一种锂电池盖帽自动组装机的制作方法
1.本发明涉及锂电池生产加工技术领域,特别涉及一种锂电池盖帽自动组装机。
背景技术:
2.锂电池盖帽是锂电池的一种安全阀门,提供锂电池封闭功能,可阻止锂电池内部碱液向外爬延渗透,对锂电池起起正极导电端子的作用,目前锂电池盖帽通过自动压焊设备安装在锂电池上,通过将锂电池放置在分料转盘的定位组件内部后,分料转盘能够带动锂电池移动至压焊组件的底部实现盖帽与锂电池的自动化压焊操作。
3.如申请号为:cn202111033467.2的专利中,公开了一种锂电池组装用盖帽自动压焊设备,其便于对锂电池进行定心夹紧,节省固定时间,连续压焊,有利于提升压焊效率;包括:动力设备,动力设备上固定设置有第一外壳,第一外壳上固定设置有第二外壳,第一外壳上设置有联动装置,第二外壳内部设置有导向装置;转盘和装夹工位,转盘转动安装在第二外壳上,动力设备用于驱动转盘沿自身轴线旋转;若干组装夹工位以转盘圆心为圆心,呈圆周阵列固定安装在转盘上,装夹工位用于定心夹紧固定锂电池;支架和压焊机头,支架固定安装在联动装置上,压焊机头固定安装在支架上,用于对装夹工位上放置的锂电池依次压焊。
4.然而,就目前现有锂电池自动压焊设备的定位组件(即上述专利中的装夹工位)而言,其不具备适应结构,锂电池的种类多样,长短不一,从而一种类型的定位组件只能匹配相应类型锂电池实现定位功能,适应性较差,同时在对长短不一的锂电池进行压焊时,由于压焊组件的压焊行程固定,从而在压焊时容易损坏或者挤瘪锂电池,稳定性较差,实用性不高。
技术实现要素:
5.有鉴于此,本发明提供一种锂电池盖帽自动组装机,其具有定位组件和保护组件,定位组件能够适应对不同类型的锂电池进行准确的定位和夹持固定,从而保证了自动压焊设备的压焊组件能够准确无误的完成盖帽与锂电池的压焊组装,适应性极强,同时保护组件能够对锂电池的压焊压力进行限位和保护,从而在对长短不一的锂电池进行压焊操作时不会损坏电池且能够稳定的实现压焊操作,使用稳定,提高了该装置的灵活性、适应性和稳定性。
6.本发明提供了一种锂电池盖帽自动组装机,具体包括:安装组件,所述安装组件包括有分料转盘和安装座,所述分料转盘固定安装在自动压焊设备的驱动机构上,且安装座固定安装在分料转盘的内部;定位组件,所述定位组件包括有定位座、随动夹块、同步环和同步杆,所述定位座插接在安装座的内部,且随动夹块插接在定位座的内部,所述同步环转动连接在安装座的内部,且同步杆转动连接在安装座的内部;保护组件,所述保护组件包括有定位杆、同步座和适应块,所述定位杆的两端固定安装在安装座的内部,且同步座插接在定位杆的外部,且适应块插接在同步座的内部。
7.进一步的,所述同步杆的顶部和底部均设有同步齿轮,同步环的内部设有同步齿环,且随动夹块的侧面设有同步齿条,同步齿环和同步杆顶部的同步齿轮的轮齿咬合传动,且同步齿条和同步杆底部的同步齿轮的轮齿咬合传动。
8.进一步的,所述随动夹块的块体截面形状为“士”形,且定位座的内部设有轨道槽,随动夹块插接在轨道槽的内部。
9.进一步的,所述随动夹块的内部设有夹持顶簧,且夹持顶簧的两端分别固定连接在随动夹块的内部和定位座的内部。
10.进一步的,所述定位杆的底部杆体为方形设计,且定位杆顶部杆体的外径大于定位杆底部方形杆体的外径,同步座插接在定位杆的方形杆体外部,且定位座插接在定位杆的方形杆体外部,定位座的插接位置低于同步座的插接位置。
