一种组合式LED灯珠焊接装置及其焊接方法与流程
本发明涉及led生产领域,具体涉及一种组合式led灯珠焊接装置及其焊接方法。
背景技术:
1、led灯珠焊接是将led芯片、连接线和基板等部件通过焊接技术连接在一起的过程,是led灯珠制造中重要的生产工艺之一。常用的led灯珠焊接方法包括手工焊接和自动化焊接两种方式。在焊接过程中需要控制温度、保持稳定的电流和精准的焊接位置,以确保焊接质量和性能符合要求。同时,也需要严格遵守相关的安全操作规范,以确保焊接人员的人身安全。
2、灯珠的引脚由于其材质的特性易在运输的过程中发生折弯,因此目前在将灯珠的引脚插入电路板之前,均通过手动的方式将灯珠的引脚进行捋直,手动插放不仅效率低,而且由于灯珠具有两个引脚,而灯珠在放置时其角度无法精确控制,以保证多个灯珠的两个引脚整齐排列,导致后续组合焊接时,准确对齐的难度进一步增大。
技术实现思路
1、本发明的目的在于提供一种组合式led灯珠焊接装置及其焊接方法,解决以下技术问题:
2、1、灯珠的引脚由于其材质的特性易在运输的过程中发生折弯,在将灯珠的引脚插入电路板之前,通过手动的方式将灯珠的引脚进行捋直效率低下;
3、2、由于灯珠具有两个引脚,而灯珠在放置时其角度无法精确控制,以保证多个灯珠的两个引脚整齐排列,导致后续组合焊接时,准确对齐的难度进一步增大。
4、本发明的目的可以通过以下技术方案实现:
5、一种组合式led灯珠焊接装置,包括焊接台,所述焊接台上设置凹槽,所述凹槽内有可拆卸固定有模板,所述模板上阵列设置有多个插槽,所述插槽用于容置待焊接灯珠,所述焊接台上还设置有对齐机构,所述对齐机构用于对齐多个所述灯珠上的引脚。
6、通过上述技术方案,利用对齐机构自动对灯珠进行有序排列,省去了人为一个个调整引脚朝向的过程,减少了劳动量和人为参与焊接过程的时间。
7、作为本发明进一步的方案:所述对齐机构包括:
8、电动滑轨,所述电动滑轨设置有两条,且分置于所述焊接台的两侧,所述电动滑轨上安装有滑台;
9、电动升降柱,所述电动升降柱的底部可拆卸固定于所述滑台上,所述电动升降柱的顶部固定设置有限位框;
10、支撑架,两个所述支撑架分置固定在所述滑台上,且所述支撑架开设有两个对称分布的轨槽,所述轨槽由弧形槽和竖直槽组合而成,两个所述弧形槽之间的间距逐渐缩小后,过渡至竖直槽内;
11、对齐板,所述对齐板两侧固定有滑轴,所述滑轴穿过所述限位框后滑动连接在所述轨槽内。通过上述技术方案,提供了对齐机构的具体结构,通过轨槽的设置,让两个滑轴在下移过程中逐渐从远离变为靠近,从而改变两对齐板之间的间距,引导引脚方位不同的灯珠产生偏转,回归成统一角度状态,达到整齐排列的目的。
12、作为本发明进一步的方案:两所述对齐板相靠近的一侧上设置有捋直组件,所述捋直组件用于矫直灯珠上的引脚。
13、通过上述技术方案,利用捋直组件,在电动升降柱向上托起对齐板时,充分利用对齐板的回程过程,而顺带进行捋直动作,让引脚与基板在焊接时更好的对齐,同时也免去了焊接过程中单独的引脚捋直工作。
14、作为本发明进一步的方案:所述捋直组件包括:
15、滑槽,所述滑槽设置有多组,且两两一组对称分布;所述滑槽开设在两所述对齐板相对的侧面底部;
16、活动柱,所述活动柱滑动连接在所述滑槽内;
17、复位弹簧,所述活动柱与所述滑槽侧壁之间通过复位弹簧弹性连接;
18、触动件,所述触动件用于触发两所述活动柱相互靠近。
19、通过上述技术方案,给出了捋直组件的一种具体结构,实现对灯珠引脚的捋直目的。
20、作为本发明进一步的方案:所述触发件包括:
21、电磁铁,所述电磁铁设置远离所述活动柱的侧壁上,所述活动柱为铁磁性材质;所述对齐板、复位弹簧均为不锈钢材质;
22、接近开关,所述接近开关设置于所述竖直槽的侧壁上。
23、通过上述技术方案,利用滑轴在竖直槽的移动范围内进行触发,使得电磁铁工作,吸附两个活动柱相靠近运动,从而形成对引脚的夹持,配合原本上升的动作实现对引脚的捋直目的。
24、作为本发明进一步的方案:所述活动柱外圈上套设有套圈,所述套圈在所述活动柱上自由转动;
25、作为本发明进一步的方案,所述滑槽的两内侧壁设置有弧形过渡片,所述套圈的底部外圈上固定设置有限位圈,所述限位圈的外边缘位于所述弧形过渡片上,所述活动柱底端位于两所述弧形过渡片之间。
26、作为本发明进一步的方案:所述插槽底部设置有气管,所述气管与外接的气泵连通,所述气泵抽气时产生负压,以吸附所述插槽内的灯珠。
27、通过上述技术方案,利用气泵抽气的负压实现灯珠的定位,从而方便基板与灯珠引脚对准和焊接。
28、一种组合式led灯珠焊接方法,该焊接方法具体步骤如下:
29、s1:将灯珠倒置,以引脚向上的方式按顺序一一放入到模板上的插槽内;
30、s2:启动电动滑轨将电动升降柱、对齐板移动到灯珠上方,再启动电动升降柱收缩,拉动相连的限位框和对齐板下移,对齐板下移时轨槽作为移动路径,从而让对齐板逐渐靠近,对不同状态的引脚进行整列,让灯珠的两个引脚整齐朝向一侧排列;
31、s3:完成一列灯珠的引脚对齐后,电动升降柱带动对齐板上升,在上升的过程中,捋直组件对排齐后的引脚实现捋直动作;
32、s4:对齐板移动至引脚上方,电动滑轨带动电动升降柱、对齐板到下一列灯珠上方,按顺序重复上述步骤,即可完成对灯珠的对齐动作;
33、s5:将基板上的预设孔与灯珠的引脚对齐,再启动焊接机器进行依次焊接,即可完成灯珠与基板的焊接动作。
34、本发明的有益效果:
35、先将灯珠倒置依次放入到插槽内,再通过对齐机构将不同状态的引脚进行整列,让灯珠的两个引脚整齐朝向一侧排列,从而方便后续的基板与引脚对齐进行焊接,通过对齐机构自动对灯珠进行有序排列,省去了人为一个个调整引脚朝向的过程,减少了劳动量和人为参与焊接过程的时间,从而有效提高后续的焊接效率;
36、通过设置捋直组件,在电动升降柱向上托起对齐板,向下一排灯珠进行排列引导的过程中,利用对齐板上升的动力,对已排列整齐的灯珠引脚进行捋直,充分利用对齐板的回程过程,而顺带进行捋直动作,让引脚与基板在焊接时更好的对齐,同时也免去了焊接过程中单独的引脚捋直工作,综合提高焊接效率;
37、通过弧形过渡片的设置,在活动柱相靠近移动时,弧形过渡片不断的向上抬升限位圈,使得限位圈和套圈在滑槽内的不断上升,直至将套圈顶出滑槽,实现对引脚的夹持提拉并捋直作用;本发明利用电磁铁对活动柱的磁性吸力,从而让活动柱上的套圈在滑槽内位移时才伸出对齐板侧面,进行夹持的动作,在其余状态下收缩在滑槽内,继而在对齐板进行对齐工作时完全避让引脚,能够让引脚牵引灯珠在插槽内自由偏转,以形成统一的排列。
38、附图说明
39、下面结合附图对本发明作进一步的说明。
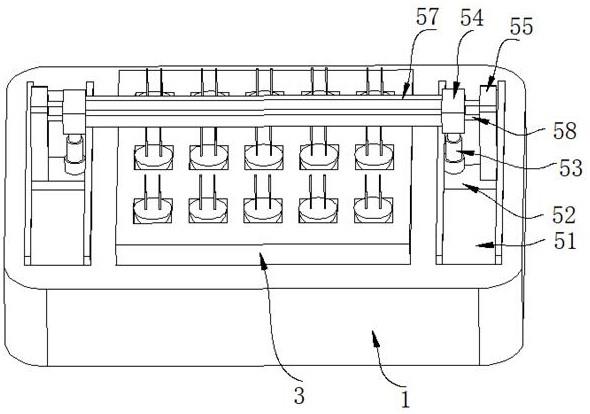
40、图1为本发明的三维结构图;
41、图2为本发明的内部结构示意图;
42、图3为本发明中轨槽与限位框的位置示意图;
43、图4为本发明中对齐板的工作示意图;
44、图5为本发明图4中a处剖视结构图;
45、图6为本发明的焊接方法步骤图。
- 还没有人留言评论。精彩留言会获得点赞!