用于制造金属纤维、尤其是钢纤维的方法与流程
本发明涉及一种用于由带状扁平材料制造金属纤维、尤其是经调质或未经调质的钢纤维的方法,其中,金属纤维具有基本上矩形的横截面,并且其中至少一个较宽的纤维侧面、优选两个较宽的纤维侧面分别配设有至少一个在纤维纵向方向上延伸的v形锚定槽,其中,为了形成金属纤维,金属带材在纵向方向上优选在两个金属带材面上配设有断裂槽,由此在断裂槽的槽底部形成分离接片,在以后的分离中,必要时也在使分离接片弯曲变形的辗压过程之后,分离接片形成少毛刺且自然断裂(bruchrauh)的分离面。本发明还涉及用于执行该方法的设备以及根据该方法制成的金属纤维,尤其是钢纤维。
背景技术:
1、这种类型的金属纤维尤其是在de 10 2017 006 298 a1中已经被描述。这种金属纤维被当作混凝土中的添加物,并且其任务是补偿在混凝土构件中出现且导致拉伸载荷减少的裂缝,即其本身吸收拉伸载荷,并且以这种方式(形象地说)缝合了裂缝。为了实现这一目标,需要将尽可能多的金属纤维尽可能均匀地分布在构件中。为此,金属纤维应该很薄,从而实现每单位重量有大量纤维,并且由此在统计学上实现了高均质性。这里重要的是,金属纤维应该尽可能没有突出超过其表面的凸起或没有突出超过其表面的大凸起,例如纤维端部处的钩等,这些可能导致金属纤维在混凝土中“结块”,进而可能引起将导致不均质分布的形成“刺猬”。另一方面,当要使金属纤维在拉伸载荷下达到效果,锚定部以及所用原料的强度共同地对拉伸载荷起着决定性作用。
2、为了满足建筑行业规定的性能规范,一方面需要在金属纤维的设计方面进行协调,另一方面需要在所使用的纤维原料的强度和伸长率方面进行协调。在本发明的任务范围内,能够使用尽可能最简单、成本低廉的生产技术是特别重要的。
技术实现思路
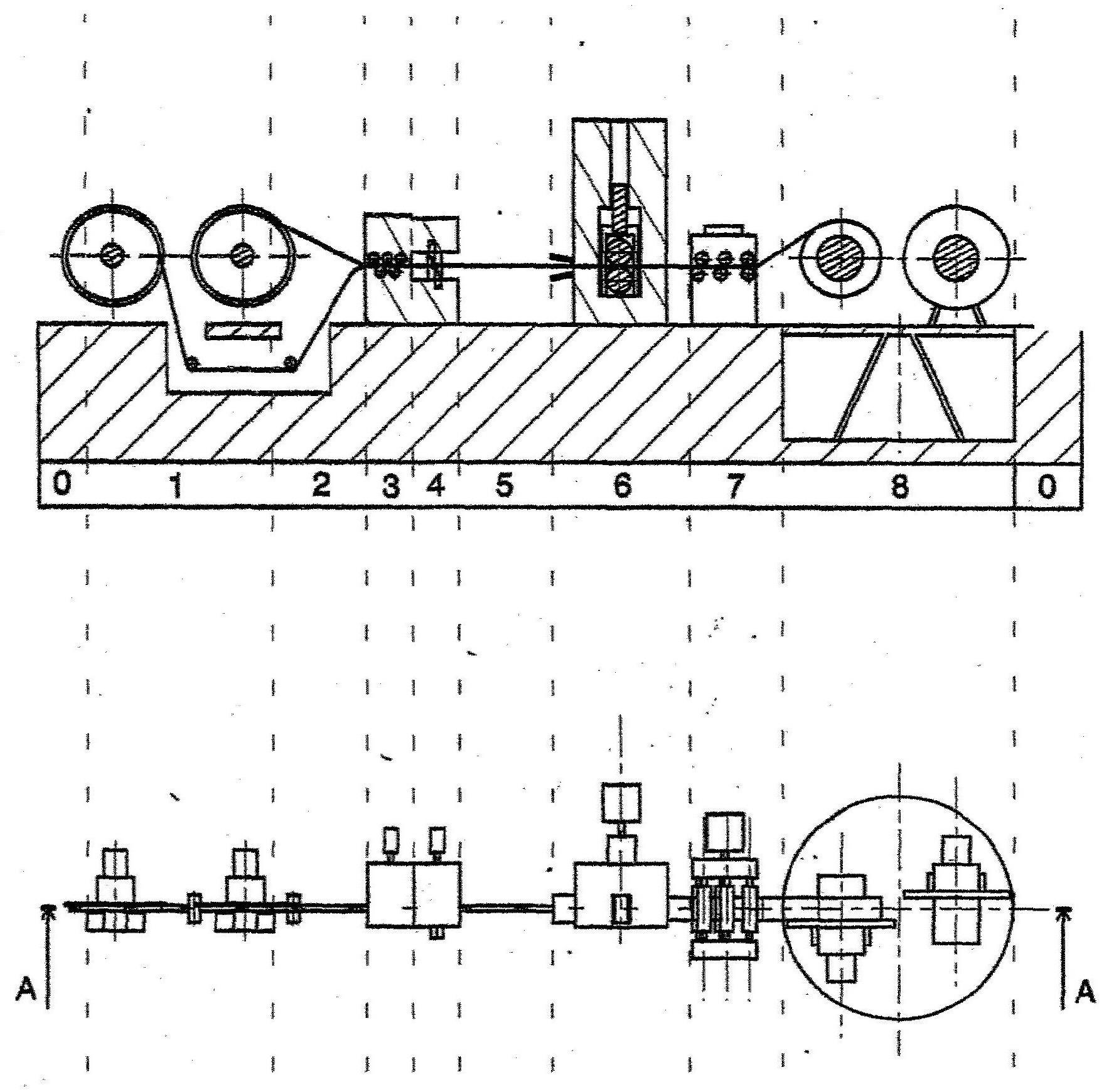
1、在方法方面,该任务根据本发明通过如下方式来解决,即,首先使用适应金属纤维在以后的使用中所需强度的原料作为金属带材,其中,在第一生产线中将金属带材以卷材的形式从受驱动且受控的开卷机(1)向矫直和运输单元(3)输送,该矫直和运输单元配设有能够实现单向离合的超越离合器,并且具有下游的、至少成形出带材起始端的剪头机(4),随后将金属带材向由上辊和下辊组成的、被构造为轧制工具的造型辊(6)输送,该造型辊不仅用于引入在上侧和下侧上轴向彼此错开布置的锚定槽而且用于引入断裂槽,其中,两个辊能够配设有用于形成锚定槽或断裂槽中的锚定面和/或锚定部的中断部,中断部在金属带材上形成锚定线,为此辊在其同步特性方面是能精准调设的,用以使锚定线相对于上辊和下辊精确定位,并且辊附加地配备有使两个辊相互间稳定且能调设的轴向引导部,并且随后将金属带材按需行进穿过组合式刻印和矫直单元(7),该刻印和矫直单元用于利用一个或多个刻印辊对进行加深开槽、刻印或对在断裂槽中的锚定部进行整平,并且最后,由收卷装置(8)将金属带材再次卷绕成卷材或者在相应的生产线中继续引导金属带材。
