一种智能手机自动化组装生产线的制作方法
本发明涉及手机壳加工的,特别是一种智能手机自动化组装生产线。
背景技术:
1、现有的生产方法虽然能够对手机壳进行加工,但是依然存在诸多缺陷:1、现有的手机壳大部分采用金属材料或硬质塑料制成,虽然目前采用浇筑模,由于目前手机壳的外观的需求较高,通常对一部分的手机壳进行紧密的加工,但是目前在制备过程中由于批量对手机壳上的相机孔进行冲裁时,会造成裁切的效率低,且由于裁切的规格不准确,从而造成了材料浪费。2、现有的钻孔装置通过人工操作时,通常存在单个加工,使得生产的效率低,同时现行的生产工装不能进行有效的固定,使得对高要求的手机壳的制造增加了难度。
2、基于上述技术缺陷,本技术亟待需要一种智能手机自动化组装生产线。
技术实现思路
1、本发明的目的在于克服现有技术的缺点,提供结构紧凑、减轻工人工作强度、提高手机壳加工的效率、降低手机壳的废品率的一种智能手机自动化组装生产线。
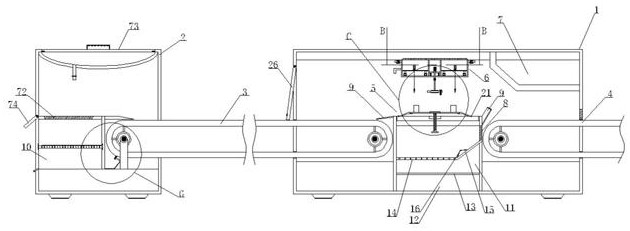
2、本发明的目的通过以下技术方案来实现:一种智能手机自动化组装生产线,包括生产线主体一和生产线主体二,所述生产线主体一和生产线主体二之间设有传输装置一,所述生产线主体一的另一端上设有传输装置二,所述传输装置一和传输装置二分别嵌入在生产线主体一和生产线主体二上,所述生产线主体一和生产线主体二的底部上设有支撑脚垫;
3、所述生产线主体一的长度大于生产线主体二的长度,所述传输装置一与传输装置二之间设有加工平台,且加工平台的上方设有可移动加工部件,所述生产线主体一的顶部上设有放置腔,所述加工平台的内部为空腔结构,且放置腔二的侧壁上设有进料口一,所述加工平台的侧壁上设有倾斜挡料部件,所述传输装置二的一端与进料口一进行连接,所述传输装置一与传输装置二与生产线主体一和生产线主体二的配合处均设有进料口,所述加工平台与传输装置一之间设有倾斜落料板,所述生产线主体二包括浸没空腔,所述浸没空腔设置在传输装置一旁。
4、在本发明的智能手机自动化组装生产线中,所述加工平台的内部设有上部空腔和下部空腔,所述上部空腔与下部空腔之间设有隔板一,所述上部空腔的内部设有储料板,所述储料板包括水平段和倾斜段,且水平段与倾斜段为一体成型,所述水平段与倾斜段的连接处设有缓冲跌板,所述水平段上设有通风孔一,所述倾斜段位于进料口一的上方。
5、在本发明的智能手机自动化组装生产线中,所述加工平台的顶部设有顶板,且顶板上设有放置凹槽一,所述放置凹槽一的底部上设有升降调节螺杆,所述放置凹槽一上设有升降板,所述升降板设置在升降调节螺栓上,所述加工平台上设有可拆卸固定底座,且可拆卸固定底座至少设有四个,所述可拆卸固定底座包括横向段一、倾斜段一和放置段一,且横向段一、倾斜段一和放置段一三者为一体成型设置,且放置段一上设有放置加工板一。
6、在本发明的智能手机自动化组装生产线中,所述可移动加工部件包括内部为空腔结构的可移动加工箱体,所述可移动加工箱体的侧壁上设有l形把手,所述可移动加工箱体的侧壁上还设有固定凸缘板一和固定凸缘板二,所述固定凸缘板一和固定凸缘板二上设有通孔螺纹一,且生产线主体一的顶部上设有盲孔螺纹一,所述固定凸缘板一和固定凸缘板二与盲孔螺纹一之间通过螺栓进行连接,所述生产线主体一的侧壁上设有折页门一,所述可移动加工箱体的内部设有中部空腔、第一空腔、第二空腔、第三空腔、第四空腔、第五空腔和第六空腔。
7、在本发明的智能手机自动化组装生产线中,所述中部空腔、第一空腔、第二空腔、第三空腔、第四空腔、第五空腔和第六空腔的底部上设有通孔和盲孔螺纹二,所述中部空腔的内部上设有电机一,所述电机一固定在升降板一上,且升降板一的底部上设有电动伸缩杆一,所述第一空腔、第二空腔、第三空腔、第四空腔、第五空腔和第六空腔的内部设有钻孔电机,所述钻孔电机设置在升降板二上,且升降板二的底部上设有电动伸缩杆二,所述钻孔电机二的下方设有可拆卸的钻孔刀,且可拆卸的钻孔刀至少设有三种不同的规格。
8、在本发明的智能手机自动化组装生产线中,所述放置加工板一为圆形结构,且上部设有长方形放置槽、圆形放置槽和环形固定槽,所述环形固定槽上设有可移动夹紧装置,且长方形放置槽和圆形放置槽设置在环形固定槽的内侧,所述长方形放置槽的顶部为淌口设置,且长方形固定筒内部上设有卡紧机构一以及与卡紧机构一对向设置的卡紧机构二,所述卡紧机构一包括顶紧板一以及设置在顶紧板一底部的伸缩调节螺栓,所述顶紧板一的两端嵌入在长方形固定筒的内部,所述卡紧机构二包括顶紧板二以及设置在顶紧板二上的卡紧板一。
