一种差厚板增厚制备过程中轧制力的预测方法
本发明属于轧制,具体涉及一种差厚板增厚制备过程中轧制力的预测方法。
背景技术:
1、提高钢材质量和性能,实现产钢和用钢的减量化是钢铁行业面临的重大研究课题之一。差厚板增厚轧制技术是实现减量化用钢的有效手段,采用差厚板增厚轧制技术轧出的增厚板与传统的激光拼焊板相比,轧制出的增厚板具有强度高、表面质量好、流程短过渡平缓、结构轻、成型性能好等优点,其广泛应用于汽车、建筑、桥梁等相关领域,并且表现出巨大的潜力。
2、差厚板增厚轧制的核心是轧制力的精确计算,轧制力的精度直接影响到差厚板的精度和表面质量。目前差厚板增厚轧制轧制力的计算主要采用工程法和有限元法,工程法虽然计算方便,但是其大多采用近似计算,预测精度有待提高。有限元法虽然预测精度高但计算时间长,每次计算只能针对具体的工艺,没有通用性。因此在差厚板增厚轧制过程中有必要提出一种计算时间短、计算精度高且广泛适用的方法。
技术实现思路
1、针对目前差厚板增厚制备过程中对轧制力预测时间长,预测精度低的问题,本发明提供了一种差厚板增厚制备过程中轧制力的预测方法。
2、为了达到上述目的,本发明采用了下列技术方案:
3、一种差厚板增厚制备过程中轧制力的预测方法,包括以下步骤:
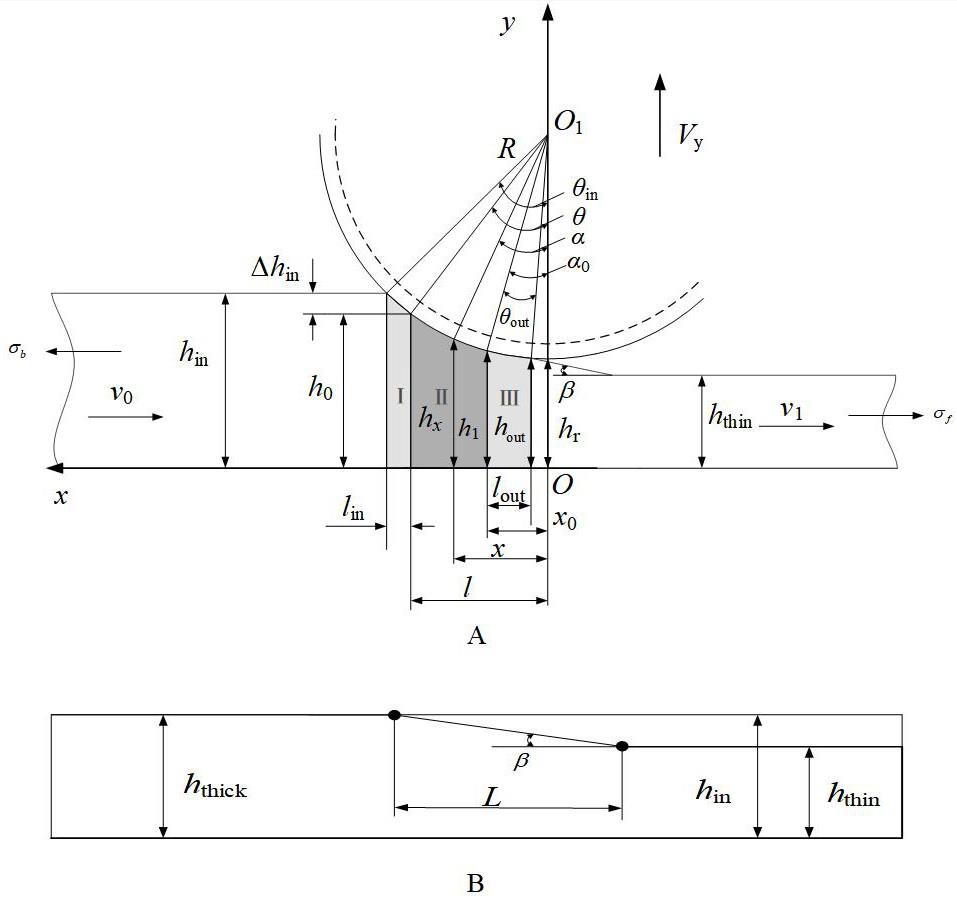
4、步骤1,按照制备工艺规程数据确定板坯的入口厚度、出口厚区厚度为、出口薄区厚度为、入口宽度为、前张应力为、后张应力为;
5、步骤2,检测轧辊速度,获取轧辊半径以及轧辊与板坯的摩擦因子,轧辊上升的速度;
6、步骤3,根据增厚区长度、出口厚区半厚度和出口薄区半厚度,计算增厚区的倾角;
7、步骤4,计算增厚区总的轧制时间;
8、步骤5,计算任一时刻增厚轧制出口弹性恢复区的出口半厚度;
9、步骤6,将增厚轧制过程中板坯的变形近似看成平面变形,根据广义胡克定律计算弹性区的轧制力;
10、步骤6.1,考虑前后张力对变形区长度和轧制力的影响,计算入口弹性变形区和出口弹性恢复区的压下半厚度和;
11、步骤6.2,根据轧辊半径、入口和出口弹性变形区压下半厚度,计算入口弹性变形区和出口弹性恢复区在轧制方向的投影长度和;
12、步骤6.3,计算增厚轧制塑性变形区的出口位置偏离轧辊连心线的距离;
13、步骤6.4,考虑前后张力对弹性变形区轧制力的影响,计算入口和出口弹性变形区的轧制力和;
14、步骤7,采用增厚轧制塑性变形区总功率泛函最小化,预测差厚板增厚制备过程中任一时刻塑性变形区的轧制力;