11.进一步的,所述定位座的底部设有复位顶簧,且复位顶簧的两端分别固定连接在定位座的底部和安装座的内部。
12.进一步的,所述适应块在同步座的内部设有两个,且两个适应块对称的安装在同步座的内部,适应块的块体外端截面为直角三角形,且适应块外端的直边朝上,定位座的内部设有同步锁止槽,且适应块的外端插接在同步锁止槽的内部,适应块的内部设有撑开顶簧,且撑开顶簧的两端分别固定连接在两个适应块的内部。
13.进一步的,所述同步座的座体顶部设有保护拉簧,保护拉簧套接在定位杆顶部杆体的外部,且保护拉簧的两端分别固定连接在同步座的顶部和安装座的内部。
14.进一步的,所述定位杆的方形杆体内部设有“l”形的解锁槽,解锁槽由斜槽和直槽组成,且斜槽的顶端与直槽的一端连接,适应块的侧面设有解锁杆,且解锁杆插接在解锁槽的内部。
有益效果
15.1.该装置在使用时,定位组件能够适应对不同类型的锂电池进行准确的定位和夹持固定,从而保证了自动压焊设备的压焊组件能够准确无误的完成盖帽与锂电池的压焊组装,适应性极强,同时保护组件能够对锂电池的压焊压力进行限位和保护,从而在对长短不一的锂电池进行压焊操作时不会损坏电池且能够稳定的实现压焊操作,使用稳定,提高了该装置的灵活性、适应性、稳定性和实用性。
16.2.将锂电池直接插接在定位座的内部即可实现对不同类型的锂电池快速定位的功能,操作方便,使用灵活,当锂电池插入定位座的内部时,此时锂电池会挤压随动夹块向一侧移动,从而当锂电池完全插入到定位座的内部后,随动夹块能够在夹持顶簧的作用下实现对锂电池的夹持定位功能,操作快捷,工作效率大大提高。
17.3.锂电池在定位座的内部夹持固定后,无论何种类型的锂电池,其夹持固定后的中心位置始终保持固定,方便后续准确的与盖帽进行压焊组装操作,随动夹块之间具备同步联动关系,即当任意一个随动夹块在移动时同步齿条能够通过同步杆的底部的同步齿轮带动同步杆转动,同步杆在转动时其顶部的同步齿轮能够通过同步齿环带动同步环转动,从而实现了其余随动夹块的同步、同向运动,定位准确,提高了加工质量。
18.4.该装置在复位状态时,适应块的外端插接在同步锁止槽的内部,从而此时定位座和同步座保持为一个整体使用,在对定位座内部夹持定位后的锂电池进行压焊加工时,
正常加工时的压焊的压力小于保护拉簧的拉力,从而此时在压焊时定位座以及同步座均不会发生上下位移,从而能够稳定的实现压焊操作,使用稳定。
19.5.保护组件能够对锂电池起到压力保护作用,当由于锂电池的长度较大在压焊时压焊组件对锂电池施加的压焊压力过大时,此时压焊压力大于保护拉簧的拉力,从而此时定位座在压焊压力的作用下能够带动同步座同步向下移动,同步座在向下移动时适应块的解锁杆在解锁槽的斜槽的导向作用下能够向同步座的内部收缩,从而适应块的外端不在插接在同步锁止槽的内部,此后定位座与同步座分离失去了保护拉簧对定位座的拉力定位关系,从而此后定位座能够自由下移,且定位座在复位顶簧的作用下其内部锂电池的顶部始终还是抵在压焊组件的底部实现盖帽与锂电池的压焊操作,加工稳定。
20.6.当触发该装置保护保护组件的保护功能且完成锂电池与盖帽的压焊组装后,压焊组件在上行复位后该装置同样能够自动复位,压焊组件复位后,该装置的定位座能够在复位顶簧的作用下上移复位,且定位座在上移复位时能够挤压适应块使其通过解锁槽的直槽缩入同步座的内部,适应块不会阻碍定位座的复位,且定位座复位后,适应块能够在撑开顶簧的作用下重新插接在同步锁止槽恢复装置的整体复位状态,以备下次插入锂电池进行与盖帽的压焊操作,使用方便灵活。
