一种用于波纹板平直区域焊接的辅助工装及使用方法与流程
本发明涉及焊接,特别是涉及一种用于波纹板平直区域焊接的辅助工装及使用方法。
背景技术:
1、gtt mark iii/mark iii flex型围护系统因其船舶内部空间利用率高、蒸发率低、原材料及造价低等特点受到广泛的关注,是一种广泛应用于lng运输船、双燃料船、陆地储罐的薄膜型围护系统,可用于直接装载lng等超低温低温液体。其直接接触储存介质的部分称为主屏蔽,材料为厚度1.2mm带有纵、横向波形槽的304l不锈钢波纹板经搭接焊而成型。在围护系统建造中不锈钢板波纹板的装配、焊接是整个工程中耗时最长、耗费人力最多的部分。
2、目前,波纹板焊接有机器人可进行70%以上区域的自动化焊接工作,但波纹板装配仍然以纯手工为主,现有的装配、点焊辅助发明大部分针对在培训室内增加练习板的装配效率,并未涉及现场施工点焊效率的提升。现有的实船辅助工装也大都针对波纹区域,反而在相对占比较大的平直区域普遍以纯手工点焊方式进行。
3、波纹板分为平直区域与波纹区域,其中波纹区域长度占比33.7%,平直区域长度占比66.3%,从波纹板平直区域点焊的特性出发,在波纹区域一般装配难度在于由波纹线型不匹配、波纹位置偏差导致的大间隙装配,一般操作是用尼龙凿、和橡胶锤敲击矫形后进行点焊装配或者使用有波纹线型的夹具进行下压后进行点焊,此类工装、工具已在各大船企及施工单位普及。反而在平直区域并未使用专用的点焊辅助手段来提升现场安装效率一贯以纯手工点焊的方式进行施工,此方式不但施工效率不高、对焊工的手势、技能、手感有较高的要求,从事点焊的焊工也必须要进行大量的培训方可在现场施工。
4、因此,需要提出一种辅助工装,降低焊接时的操作难度,使施工人员能够快速上手进行焊接。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明主旨是为了让更多没有氩弧焊从业经验的员工能参与到波纹板装配点焊过程中来,同时解决物量不连续时,各工种间劳动负荷不均、人员构成与成本难以平衡的问题。通过将波纹板平面区域点焊半自动化方式克服在此区域内点焊施工人员需要大量培训费用高、实船施工效率欠佳的问题。
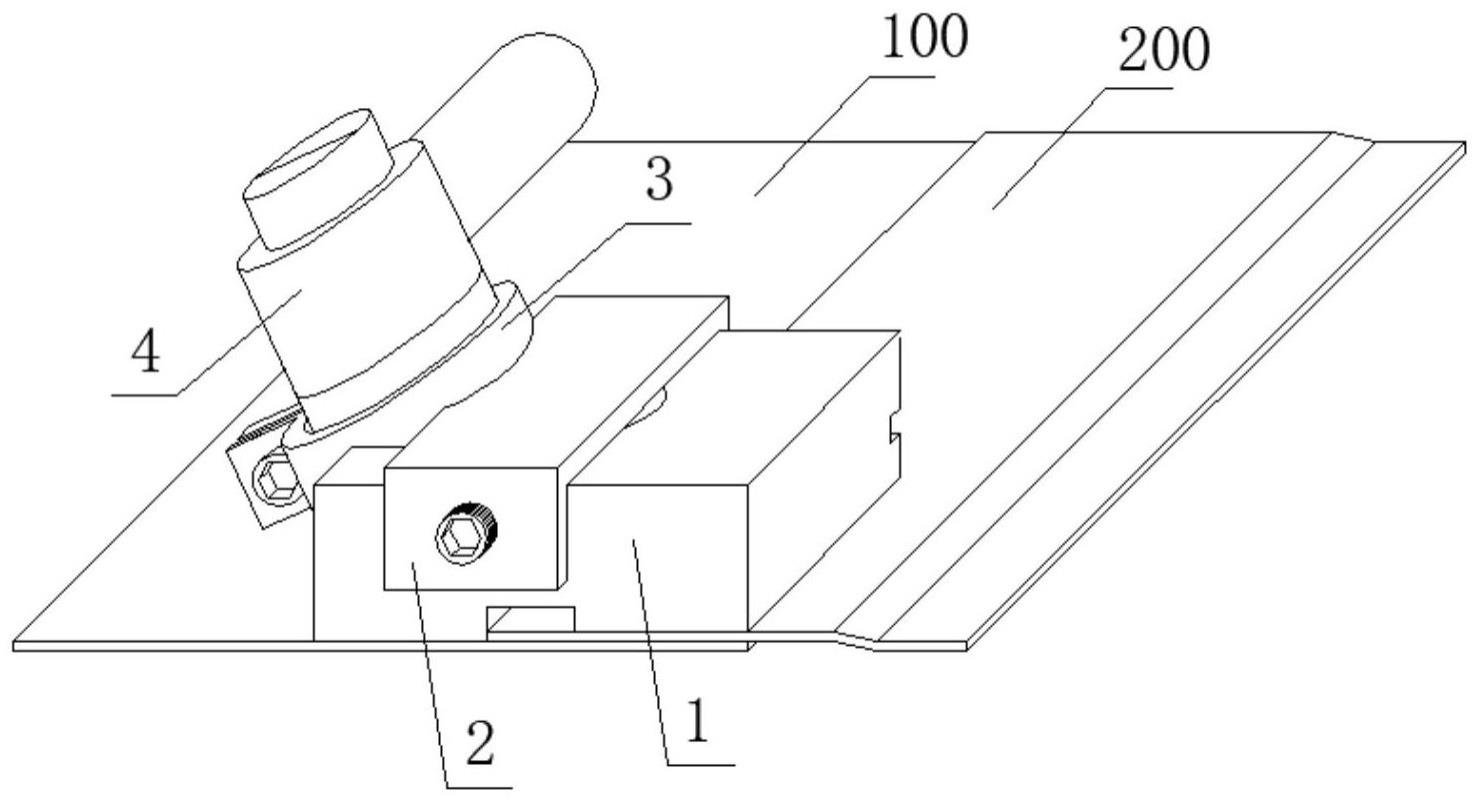
