本发明涉及一种电解加工方法,具体涉及一种类脉动态微细电解加工装置及方法。
背景技术:
1、微细电解加工是一种基于阳极金属以“离子”形式溶解去除材料的方法,理论上可达到微米甚至纳米级加工精度。微细电解加工工艺具有工具无损耗、加工后工件表面无热影响层、结构表面光滑、无内应力、无裂纹、加工不受材料硬度的限制等优点,国内外研究机构利用这种方法制作了微齿轮、微轴、微孔、微槽等微尺度零件。
2、近年来,随着我国电解加工工艺的不断发展,一些高精度产品制造数量不断增加。这使得小间隙电解加工工艺的应用更加频繁。然而,一些传统的连续加工方式使间隙内电解液得不到及时更新,在加工间隙中产物堆积过多,严重影响了电导率的均匀分布,加工精度也会受到影响。因此,采用一种类脉动态脉冲波形进行电解加工,能够从电源方面改善小间隙加工过程中产物堵塞的问题,并且可以有效改善加工情况的流场,提高加工定域性和加工精度。
3、在微细电解加工电源方面,可采用脉冲电源,该脉冲电源实质是一种通过开关型功率器件控制电路通断的电源,作用是把直流电转变为一定频率的序列脉冲,为电解加工提供电化学反应所需的能量,进而对工件电极进行材料的去除,并且对加工的过程进行控制。目前微细电解加工电源采用的常规主电路包括斩波式和功率放大式两种拓扑结构,其中,斩波式是基于开关通断原理,利用信号发生器产生超短脉冲信号来驱动单路或双路斩波器件,把稳定、单一的直流电压通过斩波器件的通断动作,输出与信号频率相同的超短脉冲电压;功率放大式是直接将脉冲发生器生成的超短脉冲信号通过功率放大器直接放大,从而获得微细电解加工所需的超短脉冲电压。
4、目前,在采用不同脉冲波形进行电解探索主要有以下方面:
5、西安工业大学用直流、正弦、三角和矩形四种不同波形在304不锈钢上进行工具电极的旋转加工,对四个模型的电流密度进行仿真并进行电化学加工实验发现,直流信号的加工精度最低,而矩形脉冲信号的加工精度最高。对于连续正弦信号和连续三角形信号,其加工精度高于直流电源,加工效率高于矩形脉冲信号;
6、燕山大学提出将传统信号更换为更容易获取的正弦信号的一种基于正弦信号的电化学细微技术。从加工频率10khz到105khz,微孔直径从24.20μm减小12.58μm,加工侧隙从7.10μm减小到1.29μm,加工精度可以达到1μm;利用矩形脉冲加微分电路获得真实脉冲波形,与矩形脉冲相比,真实脉冲波形的每脉冲能量可减少约6倍,加工间隙可减少约11倍;利用抛物线电压信号进行电化学微加工的方法相比于常规矩形脉冲将脉冲能量减少到了八分之一,加工间隙减少了大约十倍。加工后的微结构的加工精度优于采用超短脉冲电化学微加工技术获得的精度;
