用于制造挤压板的挤压模具和方法与流程
本发明涉及一种包括挤压表面的挤压模具和一种用于制造挤压模具的方法。
背景技术:
1、例如挤压板、环形带或压花辊形式的挤压模具尤其是在木材加工行业中使用,以便例如制造家具、层压板或嵌板,亦即一般地制造工件。所述工件利用挤压模具的挤压表面压制,从而所述工件获得对应于挤压表面的表面。
2、wo 2009/062488 a2公开一种用于加工压印工具的结构化的挤压表面的方法。所述表面全面式地设有第一铬层,在所述第一铬层上在预先确定的区域中设置至少另一个铬层。所述两个铬层的光泽度不同。借助挤压表面可以制造具有结构化的表面的作为材料板构成的工件,所述表面具有不同的光泽度。基于铬层的使用,该挤压模具的制造相对地对环境有害。
3、us 6,190,514 b1公开一种用于制造平的挤压表面的方法,以便由以树脂浸渍的纸制造装饰的层压板。为此在平的挤压表面上产生希望的成品表面,从所述平的表面去除污染物并且将所述平的表面以二硼化铪、二硼化钼、二硼化钽、二硼化钛、二硼化钨、二硼化钒、二硼化锆或这些材料的混合物在面磁控溅射涂敷系统中涂敷到至少2000hv的维氏硬度,其方式为通过平的表面和面磁控溅射涂敷系统的溅射头相对于彼此的运动以如下扫描速度实施,所述扫描速度足够在平的挤压表面中产生27.78℃或更小的热梯度。
技术实现思路
1、本发明的任务是,给出具有局部不同的光泽度的挤压表面的挤压模具,其制造相对环保。
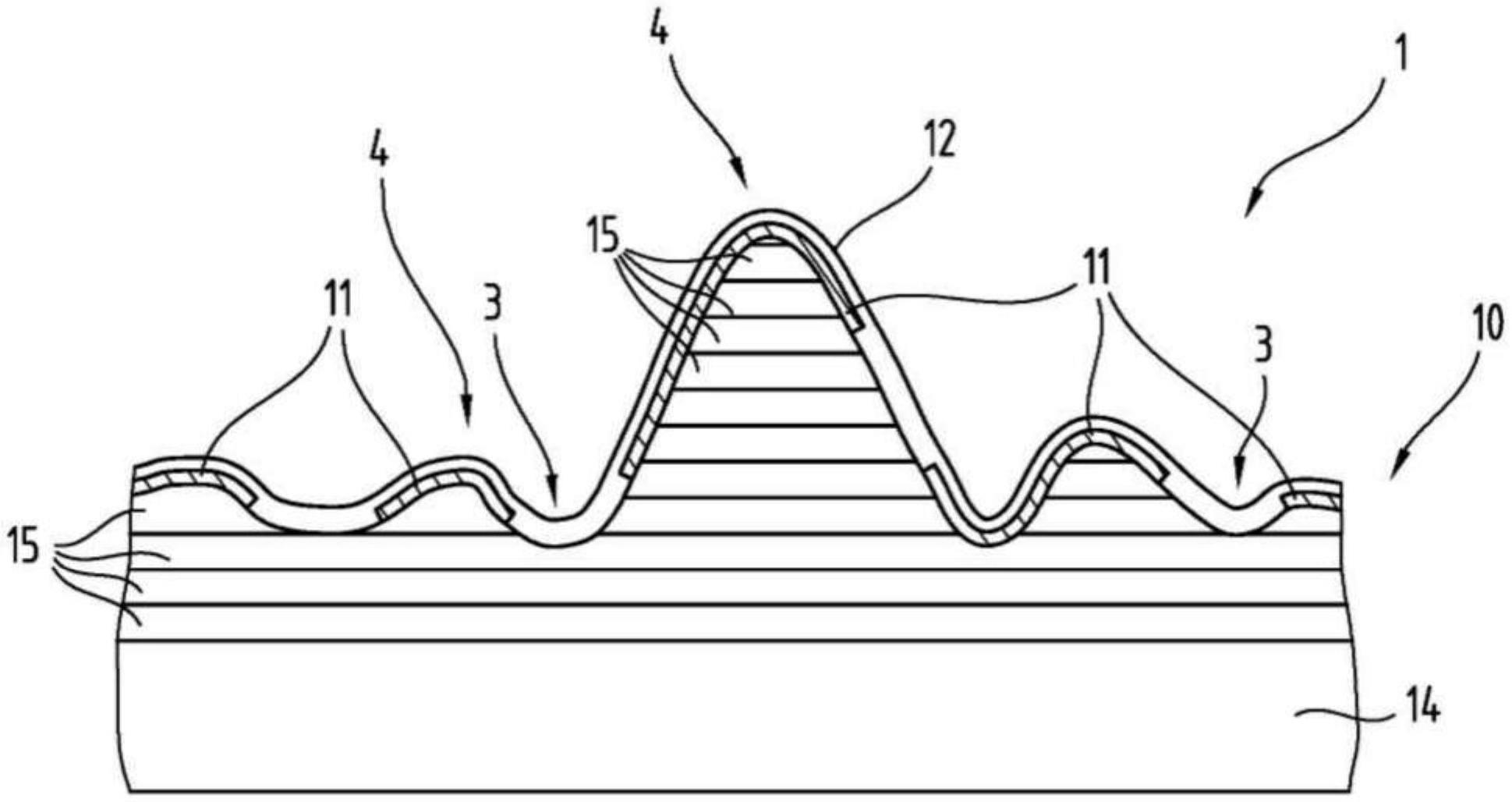
2、本发明的任务通过一种用于制造工件的挤压模具解决,所述挤压模具具有挤压表面、基本结构和至少两个在所述表面上相叠设置的陶瓷层,所述陶瓷层形成挤压表面,在所述陶瓷层中,一个陶瓷层是具有一定光泽度的全面式的陶瓷层,并且另一个陶瓷层是具有另一光泽度的局部的陶瓷层,所述另一光泽度与所述全面式的陶瓷层的光泽度不同。
3、按照本发明的挤压模具例如是环形带或压印辊。优选按照本发明的挤压模具是挤压板。
4、所述挤压表面例如是光滑的,但也可以作为结构化的挤压表面实施。尤其是因此所述挤压表面可以具有由突起和凹部构成的结构,并且所述基本结构可以具有对应于所述挤压表面的结构的结构化的表面。
5、本发明的另一方面是一种用于制造按照本发明的挤压模具的方法,所述方法具有下面的方法步骤:
6、-提供所述基本结构,