2、为实现上述目的及其他相关目的,本发明提供一种用于波纹板平直区域焊接的辅助工装,所述辅助工装包括限位块,所述限位块的底部设置有限位脚及压力脚,所述限位脚的底面低于所述压力脚的底面,所述限位脚与压力脚之间设有向上凹陷的焊缝槽;
3、待焊接的第二波纹板位于第一波纹板的上方,且第一波纹板与第二波纹板部分交叠形成交叠区,所述限位脚贴合于第一波纹板表面,所述压力脚贴合于交叠区表面,所述限位脚与焊缝槽交界的侧壁卡合于两个波纹板相接的台阶处;
4、位于限位块表面的横移板沿焊缝槽的方向设置并能够沿垂直于焊缝槽的方向移动,焊枪与横移板固定连接,使得焊针指向焊缝槽内的第一波纹板与第二波纹板的焊接处,沿焊缝槽的方向推动所述限位块实现焊接。
5、优选地,所述限位脚的底面低于所述压力脚的底面1.0-1.2mm,从而对第一波纹板及第二波纹板进行压紧。
6、优选地,所述限位块设有上下贯穿的u型槽,所述u型槽与焊缝槽连通,以使焊枪穿过u型槽伸入至焊缝槽。
7、优选地,所述横移板的一端设有c型卡钩,所述c型卡钩与位于所述限位块后侧壁的c型卡槽相适配,以确定横移轨迹;另一端设有定位孔,实现与所述限位块前侧壁的固定。
8、优选地,所述横移板靠近u型槽的侧边设有嵌入缺口,焊枪夹固定于所述嵌入缺口处,焊枪夹的横截面与水平面成25度夹角。
9、优选地,还包括焊针定位架,所述焊针定位架包括底板垂直及连接于底板右边缘的挡板,所述挡板的上端连接有向左延伸的限位块夹头;所述限位块放入所述焊针定位架时,所述限位块的右侧壁与所述挡板贴合,限位块的底部与所述底板贴合。
10、优选地,所述底板包括相连的第一定位板及第二定位板,分别模拟第一波纹板及第二波纹板的状态,第二定位板的上表面高于第一定位板的上表面,所述第二定位板与第一定位板交界的侧壁处设有l型的定位台阶,所述定位台阶包括相互垂直的面板及立板,面板位于第一定位板表面,立板紧贴所述第二定位板的侧壁,所述面板的厚度为0.8mm,立板的厚度为0.6mm,面板与立板相接处形成内棱边,内棱边用以模拟实际焊接时的焊针尖所在位置。
11、优选地,所述焊针采用钨针。
12、本发明还提供一种所述的辅助工装的使用方法,包括如下步骤:
13、s1:将限位块放入焊针定位架中,使所述限位块的右侧壁与所述焊针定位架的挡板贴合,限位脚及压力脚贴紧焊针定位架的底板,然后拧紧限位块夹头的顶丝,固定限位块;
14、s2:拧松横移板一端的用于固定的顶丝,将横移板移动至与限位脚端部齐平;
