水冷井制造方法以及水冷井与流程
本发明涉及半导体,尤其涉及一种水冷井制造方法以及水冷井。
背景技术:
1、水冷井是半导体加工过程中对高温的半成品半导体进行冷却的器件,其内筒的空腔为半导体加工的空间,内筒和外筒中间流通有冷却液体。
2、水冷井的零部件较多,且通过焊接连接,以达到较好的密封性。现有技术中,水冷井在加工时,将零部件连续同时焊接完成,同一时间内产生的内应力较大,导致成型的水冷井的变形量较大,易导致产品的尺寸超差。同时,现有技术中将水冷井焊接到位后,整体对水冷井进行抛光处理,由于水冷井的法兰和筒壁连接,在抛光法兰面时,由于筒壁的遮挡,无法对法兰的端面进行大面的抛光,且与筒壁的根部连接的位置,甚至无法抛光到,但是法兰的端面又是重要的功能型面,如需达到要求的抛光要求需要抛光较长的时间,即便如此,抛光的效果依然不佳,影响最终产品的工艺效果。
3、因此,亟需设计一种水冷井制造方法以及水冷井,以解决上述问题。
技术实现思路
1、本发明的一个目的在于提供一种水冷井制造方法,能够减少水冷井产品的变形量,降低水冷井的抛光难度,缩短抛光时间,提高水冷井的抛光效果。
2、为达此目的,本发明采用以下技术方案:
3、水冷井制造方法,水冷井包括:
4、第一环状法兰;
5、筒体,包括间隔的外筒和内筒,上述外筒的一端与上述第一环状法兰的内环相连,上述内筒的一端与上述第一环状法兰的内环相连且位于上述外筒的内侧,上述内筒和外筒之间形成冷却腔;
6、第二环状法兰,上述外筒的另一端以及上述内筒的另一端均与上述第二环状法兰的内环相连;
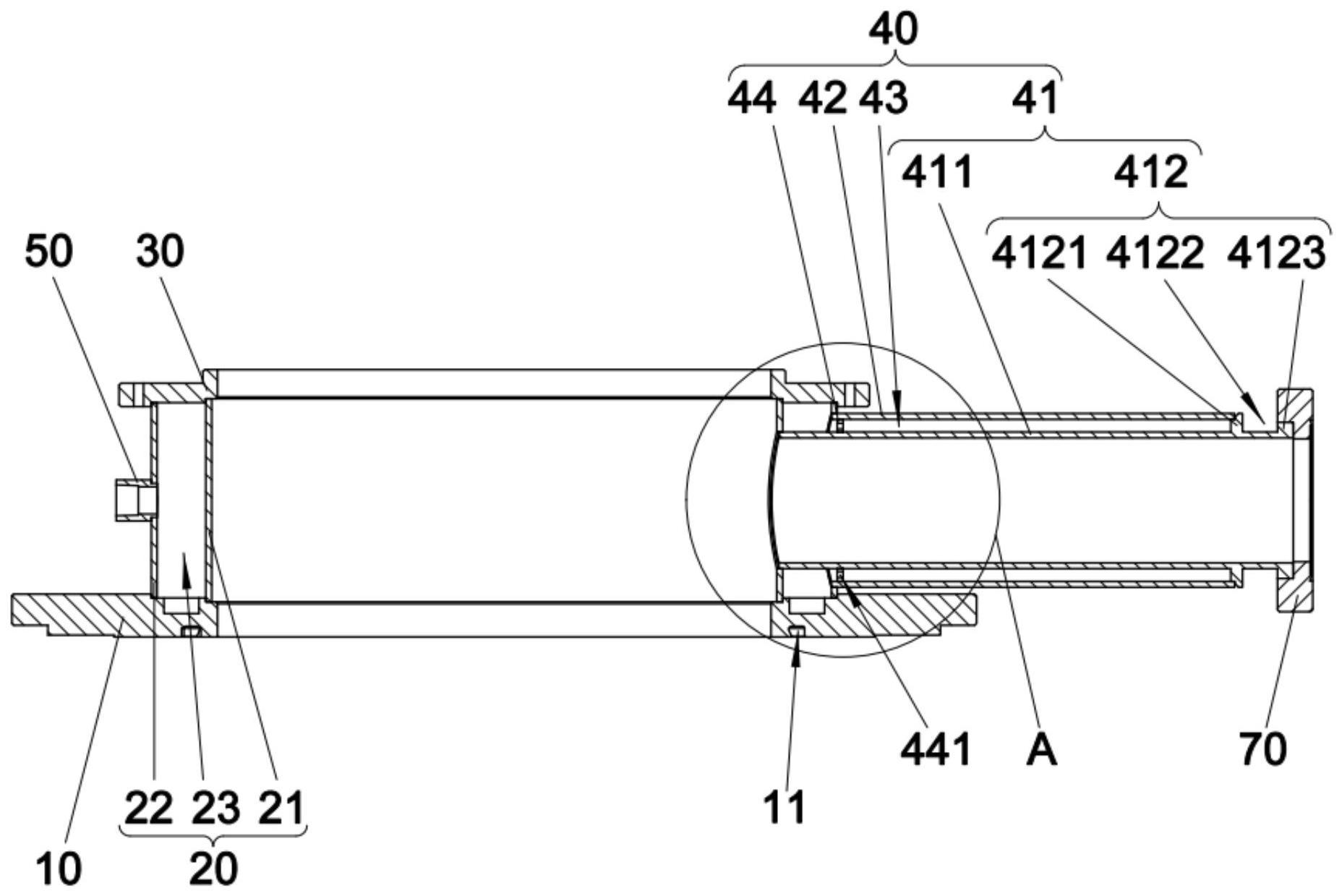
7、尾气出口管,包括间隔的外管和内管,上述外管围设于上述内管外部,上述外管的一端和上述外筒相连,上述内管的一端与上述内筒相连,上述外管和上述内管之间形成流出腔,上述内管能密封上述外管的另一端,上述流出腔与上述冷却腔连通;
8、进液管,与上述外筒连接并与上述冷却腔连通;
9、出液管,与上述外管连接并与上述流出腔连通;以及
10、第三环状法兰,与上述内管的另一端连接;
11、可选地,上述水冷井制造方法包括:
12、s10:至少将下一步需要焊接的待焊接件的焊接区域以及与上述焊接区域相邻的区域抛光;
