一种刀具自动打标和识读质量检验一体装置及打标方法与流程
本发明属于放油装置,具体涉及一种刀具自动打标和识读质量检验一体装置及打标方法。
背景技术:
1、随着data matrix码(以下简称dm码)与直接零件标识(dpm,direct partmarking)技术目前已广泛运用到航空、航天以及轻工机械零部件产品的标识领域,这也对数控刀具标识以便于刀具的出入库管理提出了更高的要求。
2、当前,依靠人工方式进行数控刀具二维码标刻会存在精度差、效率低和工作环境恶劣等问题,而通过机械手抓取方式实现自动打标与识读时则存在柔性差、成本高等问题,具体表现在以下几个方面:
3、(1)、小尺寸数控刀具端面的自动定心困难问题。数控刀具规格不一和小尺寸刀具端面可用打标面积小,若二维码的中心没有对上端面圆心很可能导致二维码标刻不完整甚至出现dm码没有标刻上等现象。因此,有效解决刀具的端面定心问题,是实现数控刀具自动打标的基础和前提。
4、(2)、不同规格刀具的激光打码和识读时的自动对焦问题。刀具的长短不一,若无法保证激光打标机自动对焦会影响所打标的dm码质量变差,同样,若相机不能够准确自动对焦会导致获取的dm码图像信息模糊,影响dm码的识读和质量检验。
5、(3)、打标和识读质量检验全过程的自动化问题。首先,刀具需要通过一定装置调整好姿态为自动打标做准备;然后在激光打标机下进行小微二维码的自动打标;最后,将刀具表面的二维码进行识读质量等级检验。该过程动作较多,过程繁琐、且需要实现连续打标和识读质量检验。
技术实现思路
1、本发明的目的在于提供一种刀具自动打标和识读质量检验一体装置及打标方法,以克服现有技术刀具打标定心精度差,激光打标机对于不同规格刀具需重新对焦,装置自动化程度低的问题。
2、为解决上述问题,本发明采用以下技术方案;
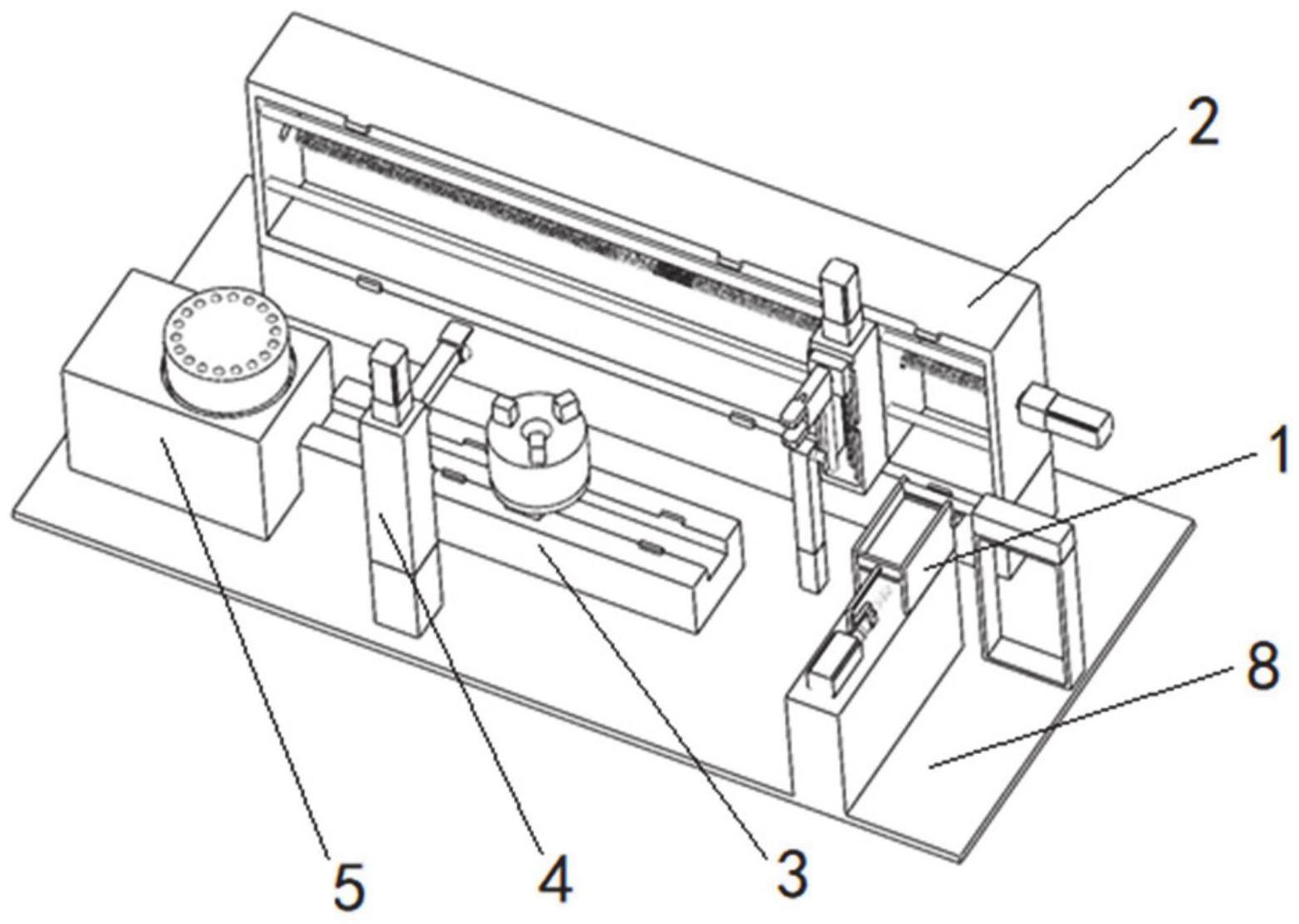
3、一种刀具自动打标和识读质量检验一体装置,包括底座,所述底座上安装有出刀机构、刀具夹持传送机构、刀具定心中转机构、刀具收集机构和箱体外壳:
4、所述出刀机构包括刀具盒,刀具盒内设置有推板,推板上连接有第一驱动装置,刀具盒的端面上安装有第一光电感应开关和v型块,v型块一侧设置有推动装置,另一侧设置有距离传感器;
5、所述刀具夹持传送机构包括第一轨道外壳和夹持单元,第一轨道外壳上安装有第二驱动装置,第二驱动装置上连接有第一滑块,夹持单元安装在第一滑块上,第一轨道外壳及夹持单元上均安装有光电感应开关;