附图说明
21.为了更清楚地说明本发明的实施例的技术方案,下面将对实施例的附图作简单地介绍。
22.下面描述中的附图仅仅涉及本发明的一些实施例,而非对本发明的限制。
23.在附图中:图1是本发明的实施例结构示意图。
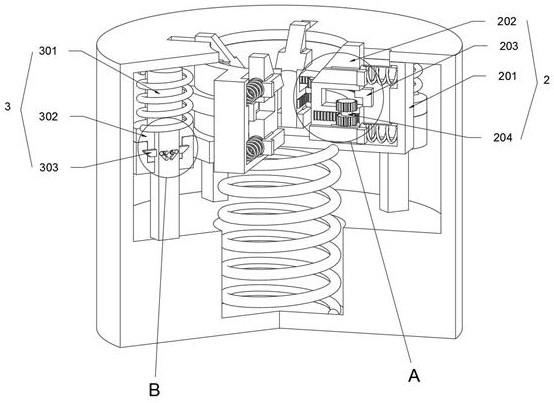
24.图2是本发明安装座内部的结构示意图。
25.图3是本发明定位组件拆解后的结构示意图。
26.图4是本发明保护组件拆解后的结构示意图。
27.图5是本发明对锂电池完成定位夹固后内部的结构示意图。
28.图6是本发明触发保护组件对锂电池的保护功能时内部的结构示意图。
29.图7是本发明图6中继续施加压焊压力后内部的结构示意图。
30.图8是本发明图2中a部位放大的结构示意图。
31.图9是本发明图2中b部位放大的结构示意图。
32.图10是本发明图5中c部位放大的结构示意图。
33.图11是本发明图6中d部位放大的结构示意图。
34.附图标记列表1、安装组件;101、分料转盘;102、安装座;2、定位组件;201、定位座;2011、轨道槽;2012、复位顶簧;2013、同步锁止槽;202、随动夹块;2021、同步齿条;2022、夹持顶簧;203、同步环;2031、同步齿环;204、同步杆;2041、同步齿轮;3、保护组件;301、定位杆;3011、解锁槽;302、同步座;3021、保护拉簧;303、适应块;3031、解锁杆;3032、撑开顶簧。
具体实施方式
35.下文中将结合本发明的具体实施例的附图,对本发明实施例的技术方案进行清楚、完整的描述。
36.实施例:请参考图1至图11所示:本发明提供一种锂电池盖帽自动组装机,包括安装组件1,安装组件1包括有分料转盘101和安装座102,分料转盘101固定安装在自动压焊设备的驱动机构上,且安装座102固定安装在分料转盘101的内部,采用自动压焊设备实现盖帽与锂电池的压焊加工操作,其具体结构与工作原理为现有成熟技术,在此不做累述;定位组件2,定位组件2包括有定位座201、随动夹块202、同步环203和同步杆204,定位座201插接在安装座102的内部,且随动夹块202插接在定位座201的内部,同步环203转动连接在安装座102的内部,且同步杆204转动连接在安装座102的内部;保护组件3,保护组件3包括有定位杆301、同步座302和适应块303,定位杆301的两端固定安装在安装座102的内部,且同步座302插接在定位杆301的外部,且适应块303插接在同步座302的内部。
37.其中,随动夹块202的内部设有夹持顶簧2022,且夹持顶簧2022的两端分别固定连接在随动夹块202的内部和定位座201的内部,在使用中,将锂电池直接插接在定位座201的内部即可实现对不同类型的锂电池快速定位的功能,操作方便,使用灵活,当锂电池插入定位座201的内部时,此时锂电池会挤压随动夹块202向一侧移动,从而当锂电池完全插入到定位座201的内部后,随动夹块202能够在夹持顶簧2022的作用下实现对锂电池的夹持定位功能,操作快捷,工作效率大大提高。
