二维可调超声振动辅助切削装置
本发明属于超声加工领域,涉及一种二维可调超声振动辅助切削装置。
背景技术:
1、二维超声振动切削系统一般由超声波换能器、变幅杆、工件及刀具组成,其作用是将超声电源输出的高频电信号通过换能器转变为高频机械振动位移,再经变幅杆放大,从而在工件与刀具间形成高频振动,进而完成超声切削。根据超声激励施加位置不同,超声振动切削系统可分为刀具振动和工件振动两种形式。
2、在实际生产过程中,被更广泛采纳的策略是将超声振动施加于刀具上,即使用旋转超声刀柄进行切削加工。但是这种策略下的切削刃运动轨迹更为复杂,难以有效对各因素的影响进行单独分析。
3、专利cn109227152a公开了一种用于精密超声加工的二维振动台,包括两个超声振动装置、振动台、夹具,在振动台相邻的两侧面各固装一超声振动装置,两超声振动装置相垂直,且分别通过振动装置支撑架支撑,两振动装置支撑架的底部与一底座固装,在振动台的顶面两超声振动装置发出的超声波纵横相交的波节面上固装夹具,夹具采用一组并且尺寸不能够太大。振动台在两个超声振动装置的激励下实现椭圆运动。在振动台底面与底座之间安装振动台支撑架,所述的振动台支撑架为点支撑架或板支撑架。所述的点支撑架安装在振动台的底面中心,由立柱及支撑球构成,在立柱的顶面固装支撑球,立柱的底面与底座固装,支撑球与振动台的底面接触但不固装连接。所述的板支撑架是在振动台的底面一侧固装一支撑板,支撑板底面与底座固装,支撑板的顶面与振动台底面接触但不固装连接。
4、由于专利cn109227152a的振动台支撑架为点支撑架或板支撑架,因此能量耗散少,然而存在加工稳定性差的问题,影响加工质量,难以实现高效低损伤铣销加工。
5、因此,有必要研究一种兼具能量耗散少、加工稳定性好的特点的二维超声振动切削系统,以实现高效低损伤铣销加工。
技术实现思路
1、本发明的目的是解决现有技术中存在的问题,提供一种二维可调超声振动辅助切削装置。
2、为达到上述目的,本发明采用的技术方案如下:
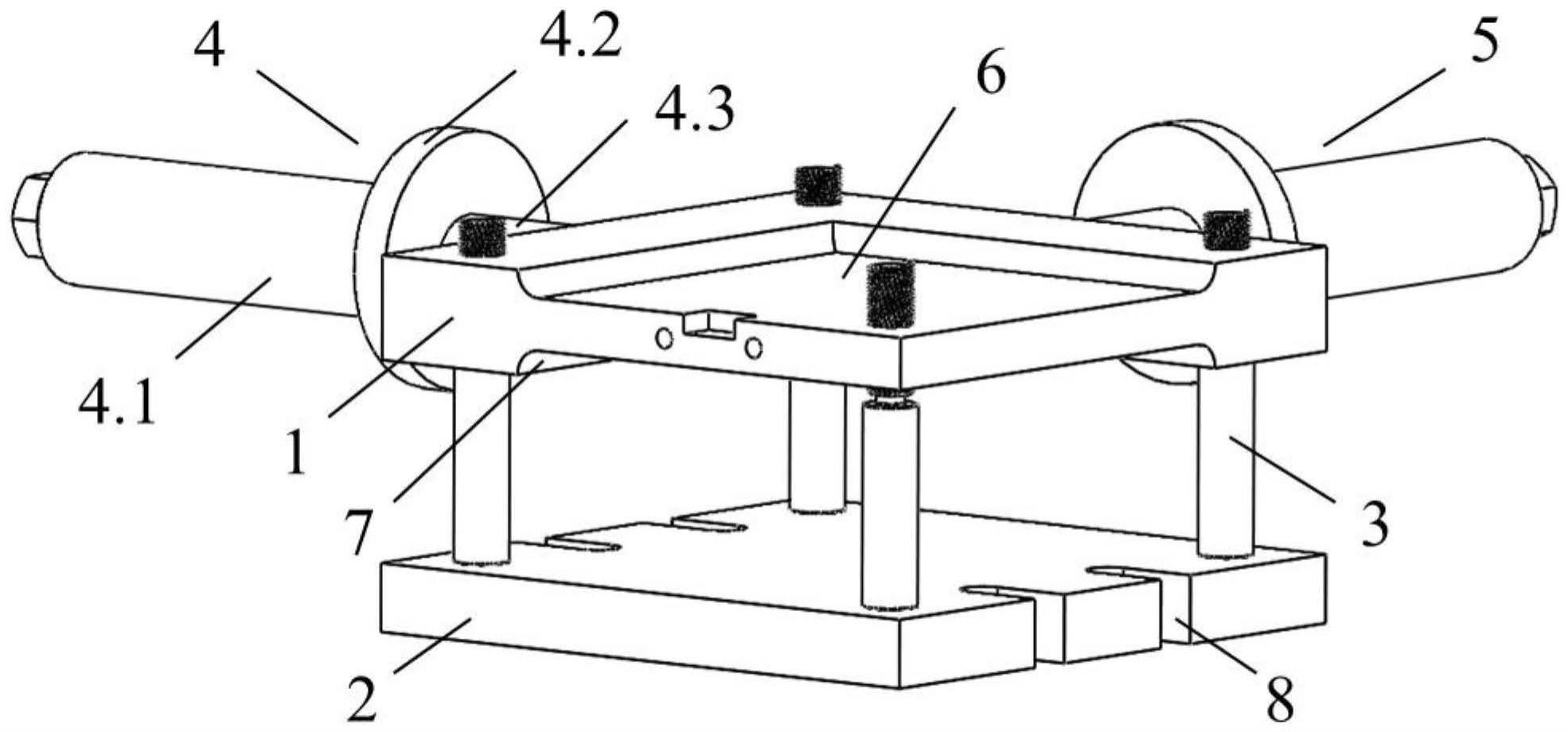
3、二维可调超声振动辅助切削装置,包括振动平板、支撑底座、四根支柱、阶梯形变幅杆a、阶梯形变幅杆b、纵振压电换能器a和纵振压电换能器b;
4、振动平板为水平放置的正方形板,包含前侧面、后侧面、左侧面和右侧面;
5、振动平板中设有上下对称且间距排列的正方形凹槽i和正方形凹槽ii;
6、正方形凹槽i的槽口向上,正方形凹槽i由左侧壁、后侧壁和位于二者下方的底壁围成,底壁包括前边缘、后边缘、左边缘和右边缘;底壁的前边缘与振动平板的前侧面共面,底壁的前边缘和右边缘的交点位于振动平板的前侧面和右侧面的交线上,底壁的前边缘长度小于振动平板的边长;
7、支撑底座位于振动平板的下方其与其间距排列;
8、四根支柱竖直放置,四根支柱的上端分别与振动平板的四角固定连接,四根支柱的下端同时与支撑底座固定连接;
9、阶梯形变幅杆a和阶梯形变幅杆b水平放置;阶梯形变幅杆a的小端与振动平板的左侧面的中心位置垂直固定连接,大端与纵振压电换能器a固定连接;阶梯形变幅杆b的小端与振动平板的后侧面的中心位置垂直固定连接,大端与纵振压电换能器b固定连接。