6、所述刀具定心中转机构包括直线模组和卡盘,直线模组上设置有直线模组滑块,卡盘通过连接块安装在直线模组滑块上,直线模组上还安装有光电感应开关;
7、所述刀具收集机构包括转动圆盘,转动圆盘上开有周向均匀分布的圆柱孔,所述转动圆盘通过齿轮啮合驱动;
8、所述箱体外壳的一侧开有入刀口,另一侧开有出刀口,箱体外壳的顶部开有激光入射孔。
9、进一步的,所述第一驱动装置包括第一电机和第一丝杠,第一丝杠通过第一联轴器连接在第一电机上,第一丝杠上安装有推杆,所述推杆另一端与推板连接。
10、进一步的,所述推动装置包括电动伸缩缸,电动伸缩缸伸缩杆的端面安装有v型推板。
11、进一步的,所述第二驱动装置包括第二电机、第一减速器和第二丝杠,第二丝杠一端与第一减速器连接,另一端安装在第一轨道外壳上,第一滑块安装在第二丝杠上。
12、进一步的,所述夹持单元包括第二轨道外壳和气缸夹爪,第二轨道外壳上端安装有第三电机和第二减速器,第二减速器连接有第三丝杠,第三丝杠上安装有第二滑块,第二滑块通过摆动气缸连接有气缸夹爪。
13、进一步的,所述转动圆盘下部安装有刀具收集外壳,刀具收集外壳内部设置有第五电机,第五电机通过锥齿轮与转动圆盘连接。
14、进一步的,底座上还设置有图像采集机构,所述图像采集机构包括第三轨道外壳和第四丝杠,第三轨道外壳上端安装有第四电机和第三减速器,第四丝杠一端与第三减速器连接,另一端安装在第三轨道外壳上,第四丝杠上安装有第三滑块,第三滑块上连接有相机。
15、进一步的,所述第三轨道外壳上安装有光电感应开关。
16、进一步的,所述箱体外壳内部顶面上安装有光源机构,光源机构包括光源安装架,光源安装架上安装有多个光源,相邻光源间隔90°。
17、一种刀具自动打标和识读质量检验一体装置的打标方法,包括以下步骤:
18、步骤1,将刀具从入刀口放入刀具盒中,驱动装置驱动推板将刀具推入v型块,推动装置推动刀具至与距离传感器一定距离;
19、步骤2,第二驱动装置驱动第一滑块移动至刀具处,夹持单元将刀具夹持住后,夹持单元向上移动并带动刀具旋转使刀具端面向上,第二驱动装置驱动第一滑块移动至卡盘处,夹持单元将刀具送入卡盘固定;
20、步骤3,卡盘沿直线模组移动至箱体外壳激光入射孔正下方处,激光打标机的光束从激光入射口射入,完成打标工作;
21、步骤4,打标完成后,利用夹持单元将刀具转至转动圆盘的圆柱孔中,完成刀具的收集,最后将刀具从出刀口取出即可。