2、通过本发明所实现的进步尤其在于,能够为金属纤维的改型过程(即,尤其是造型轧制)提供适合的原料,由此对于锚定槽来说弯曲改型力较低进而轧制力较小而能够使用较小的辊。金属带材能够选择为相对薄的,使得在金属纤维股之间的断裂槽的接片能够实施得非常小,并且简化了以后的分离。在金属带材的上侧和下侧上布置其中设置有内锚定部的锚定槽,使得通过它们的引导功能相互错开而能够实现将轴向力保持在更容易控制的限度内,从而明显降低了机械上的耗费。最后,所描述的开槽、调质和分离的制造过程能够实现非常节省空间地存储金属纤维带材,这是因为分离成金属纤维将能够按需在以后的时刻执行,而将金属纤维装入容器中,例如一个大袋子中明显占据了更多的空间并且以后将它们分段用来添加到混凝土中将是麻烦的并且通常需要专门设立的设备。
3、在本发明的范围内,特别有可能性还在于,使金属带材在可选的刻印和矫直单元中在刻印辊对之后行进穿过可选的多个辗压站,并且之后对存在于锚定槽中的、垂直于金属带材的行进方向在锚定线上布置的锚定部进行光学检测,并且由此控制纵向切分剪,纵向切分剪在必要时执行对在断裂槽区域中的锚定部的金属纤维股的预分离,然后纵向切分辊基本上在锚定区域中分离金属带材的经预分离的纤维,其中,由下游的牵拉辊拉动经造型的金属带材通过分离辊,并且该牵拉辊仍需要辅助性的、受调节的自身的驱动器,其中,在收卷装置之前可选地设置有具有剪头机的矫直单元和用于在收卷之前预弯曲经造型的金属带材的另外的矫直单元。然而,代替收卷还能够直接生产纤维,尤其是当不设置调质处理时。由于分离接片相对薄,使得即使在金属带材已实现调质过程之后,也能够实现借助拖曳的且可能配设有辅助性的驱动器的分离辊的特别简单且无故障的纵向分离。
4、在这些方法步骤之后,依赖于所使用的初始材料或期望的最终产品的特性,能够对经造型的金属带材进行常规且惯用的调质过程,因此这里不再详细描述。
5、本发明进一步设置的是,在替选的第二生产线中,在可选的刻印单元和预分离之后,由受驱动且受调节的开卷机将经造型且必要时经调质的金属带材展开,并且向也配备有超越离合器的用于矫直和拉入带材起始端的矫直机构输送该金属带材,其中,带材起始端通过下游的剪头机配设出干净、平坦的切口,然后在行进经过平坦的、窄的带材引导部之后对存在于锚定槽中的、垂直于金属带材的行进方向在锚定线上布置的锚定部进行光学检测,光学检测用于以后控制横向切分剪,并且在行进经过另一平坦的、窄的带材引导部之后,在被拖曳的或配设有辅助性的驱动器的纵向切分辊中实现了金属纤维彼此完全分离,其中,为此,以牵拉辊的大拉伸载荷拉动分离的金属纤维通过窄的引导部,并且继续以纵向已分离但仍紧挨引导的方式被推动到横向切分剪中并且最后经截长地向用于分段的金属纤维的收集容器输送。
6、为了执行上述方法,在其中金属纤维、尤其是钢纤维由带状扁平材料制成,其中,金属纤维具有基本上矩形的横截面,并且其中至少一个较宽的纤维侧面、优选两个较宽的纤维侧面分别配设有至少一个在纤维纵向方向上延伸的v形锚定槽,其中,为了形成金属纤维,金属带材在纵向方向上优选在两个金属带材面上配设有断裂槽,由此在断裂槽的槽底部形成分离接片,在以后的分离中,必要时也在使分离接片弯曲变形的辗压过程之后,分离接片形成少毛刺且自然断裂的分离面,在设备方面本发明提出的是,在第