9、在本发明的智能手机自动化组装生产线中,所述卡紧板一的两端上均设有盲孔螺纹三,且长方形固定筒的侧壁上设有通孔螺纹二,所述通孔螺纹二与盲孔螺纹三通过螺栓进行相互配合,且盲孔螺纹三至少设有三排三列,所述顶紧板二通过卡紧板一进行固定,所述顶紧板一的两端设有凸出边,两个凸出边之间设有升降夹持板一,所述升降夹持板一包括底部升降夹持板一和顶部升降夹持板一,相邻两个所述升降夹持板一的两端设有弹簧,所述升降夹持板一上设有可滑动夹持板一和可滑动夹持板二,且可滑动夹持板一与可滑动夹持板二两端设有双向调节螺栓,所述顶紧板一的下方设有限位条一和限位条二,所述限位条一和限位条二的顶部均设有弹性垫,所述顶紧板二的底部设有弹性垫,所述弹性垫的高度与限位条一和限位条二的高度相同。
10、在本发明的智能手机自动化组装生产线中,所述升降板的侧面上设有双向调节螺栓二,且双向调节螺栓二的端部上设有可转动卡紧的卡紧装置,所述卡紧装置包括卡紧底板以及设置在卡紧底板两端上的伸缩固定杆一和伸缩固定杆二,所述伸缩固定杆一和伸缩固定杆二包括固定段一和伸缩段一,所述伸缩段一凸出固定段一,且伸缩段一的端部上设有卡紧槽,所述卡紧槽的内部设有调节卡紧板,所述卡紧底板上设有顶紧螺栓一和顶紧螺栓二,所述电机一输出轴上设有法兰盘一,且法兰盘一的下方设有法兰盘二,所述法兰盘一和法兰盘二通过螺栓进行连接,所述法兰盘二的下方设有旋转固定杆,且旋转固定杆包括可拆卸转板,所述可拆卸转板的中部上设有可拆卸的弹性弧形板,所述弹性弧形板的中部上设有打磨凹槽一,所述打磨凹槽一的内部设有可拆卸的打磨板一,且可拆卸转板上设有通孔螺纹,所述通孔螺纹上设有调节螺栓,所述钻孔刀与长方形固定筒进行相互配合。
11、在本发明的智能手机自动化组装生产线中,所述浸没空腔的内部上设有可拆卸滤网一,且浸没空腔的底部上设有出料管一,所述浸没空腔的顶部为投料口,所述投料口的上方设有弧形进料腔,所述弧形进料腔的的底部设有所述投料口,所述生产线主体二的顶部上设有可拆卸的端盖,所述投料口旁设有可转动的搭置板,所述传输装置一的底部设有毛刷,且毛刷的下方设有废渣入口。
12、在本发明的一种智能手机自动化组装生产线中,包括以下步骤:
13、s11、首先,手机后壳通过传输装置运输至加工平台的上部空腔,上部空腔内部的手机壳储存在上部空腔中,同时下部空腔中存在的加热装置使得能够对手机壳进行烘干加热,使得能够对上一步的处理的手机壳表面的杂质进行去除;
14、s12、然后,依次将上一步加工的手机壳放置在长方形固定筒的内部,使得在钻孔刀的作用下实现对相机孔进行钻孔,同时放置加工板一上的长方形固定筒能够进行便捷的挪动和固定;
15、s13、当放置手机壳时,由于尺寸和角度的问题使得能够通过人工通过中部空腔进行加工处理,同时圆形放置槽上放置圆形固定筒使得能对多种不同组装手机壳的加工;
16、s14、最后,加工完成后的手机壳通过传输装置一进入至浸没空腔,从而保证了能够对表面化学的处理。
17、本发明具有以下优点:
18、1、本发明的生产线主体一和生产线主体二,生产线主体一和生产线主体二之间设有传输装置一,生产线主体一的另一端上设有传输装置二,使得手机壳能够进行高效的传输加工,传输装置一和传输装置二分别嵌入在生产线主体一和生产线主体二上,使得能够通过人工进行加工操作,生产线主体一和生产线主体二的底部上设有支撑脚垫,保证了装置加工的稳定性;
19、生产线主体一的长度大于生产线主体二的长度,传输装置一与传输装置二之间设有加工平台,且加工平台的上方设有可移动加工部件,两者的相互配合保证了加工的需要,生产线主体一的顶部上设有放置腔,加工平台的内部为空腔结构,且放置腔二的侧壁上设有进料口一,加工平台的侧壁上设有倾斜挡料部件,保证了手机壳的高效加工,传输装置二的一端与进料口一进行连接,传输装置一与传输装置二与生产线主体一和生产线主体二的配合处均设有进料口,加工平台与传输装置一之间设有倾斜落料板,生产线主体二包括浸没空腔,浸没空腔设置在传输装置一旁,使得能够对手机壳表面的杂质进行沉淀的同时,也能够高效的进行化学液的涂覆。
20、2、本发明的加工平台的内部设有上部空腔和下部空腔,上部空腔与下部空腔之间设有隔板一,上部空腔的内部设有储料板,使得能够对上一道工序进行加工处理,储料板包括水平段和倾斜段,且水平段与倾斜段为一体成型,水平段与倾斜段的连接处设有缓冲跌板,放置手机壳进行过度的碰撞,水平段上设有通风孔一,倾斜段位于进料口一的上方,使得能够对手机壳表面进行加工处理。
- 还没有人留言评论。精彩留言会获得点赞!