一种抬升组件、端板上料设备、焊接设备及方法与流程
本发明属于上料机构,尤其涉及一种抬升组件、端板上料设备、焊接设备、上料方法及端板上料方法。
背景技术:
1、目前的端板上料设备采用的是端板直接接触上料的方式,由于端板贴蓝膜后,具有粘性,不易分离,因此不能对贴蓝胶后的端板进行无损耗上料,所以不适合贴蓝膜端板的上料;且以往的上料机构在上料台上材料上完后,不能无缝对接。
技术实现思路
1、为解决现有技术中存在的由端板容易黏连而导致的上料困难的技术问题,提出一种抬升组件,包括:
2、支撑架,所述支撑架的底部安装有升降驱动部,侧面安装有滑轨和滑块,所述滑块能够在所述升降驱动部的作用下沿所述滑轨做升降运动;
3、抬升支撑部,所述抬升支撑部安装在所述滑块上;
4、所述抬升支撑部中设有第一铰链销、立板和第一支撑块,所述第一支撑块通过所述铰链销安装在所述立板上,所述立板安装在所述支撑架上;
5、第二支撑块,所述第二支撑块通过第二铰链销固定在所述支撑架上,所述第二支撑块和所述抬升支撑部位于所述支撑架的同一侧面。
6、可选的,第一支撑块和第二支撑块的长度可调节;
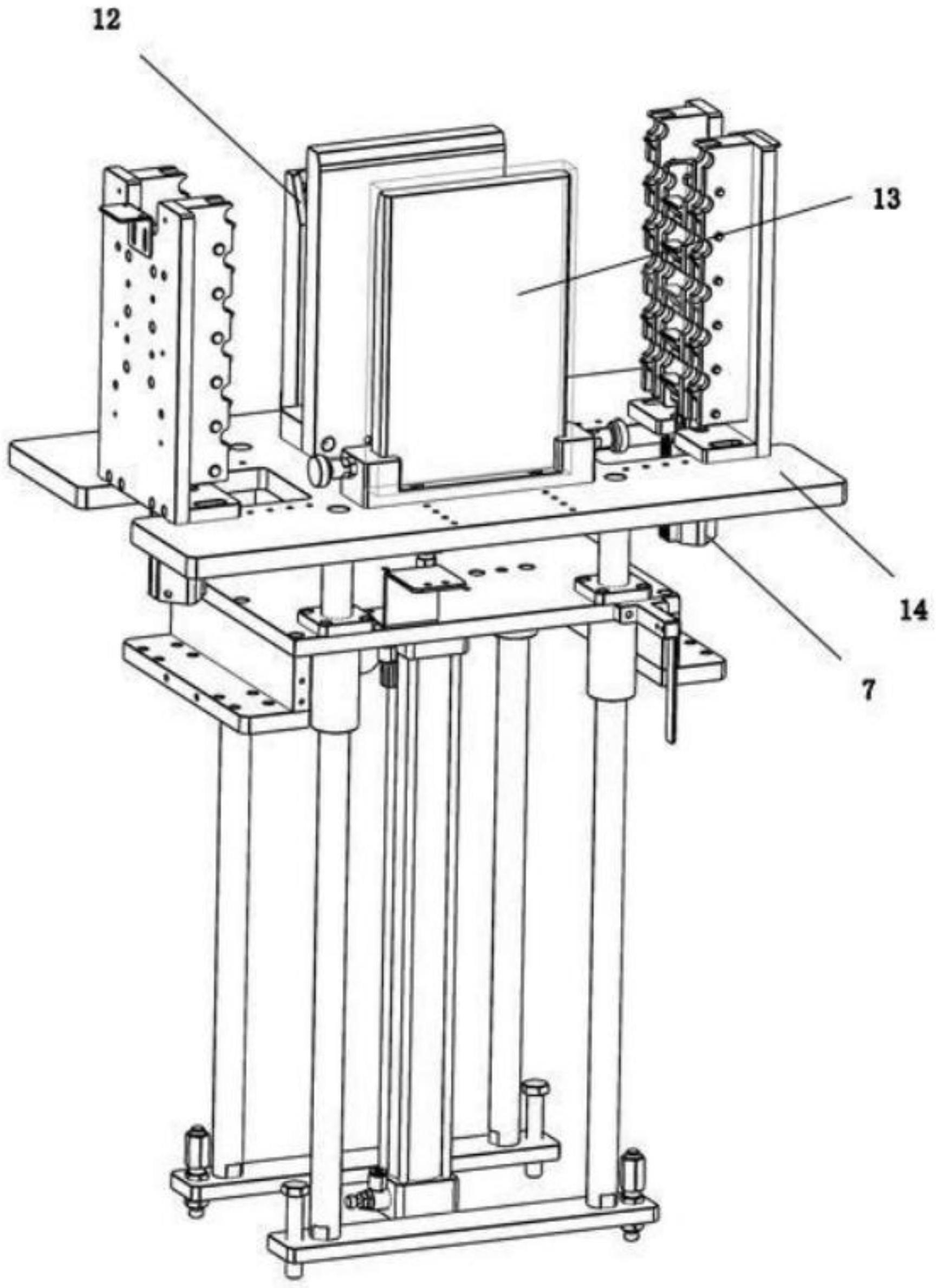
7、在自然状态下,第一支撑块和第二支撑块为伸出状态,所述第一支撑块和所述第二支撑块为一组,位于端板的一个短边位置,另一个短边的位置也设有所述第一支撑块和所述第二支撑块,第一端板、第二端板……第n端板能够被放置在处于伸出状态的所述第一支撑块和所述第二支撑块上的不同位置上,所述不同位置包括第一位置、第二位置……第n位置、第n+1位置;
8、在升降驱动部带动滑块向上移动时,第一位置的第一端板移动至第二位置、第二位置的第二端板移动到第三位置……第n位置的第n端板移动到第n+1位置;
9、在第一位置的第一端板移动至第二位置的过程中,第二位置的第二支撑块由伸出状态变为收缩状态,再由收缩状态变为伸出状态;
10、在第二位置的第二端板移动至第三位置的过程中,第三位置的第二支撑块由伸出状态变为收缩状态,再由收缩状态变为伸出状态;
11、……
12、在第n位置的第n端板移动至第n+1位置的过程中,第n+1位置的第二支撑块由伸出状态变为收缩状态,再由收缩状态变为伸出状态。
13、可选的,升降驱动部为气缸。
14、根据权利要求1所述的抬升组件,第二支撑块成对设置,抬升支撑部位于两个相邻的第二支撑块之间。
15、可选的,第一支撑块和第二支撑块的同一侧能够与待抬升的端板接触,另一侧设有第一弹簧和第二弹簧,所述第一弹簧位于所述第一支撑块和滑块之间,所述第二弹簧位于所述第二支撑块和支撑架之间 。
16、可选的,立板为多个,所述立板上开设有卡位,端板一端的凸出件能够放置在所述卡位的凹槽内。
17、可选的,当升降驱动部伸出时,抬升支撑部用于将端板抬升到上方的卡位,所述端板上升时能够推动第二支撑块向上转动,所述端板继续上升,所述第二支撑块继续旋转并最后脱离了与所述端板的接触,所述第二支撑块的端部在弹簧力的作用下逆时针旋转,恢复到水平起始位;
18、此时,所述升降驱动部回缩,抬升支撑部下降,所述抬升支撑部在端板阻力的作用下,沿第一铰链销顺时针旋转,并最终脱离与所述端板的接触,回到初始位置,从而将所述端板升高一个卡位,至此,完成了一个上料工序,连续循环往复,直到所述端板从底部一级一级到达顶部,完成送料工作。
