用于金属切削的螺纹切削刀具的制作方法
本发明涉及一种用于金属切削的螺纹切削钻凿刀具。
背景技术:
1、包括协作元件的金属部件被用于许多不同的领域,该协作元件的形式为一个元件具有内螺纹,并且一个元件具有外螺纹,诸如:例如螺纹连接。因此,已经研制了多种不同的用于为金属工件提供内螺纹的切削刀具,特别是螺纹切削丝锥。这种丝锥通常设有沿着伸长主体的旋转轴线形成螺旋的螺纹。螺纹被在轴向上延伸的容屑槽中断,使得螺旋螺纹具有在与各容屑槽的各相交部处的多个切削刃。沿着中断的螺旋螺纹的接连的切削刃通常径向向外延伸得越多,则它们被定位得就越在轴向上向后。
2、一种已知的为金属工件提供内螺纹的工艺是首先用常规的钻凿刀具在工件中进行预钻孔。此后,螺纹切削丝锥被插入到预钻出来的孔中。螺纹切削丝锥然后被旋转并在轴向上向前推动,其中切削刃从预钻出来的孔的内表面移除材料。因此,沿着中断的螺旋螺纹的接连的齿越来越深地切入内表面,从而逐渐切削出内螺纹。
3、现有技术的螺纹切削丝锥的一个问题是,对于某些应用,所生产出来的内螺纹的螺纹侧面的表面光洁度可能不够。例如,当螺纹受到动态力时,粗糙表面可能导致裂纹的形成。
技术实现思路
1、本发明的目的是减轻现有技术的缺点并提供一种用于金属切削的螺纹切削钻凿刀具,该螺纹切削钻凿刀具提高了用其切削出来的螺纹侧面的表面光洁度。根据本发明,该目的通过根据权利要求1所述的螺纹切削钻凿刀具来实现。
2、本发明涉及一种用于金属切削的螺纹切削钻凿刀具,该螺纹切削钻凿刀具包括伸长的主体,该伸长的主体:
3、-具有前端、后端和从前端延伸到后端的中心纵向轴线,
4、-被构造成可围绕中心纵向轴线在旋转方向上旋转,并且
5、-包括从前端沿轴向向后延伸的切削区段,
6、其中切削区段包括:
7、-在轴向上延伸的容屑槽,
8、-在轴向上延伸的刃带,其在旋转方向上连接到容屑槽并尾随容屑槽,
9、-在轴向上间隔开的多个齿,其中所述多个齿中的每个齿从容屑槽延伸跨过刃带,并且包括:
10、-轴向向前面向的前侧齿侧面和轴向向后面向的后侧齿侧面中的至少一个齿侧面,
11、-径向向外面向的齿顶,该齿顶连接到前侧齿侧面和后侧齿侧面中的所述至少一个齿侧面中的每一个齿侧面,以及
12、-至少一个切削刃,
13、其中:
14、-所述多个齿的所述切削刃包括一组齿顶切削刃,其中每个齿顶切削刃由所述多个齿中的一个相应的齿的所述齿顶与容屑槽的相交部而形成,
15、-所述多个齿的所述切削刃包括一组前精加工刃,其中每个前精加工刃由所述多个齿中的一个相应的齿的所述前侧齿侧面与容屑槽的相交部而形成,
16、-所述多个齿的所述切削刃包括一组后精加工刃,其中每个后精加工刃由所述多个齿中的一个相应的齿的所述后侧齿侧面与容屑槽的相交部而形成,并且
17、-所述多个齿中的最前面的齿包括第一单个切削刃,其中第一单个切削刃是该组齿顶切削刃中的齿顶切削刃中的一个齿顶切削刃。
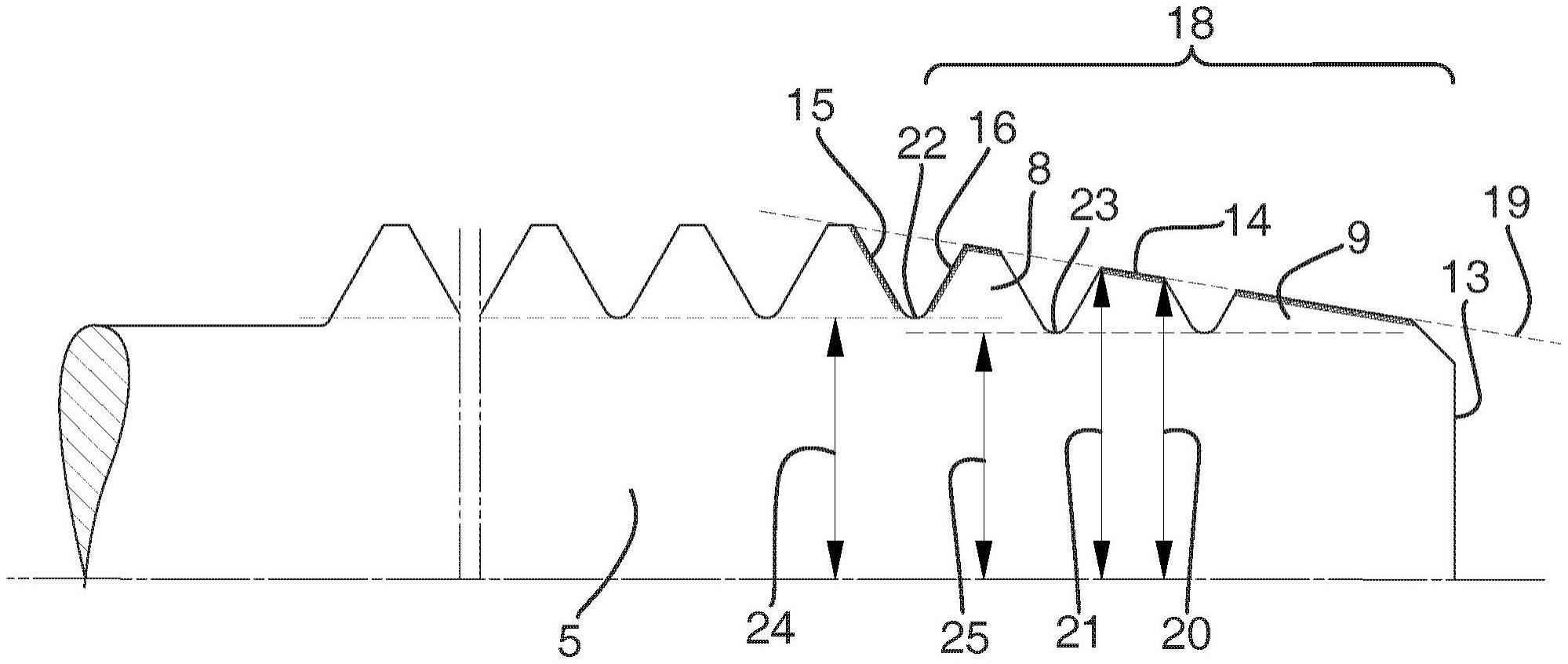