一生产线中设置有用于卷材形式的金属带材的受驱动且受控的开卷机,此外设置有用于金属带材的矫直和运输单元,该矫直和运输单元配设有能够实现单向离合的超越离合器,此外设置有下游的、用于至少成形出带材起始端的剪头机,此外设置有由上辊和下辊组成的、被构造为轧制工具的造型辊,该造型辊用于将锚定槽以及断裂槽引入到金属带材中,其中,两个辊的同步特性以及它们相互间的轴向引导是能精准调设的,此外必要时配设有具有一个或多个刻印辊对的组合式刻印和矫直单元,以用于开槽、刻印,或者如果需要也用于对金属带材中的断裂槽中的锚定部进行整平,并且最后配设有用于将金属带材重新卷绕成卷材的收卷装置。
7、在此,有利且因此在本发明的范围内优选的是,在刻印辊对之后按需设置有多个用于金属带材的辗压站,还设置有用于存在于锚定槽中的、垂直于金属带材的行进方向在锚定线上布置的锚定部的光学检测单元,通过该光学检测单元控制纵向切分辊,该纵向切分辊能够实现在断裂槽区域中对金属纤维股的锚定部进行预分离,其中,为了向前推进经造型的金属带材设置有下游的牵拉辊,并且在收卷装置之前可选地布置有具有剪头机的矫直单元,矫直单元用于在收卷之前预弯曲经造型的金属带材,其中,代替收卷地,也能够设置有根据第二生产线的用于纵向切分和横向切分所需的单元。
8、为了执行第二生产线有利的是,为了对经造型的和/或可选经调质的金属带材进行开卷,又设置有受驱动且和受调节的开卷机以及同样配备有超越离合器的用于矫直和拉入带材起始端的矫直机构,还设置有用于在带材起始端施加干净、平坦的切口的剪头机,还设置有用于获知存在于锚定槽和断裂槽中的、垂直于金属带材的行进方向在锚定线上布置的锚定部的光学检测装置,其中,为了引导金属带材在光学检测装置之前和之后设置有用于彼此部分分离的金属带材的平坦的、窄的带材引导部,还设置有被拖曳的或可选在驱动侧进行辅助的用于使金属纤维股彼此完全分离的纵向切分辊,以及牵拉辊,其中,为纵向已分离的金属带材股设置有窄的引导部,其通向由光学检测装置控制的将金属带材截长的横向切分剪。纤维被向收集容器输送。
9、已被证明有利的是,刻印和矫直单元配设有多个、优选两个刻印辊对。
10、最后,本发明涉及一种金属纤维,尤其是钢纤维,其由带状扁平材料形成,其中,金属纤维具有基本上矩形的横截面,并且其中至少一个较宽的纤维侧面、优选两个较宽的纤维侧面都配设有至少一个在纤维纵向方向上延伸的v形锚定槽,其中,金属纤维由在纵向方向上优选在两个金属带材面上配设有断裂槽的金属带材形成,该断裂槽的槽底部形成分离接片,在以后的分离中,必要时也在使分离接片弯曲变形的辗压过程之后,分离接片形成少毛刺且自然断裂的分离面,其中,所使用的金属带材由适应金属纤维在以后的使用中所需强度的原料构成,其中,另外地,在上侧和下侧上轴向彼此错开布置的锚定槽以及断裂槽通过由上辊和下辊组成的、被构造为轧制工具的造型辊引入,造型辊的两个具有精确同步特性的辊能够配设有中断部,中断部用于在锚定槽或断裂槽中形成锚定面和/或锚定部,其中,断裂槽能够由刻印和矫直单元的刻印辊对进行加深开槽、刻印,或者能够对在断裂槽中的锚定部进行整平。
- 还没有人留言评论。精彩留言会获得点赞!