一种手提式灭火器封头焊接工装的制作方法
本技术属于焊接加工,特别是涉及一种手提式灭火器封头焊接工装。
背景技术:
1、灭火器,是一种可携带的灭火工具,通过在灭火器内放置化学物品,能够用以救灭火灾,灭火器按移动方式能分为手提式灭火器和推车式灭火器,其具有灭火速度快、重量轻、使用方便、灵活、安全、可靠等优点,手提式灭火器在生产制造时,是将手提式灭火器筒体和封头进行贴合,再通过焊枪对手提式灭火器筒体和封头之间进行焊接,为保证焊接过程中的稳定性,通常需要使用焊接工装对手提式灭火器筒体和封头进行夹持固定,保证焊接位置的准确,降低错漏焊的概率,但它在实际使用中仍存在以下弊端:
2、1、公开号为cn211759442u的实用新型公开了基于灭火器筒体加工的下封头焊接工装,所述架体上方固定安装有所述往复式限位机构,且架体内部区域下方固定安装有所述下封头限位机构,灭火器封头焊接工装大多是将灭火器筒体和封头之间进行连接再定位于焊接工装上侧,通过液压缸对灭火器筒体和封头之间进行夹紧固定,便于工作人员进行焊接,提高了焊接效率,但手动定位的过程中,由于用于夹紧灭火器筒体和封头的装置是液压缸,操作时存在一定的安全隐患,且手动定位费时费力;
3、2、手提式灭火器封头焊接工装往往只能够对手提式灭火器筒体和封头进行夹紧固定,其无法检测焊接点是否存在错漏焊,工作人员需要在发现错漏焊后再次将手提式灭火器放置于焊接工装上进行补焊,降低生产效率。
技术实现思路
1、本实用新型的目的在于提供一种手提式灭火器封头焊接工装,通过支撑台、夹板、密封限位板和空压机,解决了手提式灭火器封头焊接工装在实际使用时需要手动对灭火器筒体、封头和焊接工装之间进行定位,存在一定的安全隐患,且焊接工装不具有对焊接部位是否存在错漏焊的检测功能,降低生产效率的问题。
2、为解决上述技术问题,本实用新型是通过以下技术方案实现的:
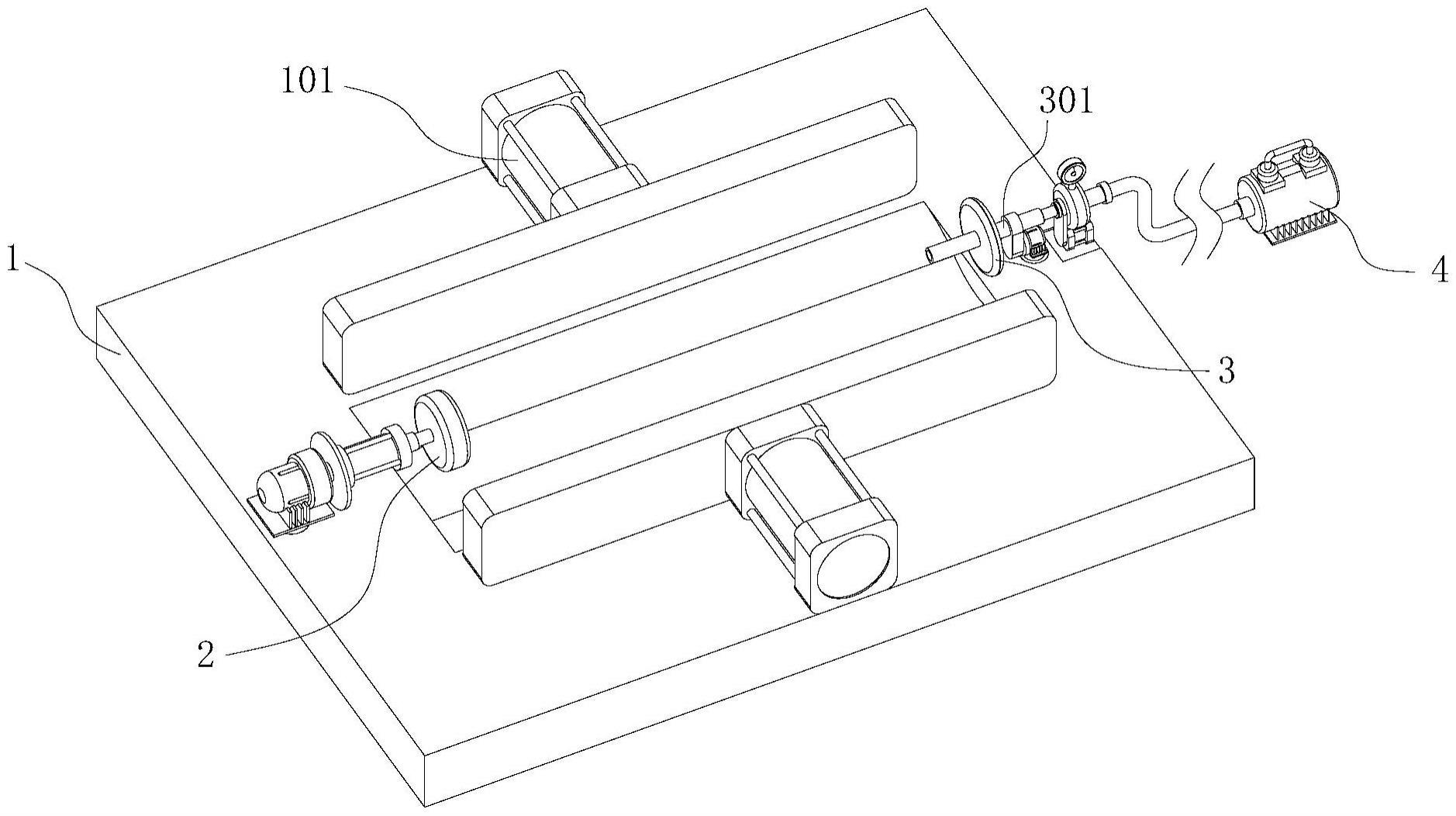
3、本实用新型为一种手提式灭火器封头焊接工装,包括支撑台、夹板、密封限位板和空压机,所述支撑台上端两侧卡接有定位气缸,在需要对手提式灭火器筒体和封头之间进行焊接时,根据顺序将手提式灭火器筒体和封头放置于支撑台上侧,通过定位气缸带动定位板的移动,能够对手提式灭火器筒体和封头进行定位,提高定位效率,降低安全隐患,所述支撑台上侧一端设置有夹板,所述支撑台上侧另一端设置有