18、因此,本发明的创造性螺纹切削钻凿刀具包括至少一个刃带,该刃带包括一组切削刃和两组精加工刃。该组切削刃包括齿顶切削刃,在操作期间,这些齿顶切削刃在工件中径向向内切削材料。由此,在工件中形成螺纹凹槽,例如螺旋螺纹凹槽,并且留在螺旋螺纹凹槽的螺旋圈之间的材料形成内螺纹。螺纹凹槽在每个轴向侧上由正被切削的螺纹的一个相应接连的螺旋圈的一个螺纹侧面界定。
19、所述多个齿中的最前面的齿包括单个切削刃,该切削刃是齿顶切削刃中的一个齿顶切削刃。
20、两组精加工刃包括一组前精加工刃和一组后精加工刃。在操作期间,每个前精加工刃作用在正被切削的螺纹的轴向向后面向的螺纹侧面上,并且每个后精加工刃作用在正被切削的螺纹的轴向向前面向的螺纹侧面上。由于最前面的齿包括一个齿顶切削刃,而没有前精加工刃和后精加工刃,所以前精加工刃和后精加工刃中的每一个精加工刃都位于最前面的齿上的至少齿顶切削刃的轴向后方。因此,在操作期间,前精加工刃和后精加工刃在旋转方向上跟随在至少一个齿顶切削刃之后。因此,前精加工刃和后精加工刃通过至少一个齿顶切削刃使留在螺纹侧面上的任何粗糙表面变得平滑。因此,改善了工件中产生的内螺纹的螺纹侧面的表面光洁度。
21、根据本发明的螺纹切削钻凿刀具适合于通过从工件中的内表面移除材料来在金属工件中切削出内螺纹,并且构成例如内螺纹切削丝锥。此外,本螺纹切削钻凿刀具适合于在工件中的预钻出来的孔中操作,其中螺纹切削钻凿刀具的外径大于预钻出来的孔的内径。
22、螺纹切削钻凿刀具包括伸长的主体,该主体具有前端、后端和从前端延伸到后端的中心纵向轴线。螺纹切削钻凿刀具被构造成可围绕中心纵向轴线在旋转方向上旋转。在使用过程中,旋转轴线优选地是工件中的预钻出来的孔的中心轴线。当操作时,螺纹切削钻凿刀具优选地是围绕相同的中心纵向轴线旋转,并沿着相同的中心纵向轴线向前推进。优选地是,工件是金属的,例如iso p材料。工件例如可以是通过具有外螺纹的紧固件(例如拧入工件螺纹孔中的螺钉)而将附接到另一个部件的部件。
23、螺纹切削钻凿刀具在前端处具有切削区段。优选地是,切削区段是伸长的主体的轴向长度部分。根据一个实施例,螺纹切削钻凿刀具包括另外的区段,例如在后端处的用于提供安装接口的联接区段。可选地是,安装接口被设计用以联接到可旋转机器主轴或联接到可旋转机器主轴的适配器。优选地是,联接区段是与主体成一体的轴。
24、切削区段包括在轴向上延伸的容屑槽和在轴向上延伸的刃带。刃带在旋转方向上尾随容屑槽。刃带和容屑槽都具有旋转方向上的前缘和旋转方向上的后缘,其中优选地是,容屑槽的后缘是刃带的前缘。
25、可选地是,容屑槽平行于中心纵向轴线布置,相对于中心旋转轴线倾斜布置,或者在主体的切削区段的外围径向面向的表面中沿着曲线(例如螺旋)布置。平行于中心纵向轴线的容屑槽,也称为轴向上直的容屑槽,有利于将切屑破碎成更小的碎片。倾斜的或螺旋形的容屑槽有利于沿着刀具向后输送切屑。
