一种齿条油缸缸体的加工方法与流程
本发明涉及一种加工方法,尤其涉及一种齿条油缸缸体的加工方法,具体适用于没有压力波动同时多个回转机构同步工作的齿条油缸缸体的加工方法。
背景技术:
1、齿条油缸是一种通过齿条与齿轮将液压缸的往复运动转化为齿轮轴的正反向旋转运动,同时将往复油缸的推力转化成齿轮轴的输出扭矩的机械。
2、齿条油缸缸体是齿条油缸的重要受力与传导部件,在往复油缸工作时,其活塞杆通过齿条油缸两侧的缸筒进入齿条油缸缸体的齿轮腔内,并通过活塞杆上设置的齿条驱动齿轮腔内与齿条相啮合的齿轮旋转,从而产生转矩,因此保证齿条与齿轮之间的紧密配合是必要的,为了达到配合间隙,必须严格控制齿轮安装中心线与活塞杆中心线的空间距离,同时为了保证往复油缸工作的平稳性,还需要确保齿条油缸两侧的缸筒的同轴度、圆柱度与粗糙度。
3、目前齿条油缸缸体加工通常是在镗床上,通过特制的刀柄或特种刀具对两侧缸筒进行一次加工成型,这种方法虽然可以一定程度上保证齿条油缸两端缸筒的同轴度,但其仍存在以下缺陷:
4、1、由于需要一次加工成型两侧缸筒,特制的刀柄或特种刀具的悬长必须大于两侧缸筒的总长度,导致加工过程中刀具端部在切削时受到径向力影响,容易发生让刀和振动现象,难以保证加工质量,使得两段缸筒的同轴度、圆柱度及粗糙度仍较低。
5、2、如果直接使用机床对缸筒两侧进行单独加工,难以对待加工油缸缸体进行准确的定位,两端缸筒之间往往会出现不同轴的现象。
6、3、由于机床本身精密度的限制无法满足缸筒内壁粗糙度的需求,如果使用特殊的高精密机床,成本较高。
7、公开该背景技术部分的信息仅仅旨在增加对本技术的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现思路
1、本发明的目的是克服现有技术中存在的刀具悬长较大导致容易发生让刀和振动现象,使得两段缸筒的同轴度、圆柱度及粗糙度较低的缺点,提供了一种的齿条油缸缸体的加工方法。
2、为实现以上目的,本发明的技术解决方案是:
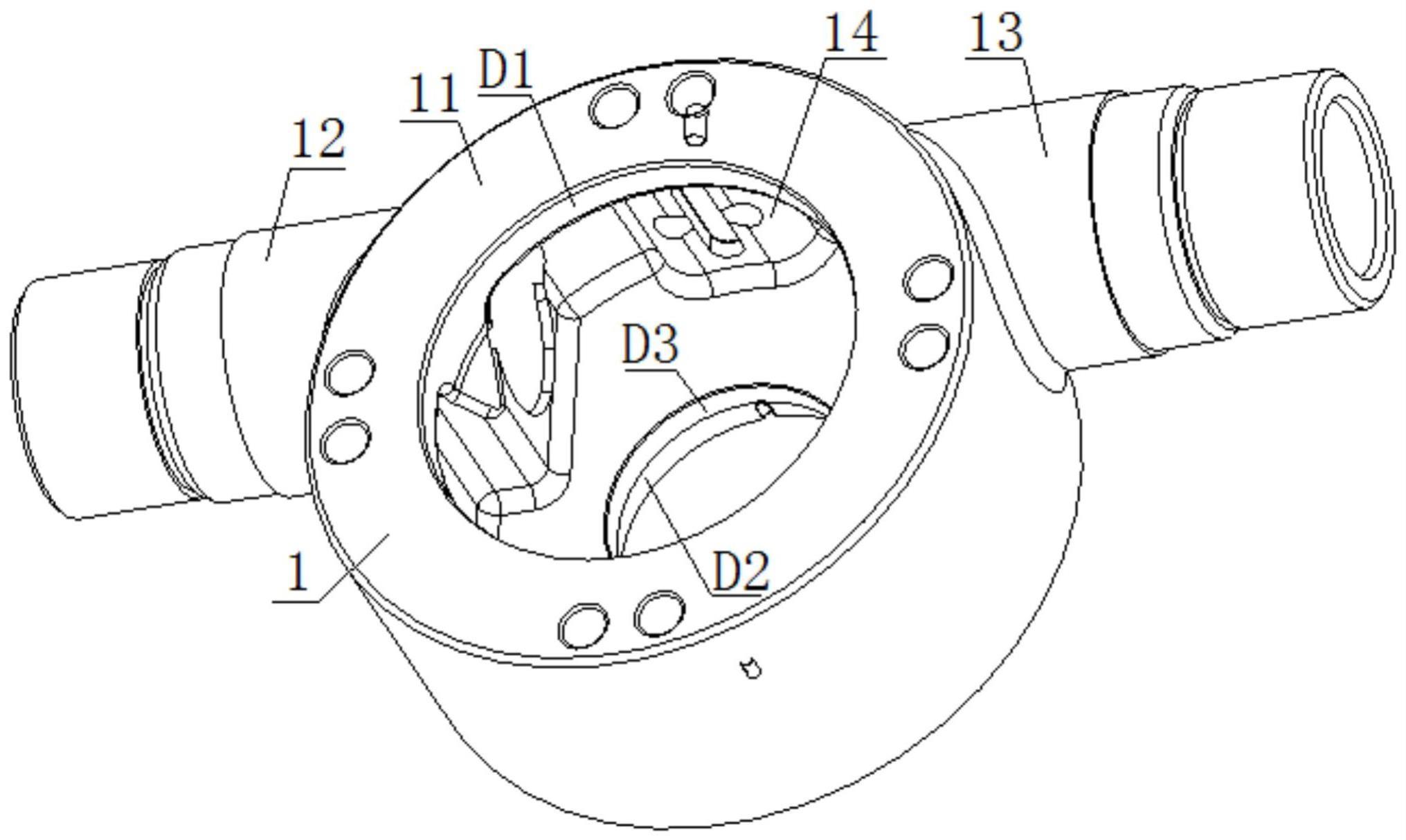
3、一种齿条油缸缸体的加工方法,所述加工方法用于加工待加工油缸缸体,所述待加工油缸缸体包括壳体、左缸筒及右缸筒;所述壳体内开设有齿轮腔,所述左缸筒及右缸筒为管状结构,所述壳体的两侧分别固定设置有左缸筒及右缸筒,所述左缸筒及右缸筒的中心轴相互重合,所述左缸筒及右缸筒的中心轴设置于齿轮腔的圆心与齿轮腔的侧部之间,所述左缸筒及右缸筒的内腔均与齿轮腔相连通;
