一种用于制造板材构件的方法及其设备与流程
本发明涉及一种用于制造板材构件的方法和设备。
背景技术:
1、用于制造尺寸稳定的板材构件的方法和设备在现有技术中已公开,参见例如de10 2007 059 251 al、de 10 2008 037 612 al、de 10 2009 059 197 al、de 10 2013 103612 al、de 10 2013 103
2、751al,其中,制造以至少两个阶段(变型过程)进行。在第一阶段中,将特别是平坦的待成型板变型为预成型件。与最终要生成的板材构件几何形状相比,预成型件具有尽可能均匀分布的材料盈余。该材料盈余将在第二阶段,即所谓的校准中,尤其在板材平面的方向上被镦锻。在此,预成型件的不均匀的应力状态被重新定向,并且由此很大程度地避免板材构件的不期望的、与批次有关的回弹,该回弹尤其在高强度的材料与小的材料厚度组合的情况下出现。
3、文献us2016/0361747 al和de 10 2016 118 419 al公开了进一步的现有技术。
4、在校准具有(焊接)法兰的板材构件时,通常侧面的滑块在校准工具闭合时通过楔形驱动器被引导到校准凸模上,并且在校准过程期间保持在那里。预成型件-法兰的边缘在校准期间支撑在滑块上,由此通过对材料盈余的镦锻实现压应力叠加。在此,在预成型件和滑块之间的接触仅存在于预成型件-法兰的边缘的区域中。对于具有无(焊接)法兰的区段或基本区域的板材构件,仍不存在令人满意的方案。迄今的方案规定,生成基本上相应于最终几何形状的预成型件,其中预成型工具的作用面基本上在校准工具的作用面上定向。
技术实现思路
1、因此,本发明的目的在于,提供一种此类的方法和此类的设备,利用该方法或设备能够制造尺寸稳定的板材构件,该板材构件至少部分地无法兰地构造。
2、该目的通过具有权利要求1的特征的此类的方法来解决。
3、该目的通过具有权利要求8的特征的此类的设备来解决。
4、按照根据本发明的方法的理念所规定,用于制造板材构件的方法包括至少两个步骤:在预成型工具中将板材预成型为板材预成型件,其中,该板材预成型件在其纵向延伸上具有至少一个无法兰区段和至少局部盈余的板材材料;以及在校准工具中将板材预成型件最终成型为板材构件,该校准工具包括至少一个校准凸模和至少一个校准凹模,在该校准工具中,通过校准凸模和校准凹模之间的相对运动,将在板材预成型件中的盈余的板材材料进行镦锻,其中,在最终成型期间,板材预成型件的至少在无法兰区段中存在的边缘与在基本上可水平运动的滑块上存在的滑块肩部接触,被支撑在其上、并且被施加压力,以便特别是被镦锻。
5、已经确定,可以制造尺寸稳定的板材构件,这些板材构件至少部分地无法兰地构造,并且尤其可以以等于或大于0°、尤其是大于2°、优选大于4°、更优选大于6°的边板开角,利用通过滑块被扩展、但仍然是简化的校准工具结构,来校准或最终成型。在借助压应力叠加进行镦锻或校准时,板材预成型件的至少在无法兰区段中存在的边缘可被支撑在基本上可水平于校准凸模运动的滑块的滑块肩部上。在此要注意的是,在校准过程中,在校准工具闭合时,不会导致板材预成型件在校准凸模和校准凹模之间被卡住,这会导致最终成型的板材构件和/或校准工具的损坏。
6、在此,边板开角是这样的角度,即,在工具中产生底切之前,板材构件边板能够以该角度,相对校准工具(压机冲杆)的作用方向,围绕在板材构件的纵向延伸上定向的轴线,在边板和板材构件底部之间的过渡区域中,最大程度地向内旋转。
