一种热轧线生产节奏自动控制的方法与流程
本发明属于轧钢自动化控制,更具体地说,涉及一种热轧线生产节奏自动控制的方法。
背景技术:
1、为了进一步的提升生产效率,国内热轧线都在努力提升自动化水平。国内热轧线生产节奏要么由加热炉控制,要么由轧线控制。由加热炉控制节奏的出钢方式,以加热炉为中心,只要加热质量满足加热规程的要求就会触发出钢,但对出炉后的板坯在轧线各区域是否存在瓶颈,坯长、坯宽、轧制温度的变化对轧制轧线节奏的冲击,带来轧线板坯摆动的问题没有能够从根本上解决;由轧线控制节奏的出钢方式,以轧线为中心,只要轧线有能力,就会追着加热炉出钢,这样就会导致在宽规格板坯上,轧线的能力大于加热炉,板坯没有烧透,加热质量不满足要求,在窄规格板坯上,加热能力大于轧线,板坯在加热炉的炉头等待。这方面的矛盾制约了热轧线生产效率和加热质量的同步提升。
2、经检索,申请号2018106785600的申请案公开了一种热轧全自动抽钢方法,介绍了利用关系表中的历史数据值进行抽钢节奏的控制的方法,但没有考虑加热质量及轧制工艺改变后引起的生产节奏的变化。
3、申请号202010775507x的申请案提供了一种热轧加热炉出钢节奏的控制系统,公开了以轧线理论最快出钢节奏基准,根据最小在炉时间计算加热出钢节奏的方法,该方法虽然把加热质量与出钢节奏联系在一起,但是轧线节奏作为一个固定值,没有解决轧线各区域瓶颈问题,也没有考虑厚度变化、板坯长度变化、工艺变化等对轧线节奏的影响问题,会导致轧线摆钢,在线温度损失大。
技术实现思路
1、1、要解决的问题
2、本发明拟提供一种热轧线生产节奏自动控制的方法,既计算出热轧线上加热炉的出钢瓶颈,也计算出轧线上各区域轧制过程中的节奏瓶颈,从而能够协调控制加热炉出钢节奏与轧线轧制节奏,实现了热轧线生产节奏的一体化、高质量自动控制。
3、2、技术方案
4、为解决上述问题,本发明采用如下的技术方案。
5、本发明的一种热轧线生产节奏自动控制的方法,包括以下过程:
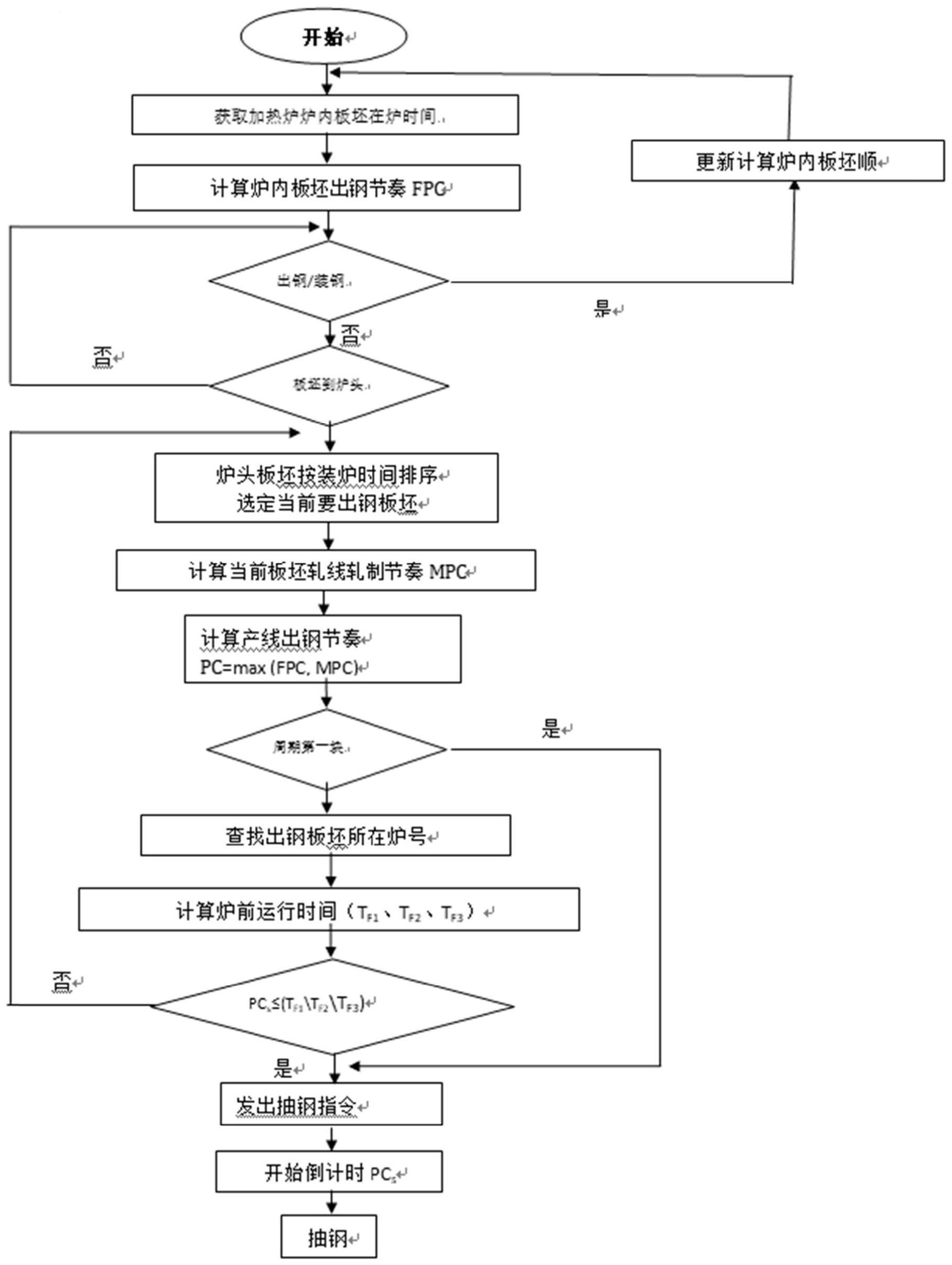
6、s1、计算加热炉的出钢节奏fpc;
7、每块板坯在装钢进炉时,从目标加热时间查询表中找到目标加热时间t,同时根据当前在炉板坯数量n,计算出本块板坯入炉时的出钢节奏fpc,fpc=t/n,并填入到数据库表中;