26、切削区段还包括多个齿。所述多个齿中的每个齿从容屑槽延伸并延伸跨过刃带。因此,优选地是,每个齿在旋转方向上尾随容屑槽,并且在旋转方向上在容屑槽的后缘/刃带的前缘之后延伸,可选地是一直延伸到刃带的尾端。
27、根据一个实施例,螺纹切削刀具包括至少两个所述容屑槽和至少两个所述刃带,例如两个、三个、四个或五个。所述至少两个刃带中的每一个刃带都由旋转方向上前导的容屑槽和旋转方向上尾随的容屑槽界定。优选地是,所述多个齿中的每一个从前导的容屑槽的后缘延伸到尾随的容屑槽的前缘。优选地是,所有的所述至少两个刃带的所述多个齿在旋转方向上对齐,以形成被容屑槽中断的螺旋。可替代地是,所述多个齿形成几个平行螺旋,例如两个或三个平行螺旋,每个螺旋被容屑槽中断。由于每圈有几个齿,所以每个切削刃可以以较小的切削深度切削。另一个优点是,切削载荷更均匀地围绕螺纹切削钻凿刀具分布,使得刀具更好地平衡。
28、优选地是,所述多个齿在轴向方向上被凹槽分开,换句话说是凹谷,所述凹槽与齿平行地延伸跨过刃带。每个齿包括齿顶,以及轴向向前面向的前侧齿侧面和轴向向后面向的后侧齿侧面中的至少一个齿侧面。可选地是,所有齿都具有前侧齿侧面和后侧齿侧面。可替代地是,最前面的齿具有在前端处终止的齿顶,从而缺少前侧齿侧面,并且/或者,最后面的齿具有在后端处终止的齿顶,从而缺少后侧齿侧面。
29、此外,每个齿包括至少一个切削刃。所述多个齿中的至少一个齿具有齿顶切削刃形式的切削刃。每个齿顶切削刃由相应齿的齿顶与容屑槽的相交部而形成。所述多个齿中的至少一个齿具有前精加工刃形式的切削刃。每个前精加工刃由相应齿的前侧齿侧面与容屑槽的相交部而形成。所述多个齿中的至少一个齿具有后精加工刃形式的切削刃。每个后精加工刃由相应齿的后侧齿侧面与容屑槽的相交部而形成。
30、每个切削刃被布置为使得当螺纹切削钻凿刀具在操作期间旋转并沿轴向前进时,每个切削刃接触工件并从工件上移除材料。可选地是,螺纹切削钻凿刀具包括由齿侧面或齿顶与容屑槽的相交部而形成的其它边缘,这些边缘不构成切削刃。这些边缘例如可以相对于在旋转方向上位于其前方的切削刃退后设置。
31、优选地是,从切削刃到中心旋转轴线的径向距离从一个齿到下一个齿轴向向后增加。在具有至少两个刃带并且其中所有的刃带的所述多个齿在旋转方向上对齐以形成螺旋的实施例中,优选地是,从切削刃到中心旋转轴线的径向距离从一个齿到下一个齿沿着由所述多个齿形成的螺旋轴向向后的增加,其中下一个齿定位在沿旋转方向跟随在后面的刃带上。
32、根据实施例,螺纹切削钻凿刀具被构造用于径向切削深度。根据该实施例,每个齿顶切削刃的径向向内延伸最多为径向切削深度。切削深度对应于被切削的切屑的厚度。因此,齿顶切削刃优选地是在角部区域/边缘区域上延伸并且沿着齿侧面向内延伸对应于径向切削深度的较小距离。