7、北京理工大学申请公开了“一种高频群脉冲电源”的实用新型专利(专利号为zl02285899.7),该电源主要由变压与整流、输出控制电路、过流检测、斩波电路等模块所组成;对变压与整流装置加到igbt集电极上的直流电进行斩波输出高频群脉冲电压;
8、清华大学申请公开了“具有辅助电极脉间输出的微细电解加工电源及加工方法”的发明专利(专利号为zl201410743850.0),该电源通过控制辅助电极、工具电极和工件电极中的mosfet管的开关状态,以此输出周期相等而幅值不相等的二路正脉冲信号,通过辅助电极导入完全去极化的电流到电解池中,可以迅速去除加工工件电极和电解液之间的原电池效应,使得极间维持电压降低为零,并且快速去除工件电极与溶液交界面上的钝化膜。
9、然而现有的采用不同脉冲波形进行电解加工方法存在以下不足:
10、使用常规矩形脉冲电压虽然可以进行电解加工难加工金属,但是容易造成加工堵塞(小间隙加工时),从而造成加工形貌不一致等问题。使用区别于矩形脉冲波的脉冲波形进行电解加工探索时,波形的整体能量小于常规矩形脉冲波形,虽然可以提高加工精度,但是会损失一部分的加工效率。直接使用函数发生器产生的高频脉冲波形经放大后应用于电解加工,这会导致加工过程中的反向电流无法有效消除,而反向电流则容易损坏加工电源,且容易造成微细工具电极的腐蚀。高频群脉冲可以相较于常规矩形脉冲提高了电解加工精度,但是高频群脉冲的本质为提高常规矩形波的频率和降低整体脉冲电压的占空比,该方法受限于频率阈值约束,无法进一步开展探索。三电极高频超短脉冲微细电解加工电源,运用该电源进行电解加工可以抑制工具电极的损耗,提高了加工效率以及稳定性,但是方法整体电路复杂,不利于更微细电解加工的运用。
技术实现思路
1、本发明在于克服现有技术的不足,提供一种类脉动态微细电解加工装置。
2、本发明的第二个目的在于提供一种应用上述类脉动态微细电解加工装置的类脉动态微细电解加工方法,所述的类脉动态微细电解加工方法在电解条件下,直接由电源电压作用于加工区域以改善加工区域流场环境的方法,不需要对电解加工装备提出严苛的要求,且适配现在不断微细化发展的微小尺寸工具电极。此外,采用类脉动态电源加工难加工金属时,通过施加类脉动态波形电压进行加工可以改善加工间隙内产物易堵塞所造成的不稳定、不连续的电化学溶解过程,从而获取较好的加工成型精度。此外,所述的类脉动态波形电压可以由简单的电路设计得到,且通过双mos管的通断抑制了加工过程中的反向电流,从而降低电解成本,并且可以适配许多复杂高端的微细电解加工环境。
3、本发明用于解决现有技术问题的技术方案是:
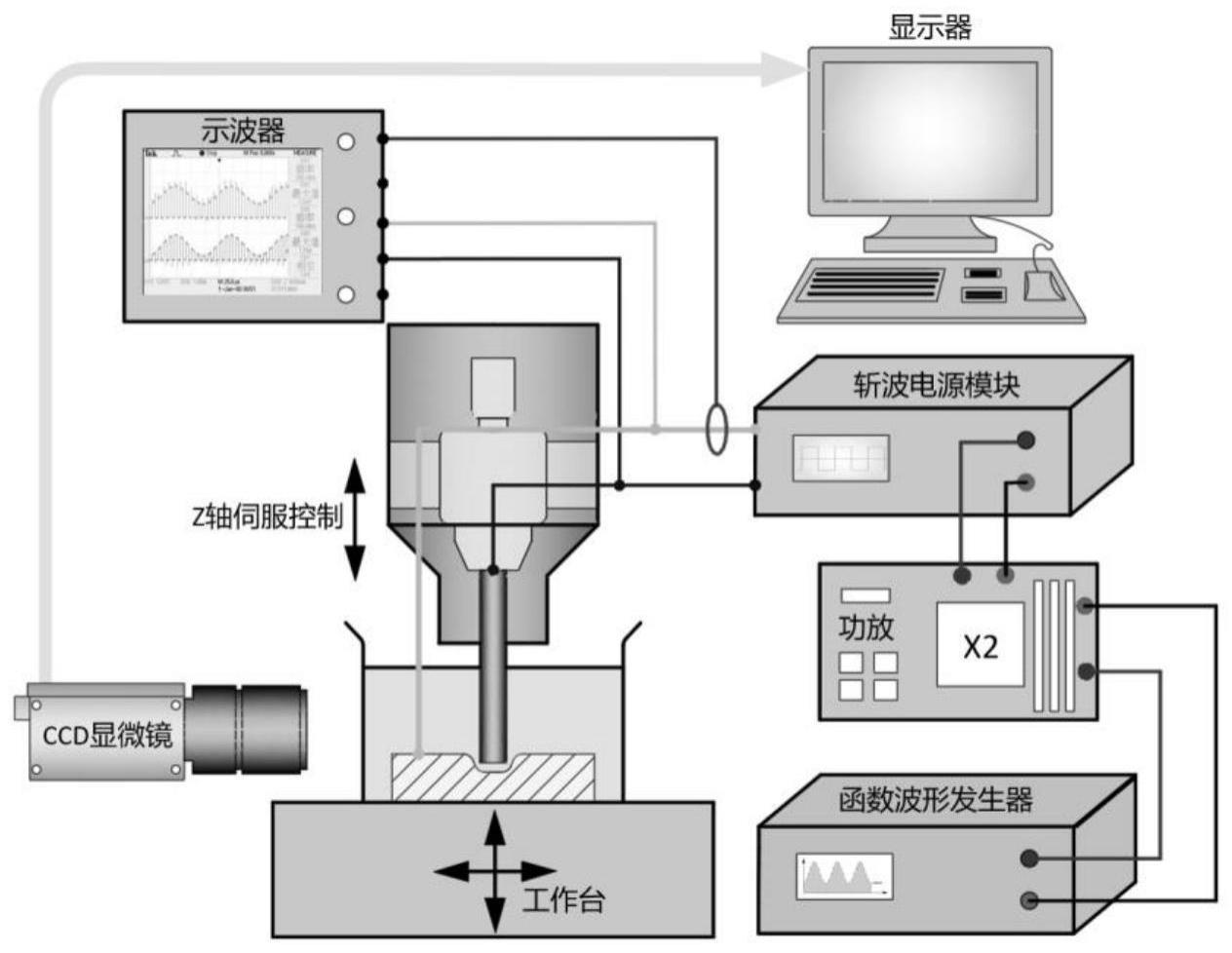
