一种泡沫罐端盖焊接系统的制作方法
1.本发明涉及焊接领域,具体是一种泡沫罐端盖焊接系统。
背景技术:
2.泡沫罐是由压力罐、胶囊、比例混合器、安全阀、止回阀、压力表、单向阀及各类控制阀以及管道组成的,主要应用于化工、油库、码头、机场、船舶、车库、煤矿等场地,是使用较广泛的消防灭火工具。目前泡沫罐的加工方式仍然是以焊接为主,最主要的焊接部位在于罐体(圆筒形)与端盖的焊接固定。
3.泡沫罐基于其规格的大小,在尺寸上有一定差异。且泡沫罐作为压力罐,在焊接工艺上要求质量较高,对于两端端盖周向的一圈焊接,不但要求对位准确,也要求焊接充分。现有端盖的焊接工艺下,如何提高端盖与罐体的轴冲齐,是保证焊接质量的难点和前提。
技术实现要素:
4.本发明的目的在于提供一种泡沫罐端盖焊接系统,它就能够快速实现精确定位,保证了端盖焊接的高效和质量。
5.本发明为实现上述目的,通过以下技术方案实现:一种泡沫罐端盖焊接系统,包括定位模块和对位模块;所述定位模块包括上料平台,所述上料平台的周侧设有卡爪,所述卡爪具有居中聚拢的直线行程;所述对位模块包括底座,所述底座沿其长度方向上的一端设有支撑柱,所述支撑柱顶端转动连接有转动座,所述转动座的转动轴为竖直,所述转动座的上部转动连接有起重臂,所述起重臂与转动座的转动轴为水平,所述起重臂的末端安装有抓取机构,所述抓取机构用于抓取端盖;所述底座上相对支撑柱左右对称的设有对位架,所述对位架包括具有升降行程且能够锁止的支撑轴,所述支撑轴水平设置且其长度方向与底座同向。
6.所述支撑轴底部固定有若干根竖直的套筒,所述套筒的底端设有上弹簧座,所述套筒内设有与其上下滑动配合的伸缩杆,所述伸缩杆的底端设有下弹簧座,所述上弹簧座和下弹簧座之间设有压缩弹簧,所述套筒的底部设有电磁销。
7.所述支撑轴上套接有与其通过轴承件转动连接的托辊。
8.所述伸缩杆的底端固定有底架,所述底架通过螺栓件固定安装在底座上。
9.所述起重臂包括垂直固定连接的下支臂和上支臂,所述下支臂的底端与转动座转动安装,所述下支臂的顶端与上支臂垂直固定,所述上支臂远离下支臂的一端固定有与其垂直固定的安装臂,所述安装臂与下支臂平行设置,所述抓取机构安装在安装臂的底端。
10.所述抓取机构包括固定安装在安装臂底端的安装板,所述安装板的下方设有能够相对其具有直线行程的调整架,所述调整架上固定有多根光杆导轨,所述光杆导轨上滑动配合有滑套,所述滑套贯穿固定在安装板上,对调整架的直线行程导向,所述调整架远离安
装板的一侧固定有环形架,所述环形架上环形安装有真空吸盘。
11.所述真空吸盘为3组,所述真空吸盘与环形架以球关节结构连接。
12.所述上料平台的下方居中的安装有卡盘,所述卡盘的顶部设有相对其径向直线滑动的滑块,所述卡爪固定在滑块上。
13.所述起重臂基于其90度的转动行程具有抓取行程位和定位行程位,所述起重臂的抓取行程位为使安装臂竖直,所述起重臂的定位行程位为向上翻转至使安装臂水平;所述上料平台的中央位置到支撑柱的距离与起重臂在横向状态下安装臂与支撑柱的距离相对应,基于转动座的转动具有焊接行程位和取料行程位,所述转动座的焊接行程位为水平转动至起重臂与支撑轴同向,所述转动座的取料行程位为使起重臂相对上料平台居中对齐。
14.还包括焊接模块,所述焊接模块设置在支撑柱的一旁。
15.对比现有技术,本发明的有益效果在于:本技术通过定位模块对端盖的抓取和转动,以及定位模块动作中与对位模块的配合,使两个支撑轴的高度能够在放置罐身后,实现罐身与端盖的轴冲齐,不用配合复杂的机械结构和传感设备,就能够快速实现精确定位,保证了端盖焊接的高效和质量。
附图说明
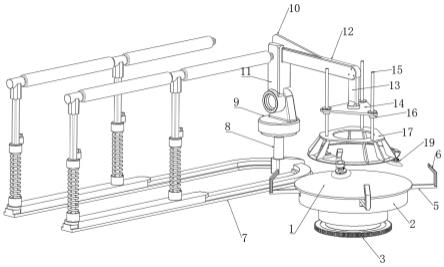
16.图1是本发明在抓取端盖状态下的示意图。
17.图2是本发明在抓取端盖状态下的正面示意图。
18.图3是本发明在抓取端盖状态下的俯视图。