33、可选地是,每个齿顶切削刃是倾斜的,使得从齿顶切削刃到中心旋转轴线的径向距离沿着每个齿顶切削刃在轴向上向后增加。根据实施例,切削区段在前端处包括斜切面,该斜切面包括多个齿中的锥形渐缩齿。优选地是,斜切面的每个齿基于与斜切面的所有其它齿相同的主轮廓设计,或者换句话说,基于与斜切面的所有其它齿相同的主纵向横截面设计。主轮廓的径向外部部分被切掉,以便为斜切面的每个齿产生特定的单独轮廓。因此,获得了向前倾斜的齿顶。由这种倾斜齿顶与容屑槽的相交部形成的齿顶切削刃可以形成倾斜的齿顶切削刃。有利地是,当螺纹切削钻凿刀具进入工件时,倾斜的齿顶切削刃减小切削载荷。另一个优点是,切削力更均匀地分布在切削刃上。
34、优选地是,该组齿顶切削刃包括最多5个齿顶切削刃,优选最多3个齿顶切削刃。该实施例有利于在短孔(尤其是盲孔)中切削螺纹。
35、根据实施例,螺纹切削钻凿刀具的切削区段包括所述多个齿中的2-5个齿,每个齿具有最多5个齿顶切削刃中的一个齿顶切削刃。优选地是,最多5个齿顶切削刃中的每一个齿顶切削刃都包含在斜切面中,并且最多5个齿顶切削刃中的每一个齿顶切削刃都是如上所述的倾斜的齿顶切削刃。优选地是,最多5个齿顶切削刃中的每个倾斜的齿顶切削刃具有相同的倾斜度。优选地是,斜切面的每个齿顶切削刃沿着公共轴线延伸,该公共轴线相对于中心纵向轴线倾斜。因此,每个齿顶切削刃被设计成切削相同厚度的切屑,使得切削力在齿顶切削刃之间均匀分布。
36、根据实施例,该组前精加工刃和该组后精加工刃位于该组齿顶切削刃的轴向后方。因此,精加工刃跟随在所有的齿顶切削刃之后。其优点在于,分别已经被后精加工刃和前精加工刃平滑化的、待切削的螺纹的螺纹前侧面和螺纹后侧面将不会受到径向切削的齿顶切削刃的后续走刀的负面影响。代替地是,螺纹后侧面和螺纹前侧面的最终精加工由精加工刃提供。根据实施例,最前面的后精加工刃与最后面的齿顶切削刃位于同一齿上。可替代地是,每个齿顶切削刃是单个切削刃。可替代地是,精加工刃中的最前面的精加工刃是前精加工刃,该前精加工刃定位在该组斜切面齿的直接轴向后面的齿上。
37、可选地是,该组前精加工刃包括单个前精加工刃,并且该组后精加工刃包括单个后精加工刃。在包括至少两个所述容屑槽和至少两个所述刃带的实施例中,可选地是,只有其中一个刃带的所述多个齿具有带有单个前精加工刃的一个齿和带有单个后精加工刃的一个齿,其中其它刃带的所有的齿都没有前精加工刃以及后精加工刃。在包括至少两个所述容屑槽和至少两个所述刃带的其它实施例中,可选地是,所有刃带中的所述多个齿包括具有单个前精加工刃的一个齿和具有单个后精加工刃的一个齿。
38、通常,具有任何一组中的单个切削刃的所有的齿都缺少任何其它组中的切削刃。例如,具有单个前切削刃的齿既没有后精加工刃,也没有前精加工刃。
39、优选地是,每个前精加工刃和每个后精加工刃被构造成用于最大径向切削深度的15-70%、优选地为15-50%、更优选地为30-35%的最大精加工切削深度。因此,确保了精加工刃切削得足够深,以使由它们前面的齿顶切削刃切削出来的表面变得平滑,同时不会引入太多的额外扭矩。精加工刃切削出小而薄的切屑,并且可以产生类似于磨削表面的表面光洁度。
