一种仿铜铝板加工方法与流程
本发明属于建筑材料,具体而言,涉及一种仿铜铝板加工方法。
背景技术:
1、公开号为cn111997289a的中国发明专利(申请号:cn201910443027.0)公开了一种仿铜铝单板,包括铝板、消音棉,所述铝板内壁两侧焊接有卡块,所述铝板内壁上端设置有支撑块,所述支撑块上端设置有消音棉,所述消音棉的上端设置有锁舌支架和挤压块,所述锁舌支架的顶端焊接在盖板的底部,且锁舌支架右侧设置有挤压块,所述盖板四周包裹有密封圈,且盖板中部焊接有轴套,所述轴套内部设置连接轴,所述连接轴的顶端焊接有开关,且连接轴的底端焊接有锁盘,所述锁盘右侧焊接有第二锁舌,所述锁轴穿过第二锁舌的右端,第一锁舌的左端。
2、仿铜拉丝铝板可用作新建建筑和翻修旧房的外墙﹑内墙装饰材料及室内吊顶,特别适用于一些大型的人员密度大的、对防火性能有较高要求的公共建筑如会议中心、展览馆、体育馆、剧院等,同时仿铜拉丝铝板安装施工方便快捷,铝板在工厂成型,施工现场不需裁切,固定在骨架上即可。
3、为了给仿铜铝板增加美观性,一般采用蚀刻的方式在仿铜铝板上进行拉丝图文处理,但是现有的技术,例如使用左右摇摆蚀刻机侧蚀越严重,不能够对仿铜铝板一次性均匀蚀刻。
技术实现思路
1、有鉴于此,本发明提供一种仿铜铝板加工方法,能够解决不能够对仿铜铝板一次性均匀蚀刻的问题。
2、本发明是这样实现的:
3、本发明提供一种仿铜铝板加工方法,其中,包括以下步骤:
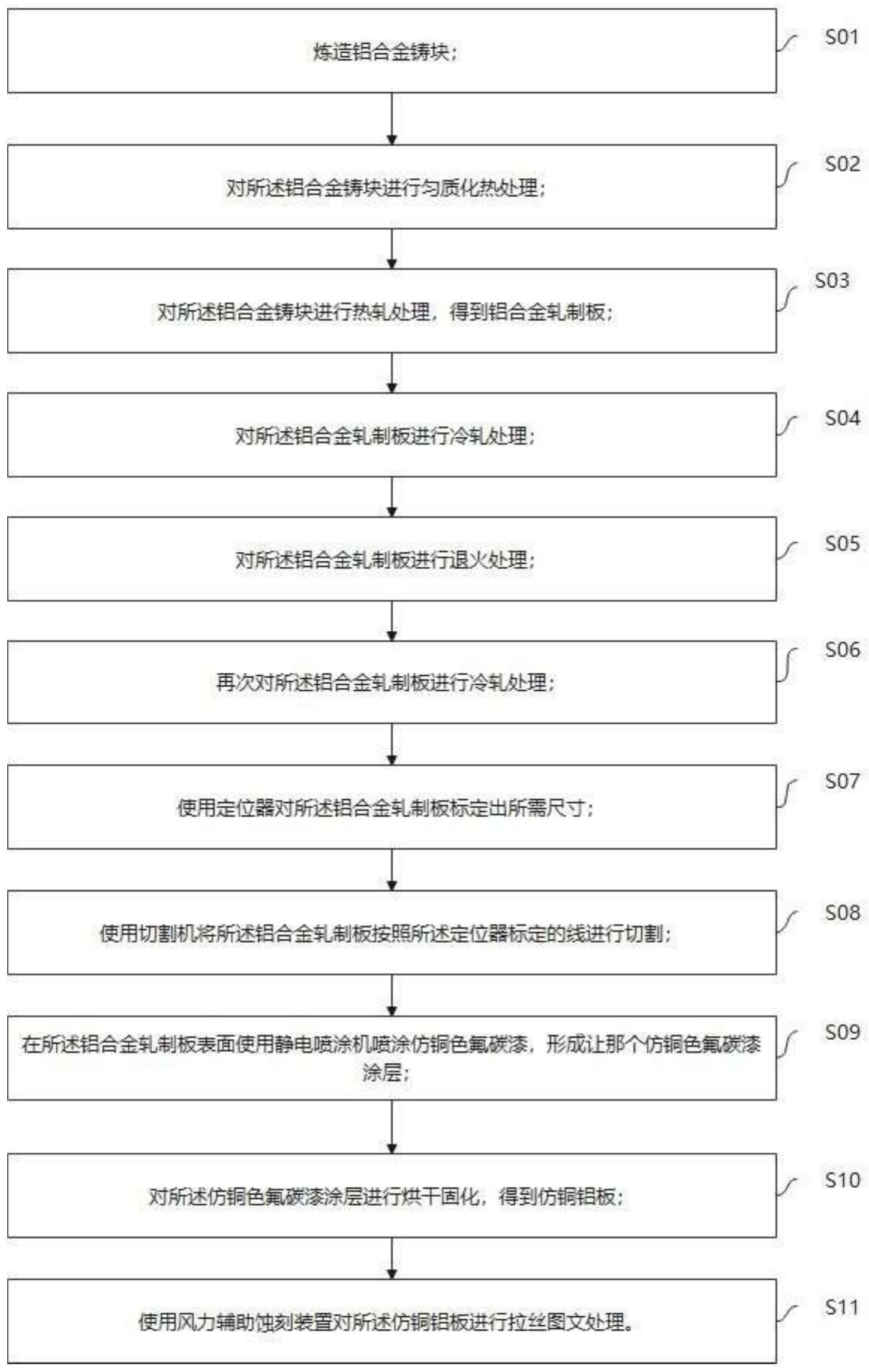
4、s01:炼造铝合金铸块;
5、s02:对所述铝合金铸块进行匀质化热处理;
6、s03:对所述铝合金铸块进行热轧处理,得到铝合金轧制板;
7、s04:对所述铝合金轧制板进行冷轧处理;
8、s05:对所述铝合金轧制板进行退火处理;
9、s06:再次对所述铝合金轧制板进行冷轧处理;
10、s07:使用定位器对所述铝合金轧制板标定出所需尺寸;
11、s08:使用切割机将所述铝合金轧制板按照所述定位器标定的线进行切割;
12、s09:在所述铝合金轧制板表面使用静电喷涂机喷涂仿铜色氟碳漆,形成让那个仿铜色氟碳漆涂层;
13、s10:对所述仿铜色氟碳漆涂层进行烘干固化,得到仿铜铝板;