7、基本上可水平于校准凸模运动的滑块可被理解为,除了以0°送进之外,也可以允许以相对于水平面呈直至+/-45°、尤其直至+/-30°、优选直至+/-15°的角度来送进。
8、在横截面上观察,板材预成型件以及最终的板材构件具有至少一个底部和至少两个突出的边板,该边板分别具有在底部和两个边板之间的过渡部。此外,根据板材预成型件以及最终的板材构件的实施方案,在纵向延伸上存在至少一个无法兰区段。这意味着,局部的区段可以在一侧或两侧无法兰地实施,或者一侧可以完全无法兰地实施和/或可选地另一侧可以仅部分无法兰地构造。特别是,板材预成型件和最终的板材构件可以无法兰地构造。例如可以在边板中的一个边板上并且至少部分地连接一个法兰,其中,因此使板材预成型件以及最终的板材构件至少部分地在边板和法兰之间具有过渡部。优选地,最终的板材构件可以具有带法兰和不带法兰的区段。因此,无法兰区段也可以理解为仅在板材预成型件的一侧,然而其中,根据实施方案,在横截面上观察,板材预成型件也可以在两侧至少局部地不具有法兰。
9、板材预成型件的生成可以借助可任意组合的成型方法,在一个或多个步骤中制造。预成型例如可以包括深冲式的成型步骤。特别地,也可进行多级的成型,包括例如压印待创建的底部和抬高待创建的边板,或安下(abstel len)待创建的法兰。也可以考虑由弯边(abkanten)和/或弯曲和/或压印(冲压)构成的任意组合。例如为了预成型而进行的深冲式的成型尤其能够单级地或多级地实施。优选地,可以在没有用于制造板材预成型件的主动的材料流控制的情况下,实施变型。然后根据实施方案相应地设计预成型工具。
10、板材预成型件的最终成型被理解为镦锻/校准,其例如可以通过一个或多个压制过程来实现。在所生成的板材预成型件中至少局部地设置盈余的板材材料。盈余的板材材料在板材预成型件中至少局部地在横截面中具有展开的长度,该长度相对于最终成型的板材构件(额定几何形状)的展开的长度长0.5%至6%。在此,板材预成型件的如此观察到的横截面的展开长度尤其比最终成型的板材构件的展开长度长0.7%至4.3%之间。如果由于在制造板材预成型件时的过程控制,而使得横截面的展开的长度变化过大,则在展开的长度过短时,无法提供足够的盈余的板材材料用于后续的最终成型,由此最终的板材构件的尺寸稳定性会受到不利影响。相反,如果板材预成型件的所观察的横截面的展开长度太大,由此尺寸过大的板材材料将在随后的最终成型期间,塌陷成波纹,这可能意味着视觉上的和/或尺寸上的缺陷。附加地,可能由于过高的镦锻力或者突出的、被挤压的板材构件区域、例如板材边缘,而导致工具损坏的危险提高。
11、基本上最终成型的板材构件就此可以理解为结束成型的板材构件。然而,也可以将最终成型的板材构件供应到对板材构件进行修整的进一步的加工步骤,例如引入连接孔、翻转焊接法兰、引入局部的冲压部、和/或也进行轻微的最终修剪、和/或进行二级成型步骤,例如引入附加的局部的冲压部、或例如在板材构件端部处安下法兰。
12、所生成的板材预成型件以及最终成型的板材构件基本上具有一个纵向延伸和一个横向延伸,其中,在大多数板材构件中,该纵向延伸的尺寸大于横向延伸。因此,横截面意味着通过板材预成型件/板材构件的横向延伸的截面。
