的爆炸结构示意图;
25.图3是上模镶件和上模板连接的结构示意图;
26.图4是下模镶件与下模板连接的结构示意图;
27.图5是合模前去除上模镶件和上模板后的示意图。
28.具体实施方式:
29.如图1-5所示,一种零件整形工装,它包括机架,在机架上设有上模组件和对应配合的下模组件, 所述的下模组件包括底板6,在底板6上连接有下模板5,在下模板5上设有下模镶件安装孔5c,该孔为台阶孔,设置一个插入台阶孔的下模镶件4,在下模镶件4底部设有与台阶孔对应连接的翻边(图中未显示)。
30.在下模板5上连接有一对导柱10。两个导柱10成对角线分布在下模镶件安装孔5c对角的位置处。在下模镶件安装孔5c另一条对角的位置处的下模板5上设有对于下文中提到的销钉2b对应的第二通孔5e。
31.在下模镶件4上设有一对第一弹簧安装孔4c,在安装孔内安装有弹簧4b,弹簧4b的上端伸出第一弹簧安装孔4c一段距离,并插入到下文提到的第二弹簧安装孔2c内并与第二弹簧安装孔2c孔底连接。
32.在下模镶件安装孔5c一侧的下模板5上表面设有下料平台5a,在下料平台5a的一端连接有落料斜坡5b。在下料平台5a一侧向上延伸出竖直分布的挡料翻边5d。
33.所述的上模组件包括上板1,在上板1上连接有上模板3,在上模板3上设有上模镶件安装孔3a,该孔也为台阶孔。在上模镶件安装孔3a对角线上的上模板3上分别连接有一个销钉2b,销钉2b的下端端部伸出上模板3与第二通孔5e对应。在上模镶件安装孔3a另一个对角线上位置的上模板3上设有与导柱10对应的第一通孔2g。
34.在上模板3的厚度端面上设有连通上模镶件安装孔3a的锁紧销孔3b。 设置一个插入上模镶件安装孔3a的上模镶件2,在上模镶件2下表面上与台阶孔对应分布的台阶部2d。在上模镶件2的厚度端面上设有锁紧销孔3b与对应分布的通孔2e,设置插入锁紧销孔3b和通孔2e的锁紧销2f将上模镶件2固定在上模镶件安装孔3a内。
35.在上模镶件2和上模板3下表面上设有一个连通的整形槽2a,整形槽2a与待整形零件外形对应,在上模镶件2的整形槽2a两侧设有第二弹簧安装孔2c。在整形槽2a一侧的上模镶件2下表面上设有与下料平台5a对应分布的台阶2b, 台阶2b与下料平台5a形成有下料空间。
36.在下模板5一侧的机架上设有送料组件,送料组件包括送料导槽11,在送料导槽11一端与下模板5之间设有可移动载料板13,在载料板13设有待加工零件承载槽13b,在载料板13一端连接有第一伸缩装置13a。通过伸缩装置带动载料板13移动。
37.在机架上还设有推料杆7,推料杆7的一端连接有第二伸缩装置7a,所述推料杆7与合模后的整形槽2a同轴分布,以便将载料板13上的一组待整形零件推入到下模镶件4上表面的合适位置处。
38.在下模板5另一侧的机架上设有下料组件,所述的下料组件包括,在下料空间内设
有可活动的推料板8,在推料板8的一端连接有第三伸缩装置8a。在第三伸缩装置8a一端端部设有与推料杆7同轴分布的开口槽8b。
39.所述的第一、二、三伸缩装置13a、7a、8a上通过连接座与机架连接固定,第一、二、三伸缩装置为现有技术的中气缸或电动推杆,这里优选为气缸。
40.工作过程:
41.载料板13在第二伸缩装置7a的推动下移动到送料导槽11一侧,使得送料导槽11与待加工零件承载槽13b相连通,通过图中未显示的推料装置将一组待整形零件12推入加工零件承载槽13b内。这时上下模为合模状态;
42.而后第一伸缩装置13a带动载料板13回缩,设置上下模为开模状态,开模时开模距离为待整形零件12高度+5mm,这时导柱10的上端不会脱出第一通孔2c。推料杆7在第二伸缩装置7a的带动下将上述一组待整形零件12推入下模镶件4的上表面上。
43.这时载料板13伸出再次移动到送料导槽11一侧接料,同时上下模为合模状态通过整形槽2a对待整形零件12的进行整形,待新的一组待整形零件12推入下模镶件4的上表面时,新的一组待整形零件12就会将整形后的一组零件推入到推料板8的开口槽8b内。当上下模为合模时第三伸缩装置8a带动推料板8向前伸出,使得开口槽8b移动到落料斜坡5b处,使得开口槽8b内的整形后零件落入落料斜坡5b。
44.由于台阶2b与下料平台5a之间形成的下料空间,所以在上下模为合模状态时推料板8依然可以在下料空间内移动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1