19.图4是本发明在对端盖与罐身对位状态下的示意图。
20.图5是本发明在对端盖与罐身对位状态下的正面示意图(端盖用虚线示意)。
21.图6是本发明在对端盖与罐身对位状态下的俯视图(端盖和罐身用虚线示意)。
22.图7是本发明定位模块的结构示意图。
23.图8是本发明在对端盖与罐身对位状态下的示意图。
24.图9是本发明局部组件拆分示意图。
25.附图中所示标号:1、上料平台;2、机盖;3、卡盘;4、滑块;5、卡爪;6、爪头;7、底座;8、支撑柱;9、转动座;10、起重臂;11、下支臂;12、上支臂;13、安装臂;14、安装板;15、光杆导轨;16、滑套;17、调整架;18、环形架;19、真空吸盘;20、支撑轴;21、托辊;22、套筒;23、伸缩杆;24、压缩弹簧;25、电磁销;26、底架。
实施方式
26.下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所限定的范围。
27.下述实施例中所涉及的仪器、试剂、材料等,若无特别说明,均为现有技术中已有的常规仪器、试剂、材料等,可通过正规商业途径获得。下述实施例中所涉及的实验方法,检测方法等,若无特别说明,均为现有技术中已有的常规实验方法,检测方法等。
28.实施例:一种泡沫罐端盖焊接系统如图1-9所示。
29.现在的对位方法多数采用人工矫正结合夹具工装。人工对位不但效率非常低下、操作费力,而且精度很差。
30.本示例的焊接系统,以结合机械臂焊接进行介绍。包括定位模块、对位模块、焊接模块;所述定位模块用于对(给对位模块)上料的端盖进行位置调整,使其在平面上的位置能够与抓取的中心位置相冲齐。
31.所述定位模块包括圆形的上料平台1,所述上料平台1采用光滑平面的钢面平台,能够对端盖轻松的调整和移动,不局限于本示例,还可以在上料平台1的顶面以矩阵排列方式安装滚珠座,通过滚珠提高端盖调整的灵活度,让端盖更加容易平移调整位置。
32.所述上料平台1的下方设有机盖2,所述机盖2内居中的安装有卡盘3,所述卡盘3为三爪卡盘或者四爪卡盘,所述卡盘3的顶部设有相对其径向直线滑动的滑块4,所述滑块4上固定有卡爪5,所述卡爪5贯穿设置在机盖2上的预留孔,所述卡爪5的外端设有向上延伸的爪头6,通过四个或者三个爪头6,基于卡盘3上卡爪5居中靠拢或分散的行程,获得将端盖居中定位的效果,当爪头6将端盖卡住后,无论端盖的尺寸多大,都能够位于上料平台1的居中位置。
33.所述对位模块包括底座7,所述底座7为长条型的底座7,用于支撑整个装置,所述底座7的一端固定有支撑柱8,所述支撑柱8的顶端设有与其转动安装的转动座9,所述转动座9基于电机驱动,且所述转动座9的转动轴为竖直设置,所述转动座9上可转动的安装有起重臂10,所述起重臂10包括下支臂11和上支臂12,所述下支臂11的底端与转动座9转动安装,且转动轴为水平,所述下支臂11的顶端与上支臂12垂直固定,所述上支臂12远离下支臂11的一端固定有与其垂直固定的安装臂13,所述安装臂13与下支臂11平行设置,通过以上的支撑结构,有利于在端盖附近避让足够的空间,便于焊接操作。配合焊接的机械臂设备有利于给予机械臂充分的操作空间,对于导轨式焊接设备有利于轨道的布置,对于人工焊接有利于给出足够的操作空间。
34.所述起重臂10的转动行程为90度,所述起重臂10的抓取行程位为使安装臂13竖直,所述起重臂10的定位行程位为向上翻转至使安装臂13水平;自抓取行程位到定位行程位所述起重臂10向上转动90度;所述转动座9的转动行程的转动轴为竖直,所述转动座9的焊接行程位为水平转动至起重臂10与底座7同向。所述转动座9的取料行程位为使起重臂10相对上料平台1居中对齐,所述上料平台1的中央位置到支撑柱8的距离与起重臂10在横向状态下安装臂13与支撑柱8的距离相对应,故通过转动座9的转动能够使安装臂13与上料平台1上下居中冲齐。本示例中,所述定位模块设置在支撑柱8的一侧,故本示例设计所述转动座9的转动行程为90度。