15、步骤7.1,根据板带轧制变形区速度边界条件、体积不变条件和几何方程,考虑增厚轧制时轧辊上升的影响,建立增厚轧制变形区的速度场和应变速度场;
16、步骤7.2,利用增厚轧制变形区中性面处的速度、中性角和板坯与轧辊的几何尺寸表示板坯入口速度;
17、步骤7.3,根据现场轧制的实际材料及轧制规程,从而计算增厚轧制塑性变形区的变形抗力;
18、步骤7.4,根据速度场、应变速度场、板坯变形抗力,计算增厚轧制任一时刻塑性变形区的内部变形功率、摩擦功率、剪切功率、张力功率,得到总功率泛函;
19、步骤7.5,计算任一时刻,不同中性角对应的总功率泛函,得到总功率泛函的最小值,计算力臂系数,根据总功率泛函与轧制力之间的关系,计算出任一时刻塑性变形区的轧制力;
20、步骤8,由步骤6和7计算入口弹性变形区的轧制力、出口弹性恢复区的轧制力、塑性变形区的轧制力,从而得到总轧制力,根据轧制力与轧辊压扁半径相耦合,通过迭代运算,计算出符合收敛条件的轧制力。
21、进一步,所述步骤3,根据增厚区长度、出口厚区半厚度和出口薄区半厚度,计算增厚区的倾角:。
22、进一步,所述步骤5,计算任一时刻增厚轧制出口弹性恢复区的出口半厚度:。
23、进一步,所述步骤6.1,考虑前后张力对变形区长度和轧制力的影响,计算入口弹性变形区和出口弹性恢复区的压下半厚度和:;
24、;
25、;
26、;
27、其中,为带钢的弹性模量,为带钢的泊松比,表示入口半厚度,和分别为入口侧和出口侧带钢的变形抗力,为板坯轧制前的半厚度,为退火状态时金属的变形抗力,为变形抗力变化率的影响系数,为变形抗力压下率的影响系数;
28、所述步骤6.2根据轧辊半径、入口和出口弹性变形区压下半厚度,计算入口弹性变形区和出口弹性恢复区在轧制方向的投影长度和;;
29、;
30、;
31、;
32、其中为塑性变形区入口半厚度,为塑性变形区出口半厚度,为两轧辊辊缝之间的距离的一半,为轧辊压扁半径,为出口弹性恢复区对应的角度,,为塑性变形区出口接触点和轧辊圆心连线与轧辊连心线之间的夹角,;
33、所述步骤6.3计算增厚轧制塑性变形区的出口位置偏离轧辊连心线的距离;
34、;
35、所述步骤6.4考虑前后张力对弹性变形区轧制力的影响,计算入口和出口弹性变形区的轧制力和;
36、以轧辊连心线的中点为原点建立坐标系,、和所在的方向分别表示板坯的长度、厚度和宽度方向;;;