14、s11:使用风力辅助蚀刻装置对所述仿铜铝板进行拉丝图文处理。
15、本发明提供的一种仿铜铝板加工方法的技术效果如下:通过使用静电喷涂机喷涂仿铜色氟碳漆,使仿铜铝板的单张色差小,抗退色性、抗起霜性、抗大气污染的腐蚀性、抗紫外线能力强、抗裂性强。
16、在上述技术方案的基础上,本发明的一种仿铜铝板加工方法还可以做如下改进:
17、其中,所述步骤s11中所述风力辅助蚀刻装置包括夹持机构、蚀刻机构、蚀刻液盘和吹风机构,所述夹持机构用于向下夹紧所述仿铜铝板,所述蚀刻机构位于所述夹持机构的正下方,所述吹风机构位于所述蚀刻机构的侧面的下方,所述吹风机构的风向朝向所述夹持机构夹持的所述仿铜铝板的表面,所述蚀刻液盘位于所述蚀刻机构的正下方,所述蚀刻液盘盛放有蚀刻液体;
18、所述蚀刻机构包括绷线框、蚀刻线和升降杆,所述绷线框为方形框架,所述绷线框的面积大于所述夹持机构的面积,所述绷线框中穿设有按照拉丝图文排列的所述蚀刻线,所述升降杆固定在所述绷线框边上,用于升降所述绷线框到所述蚀刻液盘中浸润所述蚀刻线和使蚀刻线能够贴合到所述仿铜铝板表面,所述蚀刻线能够浸润蚀刻液体。
19、采用上述改进方案的有益效果为:通过使用风力辅助蚀刻装置,吹风机构将蚀刻线吹压在仿铜铝板上,让蚀刻线上的蚀刻液体均匀覆盖在蚀刻部位,能够准确蚀刻仿铜铝板,保证同个仿铜铝板可以一次性均匀蚀刻,避免蚀刻溶液在仿铜铝板上堆积。
20、进一步,如果蚀刻线需要组成复杂的蚀刻拉丝图文时,所述蚀刻线之间通过耐酸材料不粘进行连结,例如聚四氟乙烯;
21、可选的,所述夹持机构具有翻转轴,方便蚀刻完成后将仿铜铝板反转后拿走,所述夹持机构通过支架架设在所述蚀刻机构上方;所述夹持机构具有夹持臂,夹持臂之间通过弹簧机构调节距离,以石英夹紧不同大小的仿铜铝板;所述绷线框通过所述阶梯支架固定在所述升降杆上,所述阶梯支架具有阶梯型结构,用于避开所述蚀刻液盘的边框将所述蚀刻机构浸泡入所述蚀刻液盘的蚀刻液体中。
22、进一步的,所述蚀刻线为玻璃纤维材质捻制成的线绳,所述蚀刻线表面具有毛鳞片结构。
23、采用上述改进方案的有益效果为:通过使用表面具有细小毛鳞片的蚀刻线,可以使蚀刻线充分浸润蚀刻液体,但不堆积,对仿铜铝板精准蚀刻,避免蚀刻程度不均匀。