15、s3:将焊机上的焊接参数设置为平直区域点焊焊接参数,将焊枪上的焊针调整至焊枪气嘴口外5mm处,将焊枪插入焊枪夹中,待焊针尖触碰到定位台阶的面板后收紧焊枪夹;
16、s4:向焊针定位架的挡板方向移动横移板,当焊针接触到定位台阶的内棱边时拧紧横移板一端的顶丝,完成焊针的定位。
17、优选地,还包括如下步骤:
18、s5:将所述限位块从焊针定位架取下,检查整体状态确保各部件紧固无松动;
19、s6:试点,在非实船板件上进行点焊试验,查看点焊状况,若合格则可进行实际产品点焊,若焊点有问题则需重新检查并进行微调待试点合格后再进行实际产品点焊;
20、s7:实际焊接时,焊枪握于右手,左手持握限位块,将限位块置于待焊接位置;左手拇指压限位块的压力脚区域,使压力脚将两个波纹板压至无间隙,其余四指推限位块,使限位脚贴紧两个波纹板的台阶处;右手点击焊枪开关开始点焊,检查第一、二个点焊状态是否合格;根据点焊间距要求沿焊缝方向移动限位块并点焊。
21、s8:使用后,拧松焊枪夹螺丝,取下焊枪;拆除焊针重新进行打磨;检查整个辅助工装完整性,检查限位脚磨损情况、检查顶丝松动情况、检查横移板是否紧贴限位块;检查无误后收纳入工具箱,妥善保管。
22、如上所述,本发明提供一种用于波纹板平直区域焊接的辅助工装及使用方法,该辅助工装包括限位块、横移板及焊针定位架,限位块用于压紧待焊接的两个波纹板减小间隙,位于限位块表面的横移板用于固定焊枪并能横向移动以调整焊枪位置,以确保焊针尖指向焊缝处,焊针定位架用于模拟实际波纹板的工况以对焊针位置进行精调。利用该辅助工装来进行焊缝位置跟踪,并通过预设通电时间、电流大小、保护气流量,将原本高度依赖手感的氩弧焊搭接缝点焊降维处理为仅需要点开关、移动小车的低技能要求机械性系重复劳动。同时通过焊针定位架在开始点焊前将焊针调整至既定位置,确保点焊质量始终可控。
23、运用本发明的辅助工装后,在人员培训中可实现当日培训次日即可达到考证水平可大量节约培训周期与培训材料。运用在实船建造过程中,能提供稳定、高效的施工效率、可达到平直区域点焊质量高度可控且对人员技能依赖程度较低的效果。还可节约现场施工时间,同时可以为建造单位节约培训、劳动力成本,可以打破氩弧焊与其他工种间的技能壁障,为企业灵活用工、降低成本提供可能性。
- 还没有人留言评论。精彩留言会获得点赞!