4、所述加工方法包括以下步骤:
5、第一步:加工预处理,将铸造得到的油缸缸体毛坯放置于工作台上,通过测量齿轮腔内腔的两个端面之间连线的中点确定油缸缸体毛坯的中分面,通过划线尺在油缸缸体毛坯的表面划出中分面基准线,将油缸缸体毛坯的中分面调平,并将油缸缸体毛坯的中分面作为基准面对油缸缸体毛坯上各待加工面划加工余量线,同时通过划线尺在油缸缸体毛坯的左、右端面上分别划出左缸筒及右缸筒的四条侧边母线,得到待加工油缸缸体,此时第一步加工预处理步骤完成;
6、第二步:铣工件,将完成加工预处理步骤的待加工油缸缸体放置于铣床的回转工作台上,使待加工油缸缸体的第一加工面对准铣床的铣刀,通过可调v型铁支撑调整待加工油缸缸体并校正待加工油缸缸体的水平度,使待加工油缸缸体的中分面在旋转时的跳动不大于0.2mm,此时将待加工油缸缸体固定在回转工作台上,当待加工油缸缸体固定完成后,操作者根据图纸的设计使用铣刀铣削待加工油缸缸体的齿轮缸的第一加工面,当齿轮缸的第一加工面铣削完成后,操作者通过铣刀铣削齿轮缸上的d1孔,当d1孔铣削完成后,操作者对d1孔倒角,当d1孔倒角完成后,操作者以d1孔为基准通过铣刀铣削齿轮缸上的d3孔,当d3孔铣削完成后,操作者对d3孔倒角,当d3孔加工完成后,操作者通过寻边仪在缸筒内部打点的得到左缸筒及右缸筒的圆心点,所述左缸筒及右缸筒的圆心点之间的联系为左缸筒及右缸筒的中心轴,并通过铣刀在待加工油缸缸体的近缸筒侧铣削出平行于缸筒中心轴的校正带,当校正带加工完成后,将待加工油缸缸体翻面后重新固定于铣床上,当待加工油缸缸体固定完成后,操作者通过以d3孔为基准通过铣刀铣削齿轮缸上的d2孔,当d2孔铣削完成后,操作者对d2孔倒角,并以d3孔为基准通过铣刀在待加工油缸缸体的第二加工面上加工出台阶面及密封圈槽,此时第二步铣工件步骤完成;
7、第三步:镗工件,将完成第二步铣工件步骤的待加工油缸缸体放置于精密镗床的工作台上,使待加工油缸缸体的其中一个缸筒正对镗床的镗刀,并通过镗床对待加工油缸缸体打平面度跳动并调整镗床工作台角度,使缸筒的第一加工面及第二加工面平面度在0.05以内,通过缸筒的十字线确认缸筒的中心轴,并通过缸筒的圆心到校正带尺寸及第一加工面的尺寸确定缸筒的圆心的高度位置,再通过缸筒的圆心到齿轮腔侧壁的距离得到缸筒的圆心的水平位置,当确定缸筒的圆心的高度位置及水平位置后,根据缸筒的圆心的高度位置及水平位置调整镗刀角度及位置,并镗削待加工油缸缸体的对应缸筒,当该缸筒加工完成后,操作者将基准找正工装固定设置于精密镗床上,并测量已加工孔至基准找正工装上基准面的相对水平尺寸x1与相对高度尺寸x2,测量完成后,将精密镗床的工作台旋转180°,通过相对水平尺寸x1与相对高度尺寸x2找到缸筒圆心,加工待加工油缸缸体上剩余的缸筒,此时第三步精工件步骤完成;