13、s20:将上述内筒和外筒分别与上述第一环状法兰的内环焊接,再将第二环状法兰置于上述筒体的另一端,分别将上述内筒的另一端以及上述外筒的另一端与上述第二环状法兰的内环焊接;
14、s30:至少对上述外筒需要与上述外管连接的位置以及相邻位置进行抛光;
15、s40:将上述外管的一端焊接于上述外筒上;
16、s50:将上述内管伸入焊接好的外管内部并将上述内管的一端焊接于上述内筒,上述内管沿径向向外凸设密封部,将上述密封部的外周与上述外管的另一端焊接;
17、s60:振动去应力;
18、s70:将上述进液管焊接于上述外筒,将上述出液管焊接于上述外管,将上述第三环状法兰焊接于上述内管的另一端。
19、可选地,上述内管包括本体部和凸部,上述凸部沿上述本体部的径向凸设于上述本体部的另一端,上述凸部周向开设环状凹槽,环状凹槽的一侧形成上述密封部,上述密封部密封了连接于上述外管的另一端,上述s50包括:
20、s51:将上述内管伸入焊接好的外管内部并将上述内管的一端焊接于上述内筒;
21、s52:将上述凸部沿轴向的一端焊接密封于上述外管的另一端;
22、s53:铣出上述环状凹槽。
23、可选地,上述内管和上述外管之间设置有环状支撑板,上述环状支撑板的内外环分别抵接上述内管和上述外管,上述环状支撑板上开设若干过孔,上述s51包括:
24、s511:将上述环状支撑板套设于上述内管外并将二者焊接;
25、s512:将焊接有上述环状支撑板的上述内管伸入焊接好的外管内部并将上述内管的一端焊接于上述内筒。
26、可选地,上述环状凹槽的另一侧形成连接部,上述s70中,上述连接部的外周面以及端面均与上述第三环状法兰焊接。
27、可选地,上述s10的抛光位置为上述第一环状法兰的上端面、上述外筒的外周面以及上述第二环状法兰的下端面。
28、可选地,上述第一环状法兰的下端面开设环状密封槽,上述环状密封槽用于容纳密封圈,上述水冷井制造方法还包括s70,上述s70包括:
29、s71:尺寸检测;
30、s72:将上述水冷井进行整体抛光,并对上述环状密封槽进行抛光。
31、可选地,上述环状密封槽的抛光方向为沿上述环状密封槽的周向方向。
32、可选地,上述水冷井制造方法还包括s80,上述s80包括:
33、s81:对上述水冷井进行检漏测试;
34、s82:再次抛光去除检漏测试中由于固定水冷井造成的划伤。