8、对于已经在炉内的板坯,从实际进炉时刻开始计时,每次收到出钢信号或装钢信号时,都要刷新每块在炉板坯的实际加热时间tj,tj=当前时刻-板坯入炉时刻,同时也刷新每块在炉板坯的剩余加热时间ts,tsj=目标加热时间-实际加热时间,tsj指第j块在炉板坯的剩余加热时间;剩余加热时间ts小于0时,ts取0,同步更新每块在炉板坯出钢节奏fpc,fpcj=剩余时间tsj/当前板坯所处炉内顺序号数;计算在炉板坯的最长出钢节奏时间,即fpc=max(fpc1、fpc2、fpc3······),将其作为加热炉的出钢节奏fpc。
9、s2、计算轧机的出钢节奏mpc;
10、按轧制连锁条件将轧线进行合理的区域划分,划分好的区域分别进行纯轧时间、搬运时间、余量时间的计算,各区域的mpc时间=纯轧时间+搬运时间+余量时间;
11、其中,根据轧制规程计算各区域的纯轧时间;根据轧线各区域的长度、搬运速度计算出各区域的搬运时间;余量时间维护在节奏表中,余量时间根据钢种区分,一般默认为20s;
12、计算各轧线区域中最长的mpc时间作为轧机的出钢节奏mpc,具体地,结合图2所示,轧线中各主要设备包括粗轧除磷机hsb、压力定宽机ssp、1#粗轧机r1、2#粗轧机r2、切头剪cs、精轧机fm、卷取机dc,各设备之间依次划分区域为hsb区域、ssp区域、r1区域、r2区域、cs区域、fm区域和dc区域,轧机的出钢节奏mpc=max(thsb、tssp、tr1、tr2、tcs、tfm、tdc),其中thsb、tssp、tr1、tr2、tcs、tfm、tdc指代各个对应区域的mpc时间。
13、s3、计算产线节奏pc,当板坯到达炉头时,会触发到炉头信号,出钢系统比较mpc、fpc的数值大小,数值大的作为产线节奏,即pc=max(mpc、fpc);
14、s4、计算出钢时机;
15、为了消除加热炉远近对出钢节奏的影响,先测定各个加热炉出炉板坯到达hsb前热检的固有时间,则分别记为tf1、tf2、tf3···tfn;n指加热炉个数;
16、第一块板坯到达炉头时,出钢系统检查轧线、加热炉的设备状态是否在自动状态,如果有一个设备不在自动状态,就禁止自动出钢;如果轧线、加热炉的所有设备都在自动状态,根据计算好的产线节奏pc,这时启动自动出钢,并开始倒计时pcs;