4、一种类脉动态微细电解加工装置,包括类脉动态脉冲加工电压发生装置、电解装置、显示装置以及控制装置,其中,
5、所述电解装置包括设置在工作台上的电解池以及设置在所述电解池上的工具电极和工件电极,其中,所述电解池内设置有电解液,所述工件电极位于所述电解池的下方,所述工具电极位于所述电解池内,且位于所述工件电极的上方;
6、所述类脉动态脉冲加工电压发生装置包括可调函数波形发生器f1、可调功率放大器f2、斩波模块e、功率开关晶体管q1和功率开关晶体管q2,其中,所述可调函数波形发生器f1、可调功率放大器f2以及斩波模块e依次连接;所述斩波模块e的正极与所述功率开关晶体管q1的漏极连接,所述功率开关晶体管q1的源极则与所述工件电极连接;所述斩波模块e的负极与所述工具电极连接,且所述工具电极接地;所述功率开关晶体管q2的漏极与所述功率开关晶体管q1的源极连接,所述功率开关晶体管q2的源极则与所述斩波模块e的负极连接;
7、所述显示装置包括示波器和显微观察模块,其中,所述示波器用于检测并显示所述类脉动态脉冲加工电压发生装置中产生的波形;所述显微观察模块则用于观察电解加工过程中的工件电极的加工情况。
8、优选的,所述显微观察模块包括ccd显微镜和显示器,其中,所述ccd显微镜用于观察电解加工过程中的工件电极的加工情况;所述显示器与所述ccd显微镜连接,用于显示所述ccd显微镜的观察结果。
9、优选的,所述电解装置还包括用于驱动所述工具电极沿着z轴方向运动的z轴驱动机构。
10、优选的,所述电解装置还包括电流传感器,所述电流传感器用于实时检测电解加工过程中的电流,当发生短路时,所述控制装置控制所述类脉动态脉冲加工电压发生装置切断电源。
11、一种类脉动态微细电解加工方法,通过类脉动态脉冲加工电压发生装置产生的类脉动态脉冲加工电压作用于电解加工系统中的工件电极和工具电极上,实现对工件电极进行连续电化学溶解;其中,
12、在施加类脉动态脉冲加工电压的tp期间,功率开关晶体管q1在栅极驱动信号g1的控制下导通,功率开关晶体管q2在栅极驱动信号g2的控制下断开;所述工件电极与所述斩波模块e的正极连接,所述工具电极接地;所述工件电极和所述工具电极形成电解加工回路;其中,所述工件电极与所述工具电极之间的电压u为类脉动态脉冲加工电压,在类脉动态脉冲加工电压u的作用下,电路产生加工电流i,所述工件电极的表面会发生溶解,而所述工具电极则会发生析氢反应;