7、-将所述陶瓷层的一个陶瓷层涂敷到所述基本结构的所述表面上,并且
8、-将所述陶瓷层的另一个陶瓷层涂敷到在所述结构化的表面上涂敷的陶瓷层上,其中,所述两个陶瓷层的光泽度不同。
9、按照本发明的挤压模具因而具有基本结构,所述基本结构按照一种变型具有对应于必要时作为结构化的挤压表面构成的挤压表面的结构化的表面。所述基本结构例如具有多个相叠设置的局部的金属层,所述金属层形成所述基本结构的表面,如例如由在引言中所述wo 2009/062488a2已知的。
10、然而为了获得相对硬的挤压表面,按照本发明该表面不设有铬层,而是设有陶瓷层。陶瓷可以同样相对硬地实施并且可以例如具有至少2000hv的维氏硬度。陶瓷层的合适的陶瓷材料例如是二硼化铪、二硼化钼、二硼化钽、二硼化钛、二硼化钨、二硼化钒、二硼化锆或这些陶瓷材料的混合物。陶瓷层的涂敷或涂层相比于以铬层的涂敷或涂层对环境显著更有利。
11、此外,按照本发明的挤压模具具有至少两个相叠设置的陶瓷层、优选正好两个相叠设置的陶瓷层。所述陶瓷层之一是局部的陶瓷层并且另一个是全面式的陶瓷层。通过按照本发明使所述全面式的陶瓷层的光泽度与所述局部的陶瓷层的光泽度相区分,所述挤压表面在不同的区域中具有不同的光泽度,由此以挤压板制造的工件的表面同样局部地具有对应不同的光泽度。由此可以改善通过以所述挤压表面的压制产生的工件的质量。所述工件例如是材料板、尤其是层压板或嵌板。
12、尤其是也可能的是,将磨损的或损坏的陶瓷层从基本结构相对简单地去除,以便为所述基本结构重新设有陶瓷层。由此产生磨损的或损坏的挤压模具的相对低成本的修理。
13、例如可以借助面磁控溅射涂敷系统进行陶瓷层的涂敷。
14、所述两个陶瓷层的厚度优选处于1μm和2μm之间的范围中。
15、为了获得所述全面式的和局部的陶瓷层的不同的光泽度,优选所述全面式的陶瓷层的厚度与所述局部的陶瓷层的厚度不同。即可能的是,通过其厚度来调节对应的陶瓷层的光泽度。在该情况中,所述两个陶瓷层优选由相同的陶瓷材料制成,所述陶瓷材料可以正面地影响按照本发明的挤压模具的制造成本。所述陶瓷层的需要的厚度可以在制造挤压板时例如通过对面磁控溅射涂敷系统的合适的操控来进行。
16、两个陶瓷层的光泽度也可以通过使用用于局部的和全面式的陶瓷层的不同的陶瓷材料来调节。因此根据按照本发明的挤压板的一种变型,两个陶瓷层的陶瓷材料可以不同,以便获得所述全面式的和局部的陶瓷层的不同的光泽度。在该情况中,尤其是所述全面式的陶瓷层的厚度与所述局部的陶瓷层的厚度相同。