8、第四步:对工件研磨并攻丝,将完成第三步镗工件步骤的待加工油缸缸体1放置于工作台上,操作者通过研磨工装研磨左缸筒及右缸筒的内壁,直到左缸筒及右缸筒的内壁的粗糙度达到ra0.4,并对待加工油缸缸体上各螺纹孔攻丝,并在各螺纹孔的开口处固定设置螺纹保护网,当螺纹保护网设置完成后,对待加工油缸缸体进行锐角倒钝及工件去毛刺,此时第四步对工件研磨并攻丝步骤完成。
9、第五步:检测工件,将完成第四步对工件研磨并攻丝步骤的待加工油缸缸体放置于三坐标测量仪的工作台上,并通过三坐标测量仪检测待加工油缸缸体上各加工位置的三维位置及尺寸,若待加工油缸缸体上各加工位置的三维位置及尺寸均满足加工要求则该待加工油缸缸体加工完成,若待加工油缸缸体上各加工位置的三维位置及尺寸不满足加工要求则对该待加工油缸缸体进行报废处理,此时齿条油缸缸体加工完成。
10、所述基准找正工装为长条结构,所述基准找正工装的长度与精密镗床的长度相同,所述基准找正工装包括基准面及支撑面,所述基准面为基准找正工装的顶面,所述支撑面为基准找正工装的底面,当基准找正工装固定于精密镗床上时,支撑面与精密镗床相接触,同时基准面与精密镗床的主轴平行,所述基准找正工装的侧壁通过磨床磨削加工,所述基准找正工装的侧壁的平面度小于0.005。
11、所述研磨工装包括研磨杆、研磨套、手柄及固定螺母,所述研磨套为空心管结构,所述研磨套的外表面为研磨面,所述固定螺母的直径大于研磨套的直径,所述研磨杆的一端固定设置有手柄,所述研磨杆的另一端设置有外螺纹杆,所述研磨杆的另一端穿过研磨套后通过其上设置的外螺纹杆与固定螺母固定连接。
12、所述研磨工装还包括垫片,所述垫片套设于外螺纹杆上,所述研磨套为铸铁件,所述研磨套的目数为800目至1200目。
13、所述第四步对工件研磨并攻丝步骤中,操作者由低至高依次使用不同目数的研磨套研磨左缸筒及右缸筒的内壁。
14、所述第一步加工预处理步骤中,待加工油缸缸体上各待加工面的加工余量均为单边2mm,各待加工面包括d1孔、d2孔、d3孔、左缸筒12及右缸筒13的内壁。
15、所述第二步铣工件步骤中,台阶面及密封圈槽与d3孔之间的同轴度为0.02。