13、在零电压的tn的去极化期间,功率开关晶体管q1在栅极驱动信号g1的控制下断开,功率开关晶体管q2在栅极驱动信号g2的控制下导通;所述工件电极和所述工具电极之间的电势为零,从而加速所述工件电极和所述工具电极之间的去极化作用;在所述类脉动态脉冲加工电压u的作用下,所述工具电极作为阴极,促使所述工具电极的表面发生析氢反应,而所述工件电极的表面则不发生溶解;通过工具电极周围的气泡周期性地生成、移动、碰撞和溃灭,以此来削弱工件电极表面的电解产物的附着力,并产生水动力流,强化传质传热过程,加速电解产物排出加工区;通过类脉动态脉冲加工电压u作用在电解装置中,实现对工件电极进行连续、不堵塞的电化学溶解。
14、优选的,在电解加工过程中,为了防止功率开关晶体管q1和功率开关晶体管q2的不同开关速度而同时导通,在栅极驱动信号g2中添加死区时间td。
15、优选的,在电解加工过程中,所述工具电极的电势始终保持为零。
16、优选的,在电解加工过程中,通过调节频率、占空比、加工电压和加工时间来满足调整加工参数的需求。
17、优选的,在电解加工过程中,通过电流传感器来检测工具电极与工件电极之间的电流大小,以此来判断工具电极与工件电极之间是否发生短路;当工具电极与工件电极之间的电流大小超过设定值后,控制装置立即切断电源来中断加工,同时通过z轴驱动机构驱动工具电极回到初始加工间隙再通电加工。
18、优选的,所述的功率开关晶体管q1和功率开关晶体管q2均为n沟道的绝缘栅场效应晶体管。
19、本发明与现有技术相比具有以下的有益效果:
20、1、本发明的类脉动态微细电解加工方法是在电解条件下,直接由电源电压作用于加工区域以改善加工区域流场环境的方法,不需要对电解加工装备提出严苛的要求,且适配现在不断微细化发展的微小尺寸工具电极。此外,采用类脉动态电源加工难加工金属时,通过施加类脉动态脉冲加工电压进行加工可以改善加工间隙内产物易堵塞所造成的不稳定、不连续的电化学溶解过程,从而获取较好的加工成型精度。此外,所述的类脉动态脉冲加工电压可以由简单的电路设计得到,且通过双mos管的通断抑制了加工过程中的反向电流,从而降低电解成本,并且可以适配许多复杂高端的微细电解加工环境。
21、2、通过在工件电极和工具电极的电解加工系统中引入本发明的类脉动态脉冲(包括但不局限于正弦波的斩波波形,电源亦可对任何函数发生器所产生的特殊波形进行放大斩波)电源,促使工件电极的表面发生周期性的电解腐蚀,通过气泡和电解产物周期性地生成和扩散,削弱工件电极的表面的电解产物的附着力,并产生水动力流,强化传质传热过程,加速电解产物排出加工区;通过具备输出电压周期波动与脉冲输出特点的类脉动态脉冲加工电压作用在所述电解装置中,实现对难加工金属连续、不堵塞的电化学溶解,最终获得较好的加工成型精度。
22、3、本发明的类脉动态微细电解加工方法巧妙利用了功率开关晶体管(mosfet)的配合,对可调函数波形发生器产生的任何放大波形进行斩波,得到类脉冲态脉冲波形,具备简单且低成本的特点。