17、优选所述局部的陶瓷层设置在所述全面式的陶瓷层和所述基本结构的表面之间。按照本发明的挤压板的该实施形式例如可以如下制造:
18、-将局部的掩模涂敷到所述基本结构的所述表面上,
19、-在未被所述掩模遮盖的区域中,将陶瓷层涂敷在设有所述掩模的表面上,
20、-去除所述掩模,从而在所述结构化的表面上设置所述局部的陶瓷层,并且
21、-将所述全面式的陶瓷层涂敷到所述局部的陶瓷层上。
22、但例如也可以通过对面磁控溅射涂敷系统的合适的操控制造所述局部的陶瓷层。
23、因为按照挤压模具的该变型,所述全面式的陶瓷层涂敷在局部的陶瓷层上,所以可以以相对简单的方式制造相对光滑的挤压表面。然而在该情况中必须这样设置全面式的陶瓷层,使得其不完全覆盖处于其下的局部的陶瓷层的光泽度。尤其是在该情况中所述全面式的陶瓷层薄于所述局部的陶瓷层,即所述全面式的陶瓷层的厚度小于所述局部的陶瓷层的厚度。
24、但按照本发明的挤压模具也可以这样设计,使得所述全面式的陶瓷层设置在所述局部的陶瓷层和所述基本结构的所述结构化的表面之间,即所述局部的陶瓷层涂敷在所述全面式的陶瓷层上方。按照本发明的挤压模具的该实施形式例如可以如下制造:
25、-将所述全面式的陶瓷层涂敷到所述基本结构的所述表面上,
26、-将局部的掩模涂敷到所述全面式的陶瓷层上,
27、-在未被所述掩模遮盖的区域中,将陶瓷层涂敷在设有所述掩模的全面式的陶瓷层上,
28、-去除所述掩模,从而在所述全面式的陶瓷层上设置所述局部的陶瓷层。
29、但例如也可以通过对所述面磁控溅射涂敷系统的合适的操控来制造所述局部的陶瓷层。
30、也可以通过对应的经涂敷的陶瓷层的后处理实现所述局部的和全面式的陶瓷层的光泽度,以便获得对应的陶瓷层的预定的光泽度。后处理例如可以包括对应的陶瓷层的抛光或激光处理。
31、根据按照本发明的挤压模具的一种实施形式,所述基本结构的表面可以在不同的区域中具有不同的光泽度,所述光泽度尤其是不同于所述全面式的和局部的陶瓷层的光泽度。所述基本结构的表面的不同的光泽度的调节例如可以借助激光实现或在基本结构由多个相叠设置的层构成的情况下由wo 2009/062488 a2已知。
- 还没有人留言评论。精彩留言会获得点赞!