10、本发明通过设计“四根支柱竖直放置,四根支柱的上端分别与振动平板的四角固定连接,四根支柱的下端同时与支撑底座固定连接”解决了专利cn109227152a存在的加工稳定性差的问题,然而这又会导致能量耗散多的问题,只有兼具能量耗散少、加工稳定性好的特点才能实现高效低损伤铣销加工,为此,本发明将变幅杆设计为阶梯形变幅杆,同时将振动平板设计为阶梯形振动平板,形成了二级调幅效应,弥补了由于采用四根支柱导致的能量耗散,具体说明如下:
11、本发明中采用工件振动形式,将高频超声振动运动与刀具回转运动分离,从而提高整个系统的稳定性。本发明设计的二维可调超声振动辅助切削装置采用双激励源超声振动系统。两组纵振压电换能器正交布置,产生两个相互垂直的简谐振动,两组换能器分别驱动,通过调整超声振动系统的两路振动信号间的相位差以及各自的输出功率,即可达到改变两向超声振动参数和形式的目的。两组纵振压电换能器分别与两向变幅杆相连,带动变幅杆发生纵向振动,振动信号经变幅杆放大后传递至振动平板。两向振动信号在振动平板上发生耦合,通过振动叠加原理使振动平板产生所需的运动轨迹。变幅杆与振动平板采用固定连接方式,整个平台工作方式为谐振模式,与非谐振模式相比,谐振模式可赋予超声振动平台更高的工作频率与能量效率。
12、在实际超声振动中,直接由超声换能器输出的振动幅度很小,远远达不到实际应用需求,因此需要变幅杆将超声振幅进行聚能和放大。为最大化振幅的放大效果并减小半波共振长度,本发明采用阶梯形变幅杆。阶梯形变幅杆设计、制造最简单,当面积系数(大端直径/小端直径)一定时,振幅放大系数最大,半波共振长度最短。假设如图1所示,阶梯形变幅杆的大端直径为d,长度为a,截面积为a1,小端直径为d,长度为b,截面积为a2,变幅杆总长l=a+b。k为圆波数,k=ω/c,ω为圆频率,c为纵波在细棒中的传播速度。因此,阶梯形变幅杆振幅放大系数为:mp=(a1sin(ka))/(a2sin(kb))。
13、为扩大两向超声振幅的调整范围,振动平板也采用阶梯式设计,如此可与阶梯形变幅杆配合,形成二级调幅效应,对变幅杆输出的振动信号进行再次放大。
14、振动平板为阶梯形即在正方形板状的振动平板的特定位置设置特定尺寸的上下对称且间距排列的正方形凹槽i和正方形凹槽ii,振动能量通过振动平板的不同截面位置时,也可以实现振幅的放大,从而实现二级调幅。
15、此外,阶梯形变幅杆与振动平板固定连接还可以承受更高的工作频率,从而可以减小半波共振长度。
16、本发明的二维可调超声振动辅助切削装置的“二维”是指有效超声振动区域是一个二维平面,振动为典型的二维椭圆运动;“可调”是指振动幅值可调,振动信号经变幅杆、阶梯形振动板放大,形成二级调幅。
17、作为优选的技术方案:
18、如上所述的二维可调超声振动辅助切削装置,振动平板的边长为203mm,厚度为32mm。
19、如上所述的二维可调超声振动辅助切削装置,正方形凹槽i的底壁的前边缘长度为142mm,正方形凹槽i的深度为8mm。