35、可选地,上述内筒和上述外筒的制作方法为s100,s100包括:
36、s110:将板材卷曲呈筒型;
37、s120:将筒型板材侧壁的两端焊接;
38、s130:对焊接后的上述板材进行机加工除去焊接凸起;
39、s140:对上述筒型板材进行抛光处理。
40、本发明的另一个目的在于提供一种水冷井,该水冷井变形量小,抛光时间短,抛光效果好。
41、为达此目的,本发明采用以下技术方案:
42、水冷井,由上述的水冷井制造方法制成,上述水冷井包括:
43、第一环状法兰;
44、筒体,包括间隔的外筒和内筒,上述外筒的一端与上述第一环状法兰的内环相连,上述内筒的一端与上述第一环状法兰的内环相连且位于上述外筒的内侧,上述内筒和外筒之间形成冷却腔;
45、第二环状法兰,上述外筒的另一端以及上述内筒的另一端均与上述第二环状法兰的内环相连;
46、尾气出口管,包括间隔的外管和内管,上述外管围设于上述内管外部,上述外管的一端和上述外筒相连,上述内管的一端与上述内筒相连,上述外管和上述内管之间形成流出腔,上述内管沿径向向外凸设密封部,上述密封部与上述内管一体成型设置,上述密封部能密封上述外管的另一端,上述流出腔与上述冷却腔连通;
47、进液管,与上述外筒连接并与上述冷却腔连通;
48、出液管,与上述外管连接并与上述流出腔连通;以及
49、第三环状法兰,套设于上述内管的另一端。
50、本发明的有益效果在于:
51、本发明提供一种水冷井制造方法,在内筒和外筒分别与第一环状法兰的内环焊接之前,先将待焊接件抛光,抛光时抛光面大,防止内筒和外筒与第一环状法兰焊接后,抛光的方向受限制,同时,提前抛光,将焊接后连接的位置提前抛光,确保该位置抛光到位;在外管焊接到外筒前,对外筒的焊接位置进行抛光,防止该位置焊接后抛光难、抛光不到位;在上述面积较大的焊接结束后,对现阶段的半成品进行振动去应力,去除大部分零件内部的应力,防止后续焊接应力的累积造成变形的成倍增加,同时,在此时进行振动去应力,前序的应力得到去除,后序的小面积的焊接的变形也会变小。该水冷井制造方法能够使得水冷井产品的变形量减小,水冷井的抛光难度降低,抛光时间缩短,水冷井的抛光效果更好。
52、本发明还提供一种水冷井,该水冷井通过上述水冷井制造方法获得,该水冷井变形量小,抛光时间短,抛光效果好。
- 还没有人留言评论。精彩留言会获得点赞!