19、提供一种端板上料设备,设有如上述任意一项所述的抬升组件,设有传送带,抬升组件为两个,分别为第一抬升组件和第二抬升组件,所述传送带用于带动所述第一抬升组件向左运动,所述传送带用于带动所述第二抬升组件向右运动。
20、提供一种端板上料设备,设有如上述任意一项所述的抬升组件,支撑架设置在安装板上,所述安装板上安装有用于对端板进行定位或限位的第一挡板和第二挡板。
21、提供一种端板上料设备,设有如上述任意一项所述的抬升组件,设有左右移动机构,抬升组件为两个,分别为第一抬升组件和第二抬升组件,所述左右移动机构用于带动所述第一抬升组件向左运动,所述传送带用于带动所述第二抬升组件向右运动;
22、所述第一抬升组件与所述左右移动机构之间设有升降部,所述升降部用于带动所述第一抬升组件上下移动;
23、所述第二抬升组件的下方设有n形支架,所述第一抬升组件能够从所述n形支架下通过。
24、提供一种端板上料设备,设有如上述任意一项所述的端板上料设备,设有感应器。
25、提供一种焊接设备,设有如上述任意一项所述的抬升组件或设有上述任意一项所述的端板上料设备,设有激光器,用于对端板进行焊接。
26、提供一种上料方法,通过上述任意一项所述的抬升组件来实现上料步骤。
27、提供一种端板上料方法,通过上述的端板上料设备来实现上料步骤,包括:
28、步骤s10:通过第一抬升组件搬运第一规格型号的端板,通过第二抬升组件搬运第二规格型号的的端板;在初始状态,第一抬升组件位于第一上料位置,第二抬升组件位于第二上料位置;
29、步骤s20:判断当前是否接收到位置切换的指令;
30、步骤s30:若是,则根据所述指令将第一上料位置的第一抬升组件切换至第二上料位置,或将第二上料位置的第二抬升组件切换至第一上料位置。
31、可选的,判断第一抬升组件和第二抬升组件是否完成上料;
32、若是,则将的第一抬升组件上的端板与第二抬升组件上的端板进行无缝对接。
33、有益效果
34、在抬升组件中,通过第一支撑块和第二支撑块相互配合,能够将端板移动至目标位置;在传统的搬运方式中,是将贴蓝胶后的端板一层一层叠放在一起,由于贴蓝胶后的端板之间容易粘附在一起,因此不便于上下料,本抬升组件为解决该技术问题,设置了多个位于不同位置的第一支撑块和第二支撑块,贴蓝胶后的端板能够单独的放置在不同的位置的第一支撑块和第二支撑块上,当需要上料时,仅需要升降驱动部工作,即可将位于底层的贴蓝胶后的端板抬升至上料工位,从而提高了上料效率;
35、在端板上料设备中,设有感应器,通过感应器能够精准检测到贴蓝胶后的端板是否被抬升至上料工位;
36、在端板上料设备中,设有左右移动机构,通过左右移动机构能够使第一抬升组件和第二抬升组件互换工位,实现精准上料;
37、在焊接设备中,设有激光器,能够实现对端板的焊接工作;
38、在上料方法中,被抬升的物件可以的端板,也可以的任意需要加工的零部件、例如电池、pcb板等,本方法可对需要加工的任意零部件进行上料,具备较高的实用价值;
39、在端板上料方法中,在上料过程中,可根据接收到的位置切换指令,实现对第一抬升组件和第二抬升组件所处的位置的切换,自动化程度高,可对不同规格型号的端板进行上料,兼容性强。双工位交替上端板,能够满足连续无无缝对接上料,提高了上料效率和上料可靠性,满足了焊接设备高效焊接需要,满足了设备高速、高效生产的需要。
- 还没有人留言评论。精彩留言会获得点赞!