38.其中,同步杆204的顶部和底部均设有同步齿轮2041,同步环203的内部设有同步齿环2031,且随动夹块202的侧面设有同步齿条2021,同步齿环2031和同步杆204顶部的同步齿轮2041的轮齿咬合传动,且同步齿条2021和同步杆204底部的同步齿轮2041的轮齿咬合传动,在使用中,锂电池在定位座201的内部夹持固定后,无论何种类型的锂电池,其夹持固定后的中心位置始终保持固定,方便后续准确的与盖帽进行压焊组装操作,随动夹块202之间具备同步联动关系,即当任意一个随动夹块202在移动时同步齿条2021能够通过同步杆204的底部的同步齿轮2041带动同步杆204转动,同步杆204在转动时其顶部的同步齿轮2041能够通过同步齿环2031带动同步环203转动,从而实现了其余随动夹块202的同步、同向运动,定位准确,提高了加工质量。
39.其中,随动夹块202的块体截面形状为“士”形,且定位座201的内部设有轨道槽2011,随动夹块202插接在轨道槽2011的内部,在使用中,轨道槽2011能够限制随动夹块202的移动轨迹,从而使得随动夹块202在移动时不会出现歪斜、扭曲导致装置卡死失效的现象发生,使用稳定。
40.其中,定位杆301的底部杆体为方形设计,且定位杆301顶部杆体的外径大于定位杆301底部方形杆体的外径,同步座302插接在定位杆301的方形杆体外部,且定位座201插接在定位杆301的方形杆体外部,定位座201的插接位置低于同步座302的插接位置。
41.其中,适应块303在同步座302的内部设有两个,且两个适应块303对称的安装在同步座302的内部,适应块303的块体外端截面为直角三角形,且适应块303外端的直边朝上,定位座201的内部设有同步锁止槽2013,且适应块303的外端插接在同步锁止槽2013的内部,适应块303的内部设有撑开顶簧3032,且撑开顶簧3032的两端分别固定连接在两个适应
块303的内部,在使用中,该装置在复位状态时,适应块303的外端插接在同步锁止槽2013的内部,从而此时定位座201和同步座302保持为一个整体使用,在对定位座201内部夹持定位后的锂电池进行压焊加工时,正常加工时的压焊的压力小于保护拉簧3021的拉力,从而此时在压焊时定位座201以及同步座302均不会发生上下位移,从而能够稳定的实现压焊操作,使用稳定。
42.其中,同步座302的座体顶部设有保护拉簧3021,保护拉簧3021套接在定位杆301顶部杆体的外部,且保护拉簧3021的两端分别固定连接在同步座302的顶部和安装座102的内部,在使用中,保护组件3能够对锂电池起到压力保护作用,当由于锂电池的长度较大在压焊时压焊组件对锂电池施加的压焊压力过大时,此时压焊压力大于保护拉簧3021的拉力,从而此时定位座201在压焊压力的作用下能够带动同步座302同步向下移动,定位杆301的方形杆体内部设有“l”形的解锁槽3011,解锁槽3011由斜槽和直槽组成,且斜槽的顶端与直槽的一端连接,适应块303的侧面设有解锁杆3031,且解锁杆3031插接在解锁槽3011的内部,同步座302在向下移动时适应块303的解锁杆3031在解锁槽3011的斜槽的导向作用下能够向同步座302的内部收缩,从而适应块303的外端不在插接在同步锁止槽2013的内部,此后定位座201与同步座302分离失去了保护拉簧3021对定位座201的拉力定位关系,从而此后定位座201能够自由下移,定位座201的底部设有复位顶簧2012,且复位顶簧2012的两端分别固定连接在定位座201的底部和安装座102的内部,且定位座201在复位顶簧2012的作用下其内部锂电池的顶部始终还是抵在压焊组件的底部