37、式中,为轧制时任意时刻塑性变形区入口接触点和轧辊圆心的连线与轧辊连心线的夹角,,,为入口弹性区入口接触点和轧辊圆心的连线与轧辊连心线的夹角,其中,为板坯入口半宽度。
38、进一步,所述步骤7.2利用增厚轧制变形区中性面处的速度、中性角和板坯与轧辊的几何尺寸表示板坯入口速度:;
39、;
40、其中表示入口单位秒流量,为板坯入口速度,为中性角,是板坯前滑区与后滑区分界处所对应的角度,。
41、进一步,所述步骤7.3根据现场轧制的实际材料及轧制规程,从而计算增厚轧制塑性变形区的变形抗力:;
42、其中,表示考虑前后张力影响的变形抗力,表示变形抗力,。
43、进一步,所述步骤7.4根据速度场、应变速度场、板坯变形抗力,计算增厚轧制任一时刻塑性变形区的内部变形功率、摩擦功率、剪切功率、张力功率,得到总功率泛函:
44、内部变形功率:;;
45、剪切功率:;
46、摩擦功率:
47、;
48、张力功率:;
49、总功率泛函:;
50、式中,为屈服剪应力,,,为增厚轧制时塑性变形区接触角的平均值,和分别为前滑和后滑区参数,,,和分别为前滑和后滑区的平均厚度,,,为板坯前滑区与后滑区分界处所对应的半厚度,。
51、进一步,所述步骤7.5计算任一时刻,不同中性角对应的总功率泛函,得到总功率泛函的最小值,计算力臂系数,根据总功率泛函与轧制力之间的关系,计算出任一时刻塑性变形区的轧制力:;
52、力臂系数:
53、;
54、为无量纲处理的应力基准值,取值为100mpa;
55、塑性变形区的轧制力:。
56、进一步,所述步骤8,由步骤6和7计算入口弹性变形区的轧制力、出口弹性恢复区的轧制力、塑性变形区的轧制力,从而得到总轧制力,根据轧制力与轧辊压扁半径相耦合,通过迭代运算,计算出符合收敛条件的轧制力:
57、总轧制力:;
58、迭代运算:;
59、;
60、收敛条件:;
61、其中,为轧辊的泊松比,为轧辊的弹性模量,,为张力对轧辊弹性压扁的影响,为第次迭代的轧辊半径,为第次迭代的轧辊半径。
62、与现有技术相比本发明具有以下优点:
63、本发明对差厚板增厚制备过程中轧制力的预测,得到实时预测的轧制力更接近现场实测值。在综合考虑轧制过程中各个工艺参数的基础上,精确预测增厚轧制过程中的轧制力,解决了不同生产条件下实时轧制力的预测问题。本发明安全可靠,计算精确,能够在线实时计算得到连续轧制过程的轧制力,可以应用到冷轧差厚板、热轧lp钢板等过程中轧制力的设定,在节约了生产投资成本的同时,提高了产品厚度的控制精度。
- 还没有人留言评论。精彩留言会获得点赞!