35.所述安装臂13的末端固定有安装板14,所述安装板14的下方设有能够相对其具有直线行程的调整架17,所述调整架17的直线行程与安装臂13同向,所述调整架17上固定有光杆导轨15,所述光杆导轨15上滑动配合有滑套16,所述滑套16贯穿固定在安装板14上,从而实现对调整架17相对安装板14靠近或远离的行程导向,所述调整架17与安装板14之间设有气缸,所述气缸固定在安装板14上,所述气缸的缸杆末端固定在调整架17上,通过气缸实
现对调整架17直线行程的驱动。
36.所述调整架17远离安装板14的一侧固定有环形架18,所述环形架18上环形安装有真空吸盘19,通过连接负压气源,获得吸附抓取能力,从而实现对端盖表面的抓取。通过该环形抓取结构,能够对端盖上的结构特点进行适应,让位其人孔、排水孔等居中的结构位置。
37.所述真空吸盘19以球形关节的连接方式安装在环形架18上,设置为三个真空吸盘19,能够锁死转动,从而实现抓取吸附时对端盖表面曲面更好的适应。
38.所述底座7上相对支撑柱8左右对称的设有对位架,所述对位架包括具有升降行程且能够锁止的支撑轴20,所述支撑轴20水平设置,所述支撑轴20的长度方向与底座7同向,两个对位架的支撑轴20相对支撑柱8对称,所述支撑轴20上套接有与其通过轴承件转动连接的托辊21,所述支撑轴20远离支撑柱8的一端,以及支撑轴20的中部分别设有与其固定的套筒22,所述套筒22的底端设有上弹簧座,所述套筒22内设有与其上下滑动配合的伸缩杆23,所述伸缩杆23的底端设有下弹簧座,所述上弹簧座和下弹簧座之间设有压缩弹簧24,所述压缩弹簧24套接在伸缩杆23的外部,通过套筒22、压缩弹簧24以及伸缩杆23的结构,使支撑轴20获得弹性升降效果。所述套筒22的底部设有电磁销25,所述电磁销25的内端与伸缩杆23能够顶紧而使伸缩杆23锁止,从而对支撑轴20的高度进行锁止。
39.所述伸缩杆23的底端固定有底架26,所述底架26固定在底座7上。实现模块化安装,方便拆装运维,以及更换组件。
40.当端盖在直立状态向两个支撑轴20之间平移的时候,基于端盖周侧为圆形侧面,其接触到托辊21后,随着端盖继续移动,端盖周面能够对支撑轴20具有向下压迫的导向作用,从而将支撑轴20向下压迫。同时通过压缩弹簧24,也使得托辊21能够紧紧贴靠在端盖的周侧上,实现对端盖底部周面对称的切面接触效果。如图4-6所示。在此状态下将支撑轴20高度锁死,再将圆柱形罐身上料在两个托辊21上,则自然实现罐身与端盖的高精度轴冲齐,控制调整架17的行程(此时调整架17的直线行程与支撑轴20长度方向一致)即可让端盖与罐身接触,实现冲齐定位。
41.所述焊接模块可以包括焊接机械臂、轨道式焊接设备、或手持焊接设备(人工操作),只要能够完成焊接即可。通常可先进行点焊或局部焊接使端盖与罐身相对固定后,即可松开吸盘抓手,通过托辊21支撑并完成焊接即可。
42.本系统执行的焊接步骤包括:卡爪5收缩对上料平台1上的端盖居中夹持固定;转动座9在其取料行程位,起重臂10在其抓取行程位(安装臂13竖直状态),实现安装臂13相对端盖上下居中冲齐;降落调整架17并启动真空吸盘19对端盖凸起表面实现吸附抓取;卡爪5松开对端端盖的夹持,上升调整架17抓取端盖至悬空;起重臂10向上翻转90度至定位行程位,使端盖的焊接面为直立;转动座9转动至焊接行程位,即安装臂13与支撑轴20平行,在转动过程中将两侧的安装轴下压至托辊21周面与端盖周面相切,且托辊21相对端盖对称;将罐身上料在两个托辊21之间,调整架17向罐身方向平移至端盖与罐身相接触;对接缝处进行焊接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1