13、按照根据本发明的方法的设计方案,将板材预成型件这样置入到校准工具中,使得其开口朝下指向,并且定位在校准凸模上。置入作为大致敞开的型材制造的、具有向下的开口的板材预成型件的优点在于,可以更优地并且更简单地进行板材预成型件的定位。特别是,在校准工具中,校准凸模位置固定地实施、并且校准凹模能运动地实施。此外,由此也使至少布置在板材预成型件的无法兰区段中的滑块可以根据待最终成型的板材构件的实施方案,在一侧或两侧,朝校准凸模可运动地实施。在可能的进一步后续操作、例如修剪和/或打孔操作之前的旋转板材构件可以被取消,因为例如修剪废料/打孔废料可以简单地向下导出。
14、因为在最终成型时产生的镦锻力/校准力通过板材预成型件的至少在无法兰区段中存在的边缘被导入到滑块中,所以在边板区域中的过大的间隙可能导致板材构件的损坏,并因此导致校准工具的高磨损或损坏。因此,按照根据本发明的方法的另一种设计方案规定,在校准凹模与校准凸模之间的相对运动期间,滑块向校准凸模的方向运动这样的距离,使得至少在板材预成型件的无法兰区段的区域内,在滑块与校准凸模之间选定一个确定的间距,该间距对应于所嵌入的板材的材料厚度加上大于0mm至0.35mm,尤其是0.01mm至0.20mm,优选0.02mm至0.10mm。由此,特别是在最终成型开始之前,在板材预成型件的边缘在最终成型期间支撑在滑块的滑块肩部上、并且在真正的校准过程中生成最终的板材构件几何形状之前,板材预成型件的边缘全面地被稳定的工具面包围。
15、按照根据本发明的方法的一种设计方案,板材预成型件设有底部,该底部在预成型的过程中至少在无法兰区段中这样被施加盈余的板材材料,使得在预成型期间生成朝开口方向拱起的底部区域,从而使板材预成型件至少通过拱起的底部区域,至少在板材预成型件的无法兰区段的区域中,这样定位在校准凸模上,使得板材预成型件的至少在无法兰区段中存在的边缘布置在滑块肩部上方。预成型件的底部可以至少在无法兰区段中具有尽可能均匀地分布在底部(区域)中的盈余的板材材料,该板材材料例如在生成板材预成型件的过程中被施加0.5%至6%的材料添加量(根据板材预成型件的展开长度与板材构件的展开长度的关系),以便在最终成型时在校准工具中实现压应力叠加,优选使拱起的底部区域在真正的最终成型开始之前这样定位在校准凸模上,使得板材预成型件的一个或多个边板在校准工具闭合期间布置在滑块肩部上方,并且因此可以可靠地防止尤其是边缘在滑块、校准凹模和校准凸模之间被卡住。
16、按照根据本发明的方法的替代的或附加的设计方案,板材预成型件设有底部,在预成型期间,在该底部中局部地或部分地生成朝开口方向指向的冲压部,从而使板材预成型件至少通过冲压部这样定位在校准凸模上,使得板材预成型件的至少在无法兰区段中存在的边缘布置在滑块肩部的上方。在预成型期间局部地或部分地引入预成型件的底部中的冲压部,可以沿底部在纵向延伸上分布,但是或者也可以仅作为局部的或部分的冲压部被引入在纵向延伸上所观察的板材预成型件的两个端部上。在最终成型时,在校准模具中可以这样实现压应力叠加,即,在真正的最终成型开始之前,板材预成型件通过在底部中的冲压部这样定位在校准凸模上,使得在校准工具的闭合期间,板材预成型件的一个或多个边板布置在滑块肩部上方,并且因此可以可靠地防止在校准凹模和校准凸模之间被卡住。