20、如上所述的二维可调超声振动辅助切削装置,正方形凹槽i的左侧壁与后侧壁之间、左侧壁与底壁之间、后侧壁与底壁之间呈圆角过渡。
21、如上所述的二维可调超声振动辅助切削装置,四根支柱的长度为115mm。
22、现对本发明的振动平板(如图2和图3所示)的结构和尺寸的设计思路进行说明:
23、振动平板尺寸为203mm×203mm×32mm,从两侧边输入振动信号时具有较好的对称性,有利于实现稳定的椭圆运动;同时,振动平板采用了阶梯形,与变幅杆配合形成二级调幅,可以提高振动能量;有效振动区域尺寸为142mm×142mm,使能量更加集中;平板底面四根支柱长度为115mm,可以有效地控制振动平板位置,提高加工稳定性。
24、如上所述的二维可调超声振动辅助切削装置,四根支柱均为双头螺柱;振动平板的四角各设有一个螺纹孔a,支撑底座中与振动平板的四角对应的区域各设有一个螺纹孔b;双头螺柱的一头穿入螺纹孔a中,另一头穿入螺纹孔b中。
25、如上所述的二维可调超声振动辅助切削装置,任意相邻两个螺纹孔a的中心距离为160±0.25mm。
26、如上所述的二维可调超声振动辅助切削装置,支撑底座为水平放置的正方形板,边长为203mm,厚度为32mm。
27、如上所述的二维可调超声振动辅助切削装置,支撑底座上开有u形槽,其尺寸与机床工作台匹配,实现二维可调超声振动辅助切削装置的固定。
28、如上所述的二维可调超声振动辅助切削装置,阶梯形变幅杆a和阶梯形变幅杆b的形状和尺寸相同。
29、如上所述的二维可调超声振动辅助切削装置,阶梯形变幅杆a由圆柱i、法兰盘、圆柱ii组成;圆柱i的直径大于圆柱ii,圆柱i与圆柱ii共轴且二者固定连接;法兰盘固定套在圆柱ii上,法兰盘的外径大于圆柱i,法兰盘与圆柱i靠近圆柱ii的端面贴合。
30、如上所述的二维可调超声振动辅助切削装置,圆柱i的长度为62mm,直径为50mm;法兰盘的外径为79mm,厚度为6mm;圆柱ii的长度为68mm,直径为30mm。
31、如上所述的二维可调超声振动辅助切削装置,阶梯形变幅杆a和阶梯形变幅杆b的材料为声阻抗较小的45钢。
32、如上所述的二维可调超声振动辅助切削装置,阶梯形变幅杆a与振动平板和纵振压电换能器a之间均通过双头螺柱连接,阶梯形变幅杆b与振动平板和纵振压电换能器b之间均通过双头螺柱连接。
33、现对本发明的阶梯形变幅杆的结构和尺寸的设计思路进行说明:
34、在实际超声振动中,直接由超声换能器输出的振动幅度很小,远远达不到实际应用需求,因此需要变幅杆将超声振幅进行聚能和放大。为最大化振幅的放大效果并减小半波共振长度,本发明采用阶梯形变幅杆,材料选择为声阻抗较小的45钢。
35、对于如图4所示的均匀截面杆,其一维振动的波动方程为:
36、
37、式中ξ=ξ(x)为位移函数,k为波数,k=ω/c,ω为圆频率,c为波速。
38、其解为:
39、
40、式中a1、a2、b1、b2为待定系数;
41、由边界条件得:
42、a1=ξ1cos ka,b1=-ξ1sin ka (2-43);
43、另一方面由得:
44、
45、将式(2-43)和式(2-44)代入式(2-42)中可得到质点位移:
46、
47、位移节点为当时,节点x=0,即中心位置。
48、在x=0的节面处,由于截面面积变化,情况比较复杂。如若截面积比s1/s2小于5时,则可近似认为力是连续的,即:
49、
50、利用这一条件,由式(2-43)可得:
51、s1b1=s2b2 (2-47);
52、没有负载,即zl=0时,将式(2-43)、式(2-44)代入式(2-47)得到放大系数:
53、
54、由上式可以看出,当b=a=λ/4时,放大系数达到最大,此时波节点在x=0处。现变幅杆d1=50mm,d2=30mm,材料为45号钢,设计谐振频率为20khz,波在45号钢棒中的传播速度为:
55、
56、式中e为弹性模量,ρ为材料密度。
57、故其半波谐振长度为:
58、
59、节点位置为:
60、
61、同时,考虑到其与外界装配问题,在节面处增加了一厚度为6mm,直径为80mm的法兰盘。
62、采用ansysworkbench对所设计变幅杆进行模态分析验证,提取变幅杆前20阶模态,确定第8阶模态为所需的纵向振动模态,如图5所示。变幅杆谐振频率为20539hz,与设计频率非常接近,其中力的传导曲线大多集中在变幅杆工具的端部,法兰处几乎没有力的逸出,能量耗散较少。同时对其进行频响分析,仿真显示其频响曲线光滑过渡,在频率为20530hz时,振幅达到最大,与模态仿真频率基本吻合。将变幅杆两端分别与超声换能器和振动平板连接后,重新导入ansysworkbench进行整体模态分析,其结果如图6所示。图中振动较强的地方在平板中心红色区域,其形状近似圆形,为典型的二维椭圆振动。加上振动平板后系统整体的振动频率为20515hz,与变幅杆匹配。
63、经理论计算、有限元仿真验证后,对二维可调超声振动辅助切削装置进行了装配和振动性能测试。二维可调超声振动辅助切削装置实物如图7(a)所示,其中换能器与变幅杆、变幅杆与振动平板均采用双头螺柱连接,振动平板材料采用skd11模具钢,在四角处通过螺纹支柱与底板相连。在所有连接处均涂以凡士林油以避免存在空气间隙影响振动传递效果。
64、为实现两路超声的精准协同控制,二维可调超声振动辅助切削装置搭配了jzt2v1.1智能超声波发生器,如图7(b)所示。其频率范围为14khz~70khz,步阶0.1khz可调,可实现向两组纵向超声振子输入相同频率且具有一定相位的正弦波电压,相位调整范围为0~180°。采用超声波阻抗分析仪对所搭建的二维可调超声振动辅助切削装置的共振频率进行测试,起始频率18khz,终止频率22khz,其阻抗测试结果如图7(c)所示。由阻抗测试结果可知,在连接有工作底板后,二维可调超声振动辅助切削装置的实际谐振频率迁移至19833.6hz,相比于仿真结果,仅下降了3.32%,具有良好的一致性。此外,此时导纳圆十分接近标准正圆,说明所设计的变幅杆与超声换能器具有非常好的匹配性。
65、有益效果:
66、本发明的二维可调超声振动辅助切削装置的结构简单,兼具能量耗散少、加工稳定性好的特点,可实现高效低损伤铣销加工。
- 还没有人留言评论。精彩留言会获得点赞!