实现盖帽与锂电池的压焊操作,加工稳定,且当触发该装置保护组件3的保护功能且完成锂电池与盖帽的压焊组装后,压焊组件在上行复位后该装置同样能够自动复位,压焊组件复位后,该装置的定位座201能够在复位顶簧2012的作用下上移复位,且定位座201在上移复位时能够挤压适应块303使其通过解锁槽3011的直槽缩入同步座302的内部,适应块303不会阻碍定位座201的复位,且定位座201复位后,适应块303能够在撑开顶簧3032的作用下重新插接在同步锁止槽2013恢复装置的整体复位状态,以备下次插入锂电池进行与盖帽的压焊操作,使用方便灵活。
43.本实施例的具体使用方式与作用:本发明中,将锂电池直接插接在定位座201的内部即可实现对不同类型的锂电池快速定位的功能,操作方便,使用灵活,当锂电池插入定位座201的内部时,此时锂电池会挤压随动夹块202向一侧移动,从而当锂电池完全插入到定位座201的内部后,随动夹块202能够在夹持顶簧2022的作用下实现对锂电池的夹持定位功能,锂电池在定位座201的内部夹持固定后,无论何种类型的锂电池,其夹持固定后的中心位置始终保持固定,方便后续准确的与盖帽进行压焊组装操作,随动夹块202之间具备同步联动关系,即当任意一个随动夹块202在移动时同步齿条2021能够通过同步杆204的底部的同步齿轮2041带动同步杆204转动,同步杆204在转动时其顶部的同步齿轮2041能够通过同步齿环2031带动同步环203转动,从而实现了其余随动夹块202的同步、同向运动,定位准确,此后通过自动压焊设备能够将锂电池移动至压焊组件的底部进行压焊操作,在复位状态时,适应块303的外端插接在同步锁止槽2013的内部,从而此时定位座201和同步座302保持为一个整体使用,在对定位座201内部夹持定位后的锂电池进行压焊加工时,正常加工时的压焊的压力小于保护拉簧3021的拉力,从而此时在压焊时定位座201以及同步座302均不会发生上下位移,从而能够稳定的实现压焊操作,保护组件3能够对锂电池起到压力保护作用,当由于锂电池的长度较大在压焊时压焊组件对锂电池施加的压焊压力过大时,此时压
焊压力大于保护拉簧3021的拉力,从而此时定位座201在压焊压力的作用下能够带动同步座302同步向下移动,同步座302在向下移动时适应块303的解锁杆3031在解锁槽3011的斜槽的导向作用下能够向同步座302的内部收缩,从而适应块303的外端不在插接在同步锁止槽2013的内部,此后定位座201与同步座302分离失去了保护拉簧3021对定位座201的拉力定位关系,从而此后定位座201能够自由下移,且定位座201在复位顶簧2012的作用下其内部锂电池的顶部始终还是抵在压焊组件的底部实现盖帽与锂电池的压焊操作,触发该装置保护保护组件3的保护功能且完成锂电池与盖帽的压焊组装后,压焊组件在上行复位后该装置同样能够自动复位,压焊组件复位后,该装置的定位座201能够在复位顶簧2012的作用下上移复位,且定位座201在上移复位时能够挤压适应块303使其通过解锁槽3011的直槽缩入同步座302的内部,适应块303不会阻碍定位座201的复位,且定位座201复位后,适应块303能够在撑开顶簧3032的作用下重新插接在同步锁止槽2013恢复装置的整体复位状态,以备下次插入锂电池进行与盖帽的压焊操作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1