17、按照根据本发明的方法的另一替代的或附加的设计方案,板材预成型件设有底部,其中,在将板材预成型件置入校准工具时,底部的至少一个部分区域与至少一个布置在校准凸模中的可调节的嵌件接触,该嵌件在将板材预成型件置入时与校准凸模间隔开,并且板材预成型件至少通过底部的部分区域,至少在板材预成型件的无法兰区段的区域中,这样定位在嵌件上,使得板材预成型件的至少在无法兰区段中存在的边缘布置在滑块肩部上方。在校准凸模中的、至少布置在无法兰区段中的一个或多个嵌件可以例如通过楔形驱动器、液压地、气动地、机电地、电磁地被加载弹性或驱动,并且附加地或替代地用于在最终成型时在校准工具中实现压应力叠加,优选使板材预成型件在真正的最终成型开始之前这样定位在校准凸模上,使得板材预成型件的一个或多个边板在校准工具的闭合期间可靠地布置在滑块肩部上方,并且因此可以可靠地防止尤其是边缘在滑块、校准凹模和校准凸模之间被卡住。
18、按照根据本发明的方法的一种设计方案,滑块被这样控制,使得其占据终点位置,该终点位置被设定为在到达校准工具的下死点之前的10mm和80mm之间。换句话说,因此在最终成型开始之前,到达这个或这些滑块的终点位置,使得在板材预成型件的边缘在最终成型期间被支撑在滑块的滑块肩部上、并且生成最终的板材构件几何形状之前,板材预成型件的边缘全面地被稳定的工具面包围。尤其是,滑块的终点位置被设定为到达校准工具的下死点之前20mm和60mm之间,优选30mm和50mm之间。
19、前文所述的目的在一种此类的设备中被解决,该设备具有至少一个用于将板材预成型为板材预成型件的预成型工具,其中,该板材预成型件在其纵向延伸上具有至少一个无法兰区段和至少局部盈余的板材材料;还具有至少一个用于将板材预成型件最终成型为板材构件的校准工具,其中,该校准工具包括至少一个校准凸模、至少一个校准凹模和至少一个基本上可水平运动的滑块,其中,通过校准凸模与校准凹模之间的相对运动,将在板材预成型件中的盈余的板材材料进行镦锻,其中,该滑块具有滑块肩部,该滑块肩部至少设置在板材预成型件的无法兰区段中,使得通过相对运动,板材预成型件的至少在无法兰区段中存在的边缘能够与滑块的滑块肩部接触、能够支撑在其上、并且能够被加载压力。
20、优选地,生成具有在校准工具(压制位置)中向下敞开的轮廓的最终的板材构件,使得校准凸模布置在校准工具中的下方,并且校准凹模布置在校准工具中的上方,并且能够相对于彼此运动。因此,优选地,校准凸模安装在压机工作台上,并且校准凹模安装在作为压机实施的校准工具的压机冲杆上。此外,在压机工作台上也布置有至少一个可水平于校准凸模运动的滑块。根据待生成的、部分无法兰的和至少一个区段有法兰的板材构件的实施方案,至少在法兰的区域中,在一侧或两侧上,部分地设置有与法兰区段相匹配的对应的校准工具元件,以便也在至少部分的法兰区段中实现压应力叠加。
21、优选地,校准工具对应地分段实施,以便将在板材预成型件上的无法兰的和附接法兰的区段最终成型为板材构件。
22、为了避免重复,参考根据本发明的方法的实施方案。
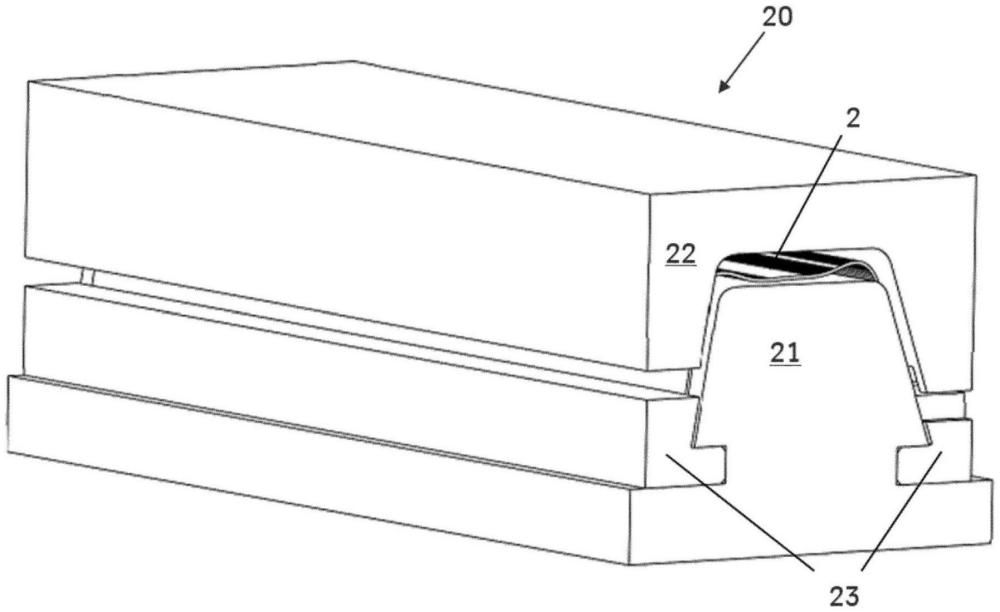
23、根据设备的一个设计方案,滑块肩部实施为滑块的突起部(公区段),并且校准凸模至少在板材预成型件的无法兰区段中在一侧或两侧具有凹陷部(母区段),在板材预成型件最终成型时,滑块的突起部可被容纳在该凹陷部中。