22、与现有技术相比,本发明具有以下有益的技术效果:
23、本发明涉及一种刀具自动打标和识读质量检验一体装置,包括底座,底座上安装有出刀机构、刀具夹持传送机构、刀具定心中转机构、刀具收集机构和箱体外壳,通过在出刀机构刀具盒的出口端设置推动装置及距离传感器,使得不同规格的刀具端面与距离传感器之间的距离一定,保证了刀具夹持传送机构的夹持单元能够精确夹取待加工刀具,夹持单元将待加工刀具翻转至竖直状态并将待加工刀具送至刀具定心中转机构的卡盘上,卡盘将刀具固定,即可实现刀具的定心;同时,由于距离传感器的存在,刀具夹持位置固定,因此不同规格刀具固定在卡盘上的高度一定,解决了由于刀具长短不一时激光打标机不易对焦及对焦精度差,从而使打标的dm码质量差问题;刀具打标完成后,通过刀具夹持传送机构将刀具送至刀具收集机构的转动圆盘上,最终从箱体外壳的出刀口将刀具取出即可,节省时间,提高了打标效率,本装置实现了刀具打标工作的全程自动化,机械化程度高,且所使用的的结构简单,无需复杂的控制,成本低,易操作。
24、本发明还提供了图像采集机构,刀具打标完成后,图像采集机构的相机对刀具进行拍照并上传至计算机,从而对打标效果进行质量评价,由于不同规格的刀具距离相机的高度与距离相同,因此,相机对不同刀具拍照时无需重新对焦,即相机的焦距保持恒定即可实现对打标完成后不同规格刀具的拍照,提高了图像采集机构的识读效率。
25、本装置在刀具打标完成后,利用图像采集机构进行拍照从而进行识读质量检验,在刀具打标及图像采集过程中无需调整刀具,大大简化了工作步骤,实现了连续打标和识读质量检验,提高了工作效率。
26、本发明提供一种刀具自动打标和识读质量检验一体装置的打标方法,通过刀具从入刀口放入刀具盒中,驱动装置驱动推板将刀具推入v型块,推动装置推动刀具至与距离传感器一定距离。第二驱动装置驱动第一滑块移动至刀具处,夹持单元将刀具夹持住后,第二驱动装置驱动第一滑块移动至卡盘处,夹持单元将刀具送入卡盘固定,卡盘沿直线模组移动至箱体外壳激光入射孔正下方处,激光打标机的光束从激光入射口射入,完成打标工作;打标完成后,利用夹持单元将刀具转至转动圆盘的圆柱孔中,完成刀具的收集,最后将刀具从出刀口取出即可,本方法实现了刀具的全自动化打标工作,无需人工的参与,提高了打标的效率,还实现了打标完成后刀具的自动收集工作,提高了工作效率。
- 还没有人留言评论。精彩留言会获得点赞!