17、当有第二块板坯到达炉头或多块板坯到达炉头时,按照板坯到达炉头的先后顺序进行出钢计算,先判断处置板坯所在加热炉的炉号,找出对应的tf1的数值,接着比较pcs与tfn的大小,如果pcs≤tfn,则可以发出这块钢的出钢信号,同时按上述规则计算出本块钢的产线节奏pc,再次启动倒计时pcs,这样往复循环,实现产线节奏控制。
18、以生产实践中设有三组加热炉为例,则上述过程具体为:先测定各个加热炉出炉板坯到达hsb前热检的固有时间,则分别记为tf1、tf2、tf3;第一块板坯到达炉头时,出钢系统检查轧线、加热炉的设备状态是否在自动状态,如果有一个设备不在自动状态,就禁止自动出钢;如果轧线、加热炉的所有设备都在自动状态,根据计算好的节奏pc,这时启动自动出钢,并开始倒计时pcs;当有第二块板坯到达炉头或多块板坯到达炉头时,按照板坯到达炉头的先后顺序进行出钢计算,先判断处置板坯所在加热炉的炉号,找出对应的tf1\tf2\tf3的数值,接着比较pcs与tf1\tf2\tf3的大小,如果pcs≤(tf1\tf2\tf3)则可以发出这块钢的出钢信号,同时按上述规则计算出本块钢的产线节奏pc,再次启动倒计时pcs,这样往复循环,实现产线节奏控制。
19、3、有益效果
20、相比于现有技术,本发明的有益效果为:
21、(1)本发明的一种热轧线生产节奏自动控制的方法,将加热炉加热时间作为加热质量的保证,同时也与加热炉的出钢节奏进行强相关;将轧线的区域进行瓶颈划分,找出每块板坯在轧线的瓶颈时间,作为轧线的轧制节奏,提高了轧线运行效率。
22、(2)本发明将加热炉的出钢节奏和轧线的轧制节奏结合在一起,将其中的瓶颈作为产线节奏,实现加热炉和轧线的均衡高效,也实现热轧产线节奏自动控制。
23、(3)热轧线生产节奏控制是热轧机组生产能力高效发挥的基础,本发明的方法计算了每块在炉头,即将出炉轧制板坯的轧制节奏,可以根据规格、品种、轧线工艺的变换,计算出实际的轧制节奏;同时在装、出钢时,根据炉内板坯的品种、装炉状态,也实时计算出在炉板坯的出钢节奏,实现轧线轧制节奏和加热炉出钢节奏的协调;本发明既解决了轧线轧制节奏、加热炉出钢节奏的协调配合问题,又实现加热质量合格、轧线节奏均衡,实现整个产线的高效自动出钢。
- 还没有人留言评论。精彩留言会获得点赞!