密封限位板,通过夹板的移动能够使手提式灭火器筒体和封头挤压固定于夹板和密封限位板之间,保证焊接过程中,手提式灭火器筒体和封头的稳定性,所述密封限位板一侧贯穿卡接有通气管,所述支撑台一侧设置有空压机,所述空压机一端设置有连接管,所述连接管插接于通气管一端内侧,在对手提式灭火器筒体和封头进行挤压固定时,通气管能够插接于手提式灭火器筒体内侧,在焊接完成后,通过连接管和通气管相连,使空压机能够将高压空气注入手提式灭火器筒体内侧,使手提式灭火器筒体内侧呈高压,并通过气压传感器监测焊接处是否存在错漏焊导致的气压快速降低,便于及时进行补焊,提高生产效率。
4、进一步地,所述支撑台上侧中央开设有定位槽,所述定位气缸一端卡接有定位板,所述定位板位于两个定位气缸之间,两个所述定位板位于定位槽两侧;
5、在进行手提式灭火器筒体和封头的定位时,将手提式灭火器筒体和封头按顺序放置于定位槽内侧,并通过定位气缸带动定位板的移动对手提式灭火器筒体和封头两侧进行限位,不需要手动进行定位,降低安全隐患,且保证了定位的准确。
6、进一步地,所述夹板一端卡接有伸缩杆,所述伸缩杆另一端卡接有固定气缸,所述固定气缸一端卡接有第一转动电机,所述第一转动电机位于固定气缸相对于夹板另一端,所述第一转动电机底侧卡接有第一升降气缸,所述第一升降气缸卡接于支撑台上侧,所述夹板悬垂于定位槽上侧;
7、在进行焊接时,通过固定气缸带动伸缩杆的拉伸,使夹板和密封限位板对手提式灭火器筒体和封头进行挤压固定,通过第一转动电机带动夹板的转动,进一步带动手提式灭火器筒体和封头进行转动,便于工作人员对手提式灭火器筒体和封头之间进行焊接。
8、进一步地,所述通气管外周面贯穿卡接有传动组件,所述传动组件位于密封限位板相对于定位槽另一侧,所述传动组件一侧底端卡接有第二转动电机,所述第二转动电机底侧卡接有第二升降气缸,所述第二升降气缸卡接于支撑台上侧;
9、在进行焊接时,通过第二转动电机能够带动密封限位板进行转动,使密封限位板和夹板之间同步转动,避免由于转速不同导致手提式灭火器筒体和封头之间产生摩擦甚至是位移。
10、进一步地,所述连接管一端贯穿焊接有支撑管,所述连接管外周面一端卡接固定有密封垫,所述密封垫贴合于通气管一端,所述支撑管外周面贯穿卡接有气压传感器,所述支撑管一端卡接有软管,所述软管位于支撑管相对于连接管另一端,所述软管另一端卡接于空压机一侧;