24、可选的,所述蚀刻线使用石棉材料捻制成线。
25、进一步的,所述吹风机构具有多个均匀阵列的出风头,所述出风头后通过风管连结有吹风机。
26、采用上述改进方案的有益效果为:通过使用多个出风口的吹风机构,在风力能够均匀吹出的同时还能够在其中一个出风口出现故障而漏风时本发明依然处于可使用状态,提升了稳定性。
27、进一步的,所述出风头的吹风方向与所述夹持机构之间的夹角为20°~45°,所述吹风机构对称设置在所述夹持机构的两边。
28、进一步的,所述吹风机构的所述吹风机吹的是惰性气体,所述吹风机的风速控制在0.2~0.9m/s之间。
29、其中,所述步骤s07后需要复核尺寸,所述复核方法为:
30、第一步:检查切割后的所述铝合金轧制板是否与所述尺寸相符,若尺寸相符则进行所述步骤s08,若尺寸不符合则进行下一步;
31、第二步:对定位器进行调整,使标定的线更接近所需尺寸,然后进行所述第一步;
32、其中,切割后的所述铝合金轧制板与所述尺寸误差小于1.0mm。
33、其中,所述铝合金铸块成分包括:al、mg、fe、si,其中所述al:4.8~6.5wt.%、mg:0.5~0.95wt.%、fe:0.1~0.8wt.%、si:0.06~0.2wt.%,其他单个微量元素的含量控制在0.1wt.%及以下。
34、其中,所述步骤s11后对所述仿铜铝板按照设计图位置使用冲角机进行切割,切割后在按照设计对所述仿铜铝板进行弯折。
35、其中,所述步骤s09中“用静电喷涂机喷涂仿铜色氟碳漆”整个过程至少要喷涂三遍仿铜色氟碳漆。
36、与现有技术相比较,本发明提供的一种仿铜铝板加工方法的有益效果是:通过使用风力辅助蚀刻装置,吹风机构将蚀刻线吹压在仿铜铝板上,让蚀刻线上的蚀刻液体均匀覆盖在蚀刻部位,能够准确蚀刻仿铜铝板,保证同个仿铜铝板可以一次性均匀蚀刻,避免蚀刻溶液在仿铜铝板上堆积;通过使用静电喷涂机喷涂仿铜色氟碳漆,使仿铜铝板的单张色差小,抗退色性、抗起霜性、抗大气污染的腐蚀性、抗紫外线能力强、抗裂性强;通过使用多个出风口的吹风机构,在风力能够均匀吹出的同时还能够在其中一个出风口出现故障而漏风时本发明依然处于可使用状态,提升了稳定性。
- 还没有人留言评论。精彩留言会获得点赞!