24、校准凹模的尽可能大的部分单件地实施。由此导致,在校准过程中侧向作用的力仅有很小的部分作用在滑块上。校准凹模和/或滑块的仅轻微的、附加的开口,和由此形成的校准间隙的开口,可能导致最终校准的板材构件的边板的升高的波纹度。因此,校准上凹模应尽可能实施为刚性的。完全实施为可移动部件的校准凹模半部将需要大的、非常稳定地实施的驱动单元,并因此导致工具成本的升高、和校准工具的尺寸的增加。因此,根据设备的一种设计方案,这个或这些滑块尤其这样被设计,即,它/它们优选覆盖待制成的板材构件的侧向高度的小于50%、特别优选覆盖待制成的板材构件的侧向高度的小于30%。
25、根据设备的一个设计方案,滑块在其朝向校准凹模的顶侧上,至少在板材预成型件的无法兰区段中,具有至少一个突起部(公区段)或者多个突起部、和/或至少一个凹陷部(母区段)或者多个凹陷部,并且校准凹模在其朝向滑块的底侧上,至少在板材预成型件的无法兰区段中,也具有至少一个突起部(公区段)或者多个突起部、和/或至少一个凹陷部(母区段)或者多个凹陷部,从而在板材预成型件最终成型时,并且因此在校准工具闭合时,校准凹模的底侧上的突起部能够被容纳在滑块的顶侧上的凹陷部中,并且反之亦然,滑块的顶侧上的突起部能够被容纳在校准凹模的底侧上的凹陷部中。突起部/凹陷部的理念可以局部地或全部地沿着校准工具的纵向延伸在一侧或两侧上实施。通过突起部/凹陷部的理念实现一种“啮合”,当校准过程在下死点近前开始时,边板大部地被侧向支撑。由此,可以进一步降低板材预成型件在校准期间在凹模与滑块之间的间隙中被折断的危险。
26、根据设备的一个设计方案,校准凸模具有至少一个布置在校准凸模中的可调节的嵌件,该嵌件能够与校准凸模间隔开。特别地,该至少一个嵌件能够相对地在校准凸模中运动。布置在校准凸模中的一个(或多个)元件例如通过冲杆行程和/或附加的控制单元驱动,该控制单元例如可以借助弹簧、楔形驱动器、液压装置或气动装置被驱动。通过该元件可以设定元件与校准凸模之间的确定的间距,利用该间距可以设定尤其设置在无法兰区段内的边缘相对于滑块的滑块肩部的间距。在最终成型的过程中或在校准工具闭合的过程中,元件完全齐平地移入校准凸模中。
27、根据设备的一种设计方案,滑块被机械地、液压地、气动地、电磁地或被其它合适的器件驱动、和/或在板材预成型件的最终成型期间能够被固定在终点位置中。在此,终点位置相应于在最终成型期间或校准工具的闭合期间,滑块的送进位置。
28、根据设备的另一种设计方案,滑块可以被这样控制,使得该滑块占据终点位置,该终点位置可以设定为在到达校准工具的下死点之前10mm和80mm之间。尤其是,滑块的终点位置可以设定为在到达校准工具的下死点之前的20mm与60mm之间,优选在30mm与50mm之间。
29、根据设备的一种设计方案,滑块肩部可以垂直于边板、或以与边板的垂线呈+/-30°的角度倾斜地实施。由此,尤其在无法兰区段中可以生成板材边缘,该板材边缘垂直于最终成型的板材构件的局部地具备的边板而定向。
30、按照设备的一种设计方案,该设备集成在压机流水线或转移式压机中。特别是在制造批量产品时,例如对于在汽车工业中的产品,产品、如板材构件特别经济地在压机流水线或转移式压机中制造。根据本发明的设备可以以替换式嵌件的形式经济地嵌入到现有的生产线中,这些替换式嵌件设有至少一个预成型工具和至少一个校准工具。也可以考虑将根据本发明的设备应用在连续复合压机中。
- 还没有人留言评论。精彩留言会获得点赞!