11、在焊接完成后,连接管和通气管之间连接,并通过空压机将高压空气压入焊接后的手提式灭火器筒体内侧,使手提式灭火器筒体内呈高压,通过气压传感器能够对手提式灭火器筒体内的气压进行监测,便于在由于存在错漏焊导致气压快速降低时,工作人员能够及时进行补焊,提高生产效率。
12、进一步地,所述支撑管外周面贯穿卡接有支撑架,所述支撑架一侧底端卡接有连接气缸,所述连接气缸底端卡接有第三升降气缸,所述第三升降气缸卡接于支撑台上侧,所述支撑管位于密封限位板相对于夹板另一端;
13、在焊接完成后,通过连接气缸带动支撑管进行移动,使连接管插入通气管一端内侧,使空压机能够对手提式灭火器筒体内进行充气,不需要后续手动进行检测操作,降低工作人员的劳动强度。
14、本实用新型具有以下有益效果:
15、1、本实用新型通过设置支撑台、夹板和密封限位板,解决了灭火器封头焊接工装大多是将灭火器筒体和封头之间进行连接再定位于焊接工装上侧,通过液压缸对灭火器筒体和封头之间进行夹紧固定,便于工作人员进行焊接,提高了焊接效率,但手动定位的过程中,由于用于夹紧灭火器筒体和封头的装置是液压缸,操作时存在一定的安全隐患,且手动定位费时费力的问题,在需要对手提式灭火器筒体和封头之间进行焊接时,将手提式灭火器筒体和封头按顺序放置于定位槽内侧,通过定位气缸带动定位板移动,能够对手提式灭火器筒体和封头两侧进行限位,通过固定气缸带动夹板移动使手提式灭火器筒体和封头夹紧固定于夹板和密封限位板之间,完成手提式灭火器筒体和封头之间的定位和夹紧,不需要手动进行定位,降低安全隐患,且保证了定位的准确。
16、2、本实用新型通过设置密封限位板和空压机,解决了手提式灭火器封头焊接工装往往只能够对手提式灭火器筒体和封头进行夹紧固定,其无法检测焊接点是否存在错漏焊,工作人员需要在发现错漏焊后再次将手提式灭火器放置于焊接工装上进行补焊,降低生产效率的问题,在对手提式灭火器筒体和封头之间进行夹紧固定时,通气管能够插接于手提式灭火器筒体内侧,在焊接完成后,连接气缸带动连接管插接于通气管内侧,能够使空压机将高压空气注入手提式灭火器筒体内,并通过气压传感器对手提式灭火器筒体内的气压进行监测,当由于手提式灭火器筒体和封头之间存在错漏焊导致气压传感器监测的气压快速下降时,工作人员能够及时对手提式灭火器筒体和封头之间进行补焊,提高生产效率,降低工作人员的劳动强度。
- 还没有人留言评论。精彩留言会获得点赞!