40、根据实施例,在轴向上在所述多个齿中的每两个轴向接连的齿之间,齿根表面将每两个轴向接连的齿中的轴向向前的齿的后侧齿侧面与每两个轴向接连的齿中的轴向向后的齿的前侧齿侧面连接。由第一齿根表面连接的后侧齿侧面和前侧齿侧面中的至少一个齿侧面包括该组后精加工刃中的一个后精加工刃或该组前精加工刃中的一个前精加工刃。因此,第一齿根表面在与容屑槽的相交部处由一个后精加工刃界定或由一个前精加工刃界定或由两者界定。关于第二齿根表面,后侧齿侧面缺少该组后精加工刃中的一个后精加工刃,并且前侧齿侧面缺少该组前精加工刃中的一个前精加工刃。因此,第二齿根表面位于没有精加工刃的齿侧面之间。
41、根据实施例,每个第一齿根表面的齿根径向距离大于每个第二齿根表面的齿根径向距离。该实施例提供了一种有利于螺纹切削钻凿刀具生产的设计。由于前精加工刃和后精加工刃位于两个接连的齿之间的凹槽的齿根表面的任一侧上,所以两个精加工刃可以由同一个砂轮磨削。此外,具有第一齿根表面和精加工刃的凹槽在轴向方向上比具有第二齿根表面的凹槽稍窄,或者换句话说,在宽度方向上更小。因此,在操作期间,只有具有精加工刃的齿侧面进行切削,而其它齿侧面或者在齿顶切削刃之后或者在齿侧面精加工刃之后避开。因此,具有第一齿根表面的凹槽和具有第二齿根表面的凹槽都可以有利地用相同的砂轮制造出来。当磨削第一齿根表面时,与当磨削第二齿根表面时相比,砂轮前进到刃带中的径向距离较短。
42、优选地是,邻近每个齿顶切削刃,容屑槽包括齿顶前刀面,并且至少每个齿顶前刀面具有小于12°、优选地是小于6°、更优选地为2-4°的齿顶前角。齿顶前角是正的,但是在一些实施例中可以是负的。通常,具有小前角的切削刃构成了坚固的切削刃,与具有大的正前角的切削刃相比,该切削刃能够以更高的切削深度和速度进行切削。就生产率而言,大的切削深度和速度是有利的。具有小前角的切削刃的另一个优点是,切削出来的切屑比用具有大前角的切削刃切削出来的切屑短。当在盲孔中切削内螺纹时,短切屑是有利的,因为它们更容易通过容屑槽排出。然而,与具有大前角的切削刃相比,具有小前角的切削刃倾向于留下更粗糙的表面。因此,本发明的创新性精加工刃对于在齿顶切削刃处具有小前角的螺纹切削钻凿刀具而言尤其有利。
43、根据实施例,容屑槽的一部分、刃带的一部分以及所述多个齿中的至少两个齿的一部分位于可更换的切削刀片上。所述至少两个齿的该部分包括该组齿顶切削刃中的至少一个齿顶切削刃、该组后精加工刃中的至少一个后精加工刃和该组前精加工刃中的至少一个前精加工刃。优选地是,该组齿顶切削刃中的每个齿顶切削刃位于可更换的切削刀片的齿上。因此,切削刃和精加工刃可以被更换,从而当刀刃磨损时,不必丢弃整个螺纹切削钻凿刀具。
44、可选地是,螺纹切削钻凿刀具设有内部冷却剂,诸如:例如沿轴向延伸的中心冷却剂通道,其具有或不具有延伸到位于齿处的出口的径向分支。
- 还没有人留言评论。精彩留言会获得点赞!