16、所述第三步镗工件步骤中,设缸筒的圆心到校正带的距离为l3,根据设计图纸得到缸筒的圆心到d1孔的圆心之间设计距离为l1,同时测量校正带到d1孔的圆心之间距离为l2,通过l3=l2-l1计算得到缸筒的圆心到校正带的距离。
17、所述第三步镗工件步骤中,通过测量d1孔的边缘与校正带的距离加上孔的半径r得到校正带到d1孔的圆心之间距离l2。
18、所述第三步镗工件步骤中对缸筒留出0.04至0.06mm的研磨余量。
19、与现有技术相比,本发明的有益效果为:
20、1、本发明一种齿条油缸缸体的加工方法中,在第三步镗工件步骤中,操作者先通过镗床加工齿条油缸缸体上其中一侧的缸筒,再通过将基准找正工装作为定位基准,可以测量得到已加工缸筒与基准找正工装之间的相对水平尺寸x1与高度尺寸x2,并在精密镗床的工作台旋转180°后,通过基准找正工装及相对水平尺寸x1与高度尺寸x2找到未加工缸筒的圆心,进而通过镗床加工该缸筒,使得齿条油缸缸体两侧的缸筒可以单独加工,只需要使用长度大于单侧缸筒总长度的镗刀。因此,本设计可以通过基准找正工装确定缸筒圆心,使两侧缸筒可以单独加工,有效降低加工刀具的悬长。
21、2、本发明一种齿条油缸缸体的加工方法中,在第二步铣工件步骤中,通过寻边仪在缸筒内部打点的方法得到左、右缸筒的圆心点,并加工得到与左、右缸筒的圆心点之间连线平行的校正带,在第三步镗工件步骤中,根据设计图纸可以得到缸筒的圆心到d1孔的圆心之间设计距离为l1, 测量校正带到d1孔的圆心之间距离为l2,操作者可以通过l3=l2-l1计算快速得到缸筒的圆心到校正带的距离,并以校正带为基准通过l3准确得到缸筒的中心轴的位置,进而可以通过普通的精密镗床镗削出高精度的缸筒。因此,本设计可以使用校正带作为基准通过图纸及测量得到的尺寸参数快速计算得到缸筒的中心轴的位置,并通过普通的精密镗床镗削出高精度的缸筒,不需要使用特制镗床,有效提高加工的精密度及加工效率,并降低加工成本。
22、3、本发明一种齿条油缸缸体的加工方法中,研磨工装包括研磨杆、研磨套及手柄,研磨杆的一侧固定设置有手柄,研磨套套设于研磨杆上,在操作时可以通过手柄控制研磨工装对缸筒内壁进行研磨,提高缸筒内壁的粗糙度,并保证缸筒孔径尺寸满足设计需求,在研磨不同孔径的缸筒时,可以更换对应外径的研磨套。因此,本设计可以通过研磨工装对缸筒内壁进行研磨,有效提高缸筒内表面的粗糙度。
- 还没有人留言评论。精彩留言会获得点赞!