一种超导带材接头焊接方法与流程
本技术涉及超导带材,更具体地,涉及一种超导带材接头焊接方法。
背景技术:
1、超导材料具有零电阻、完全抗磁性等常规材料不具备的物理特性,在电力系统、航空航天、高端医疗和军用设施等前沿科学领域发挥着不可替代的重要作用,是世界各国的研究热点。
2、第二代高温超导带材与第一代高温超导带材的制备工艺截然不同,虽然两者都是陶瓷材料,但第二代高温超导带材呈层状结构,又被称为涂层导体。以ybco涂层导体为代表的第二代高温超导材料(rebco)以其高电流密度、高临界转变温度、高临界磁场等优异特性,在电力、交通、能源、医疗等领域具有广泛的应用潜力。
3、第二代高温超导带材在实际应用过程中,需要将多根超导带材连接使用,连接接头的焊接工艺至关重要。现有技术中,接头焊接时,往往采用固定的焊接参数进行焊接工艺,但是不同焊料、不同超导带材情况不同,导致焊接的准确性较差、焊接效果较差。
4、因此,如何提高焊接的准确性和焊接效果,是目前有待解决的技术问题。
技术实现思路
1、本发明提供一种超导带材接头焊接方法,用以解决现有技术中焊接准确性差、焊接效果低的技术问题。所述方法包括:
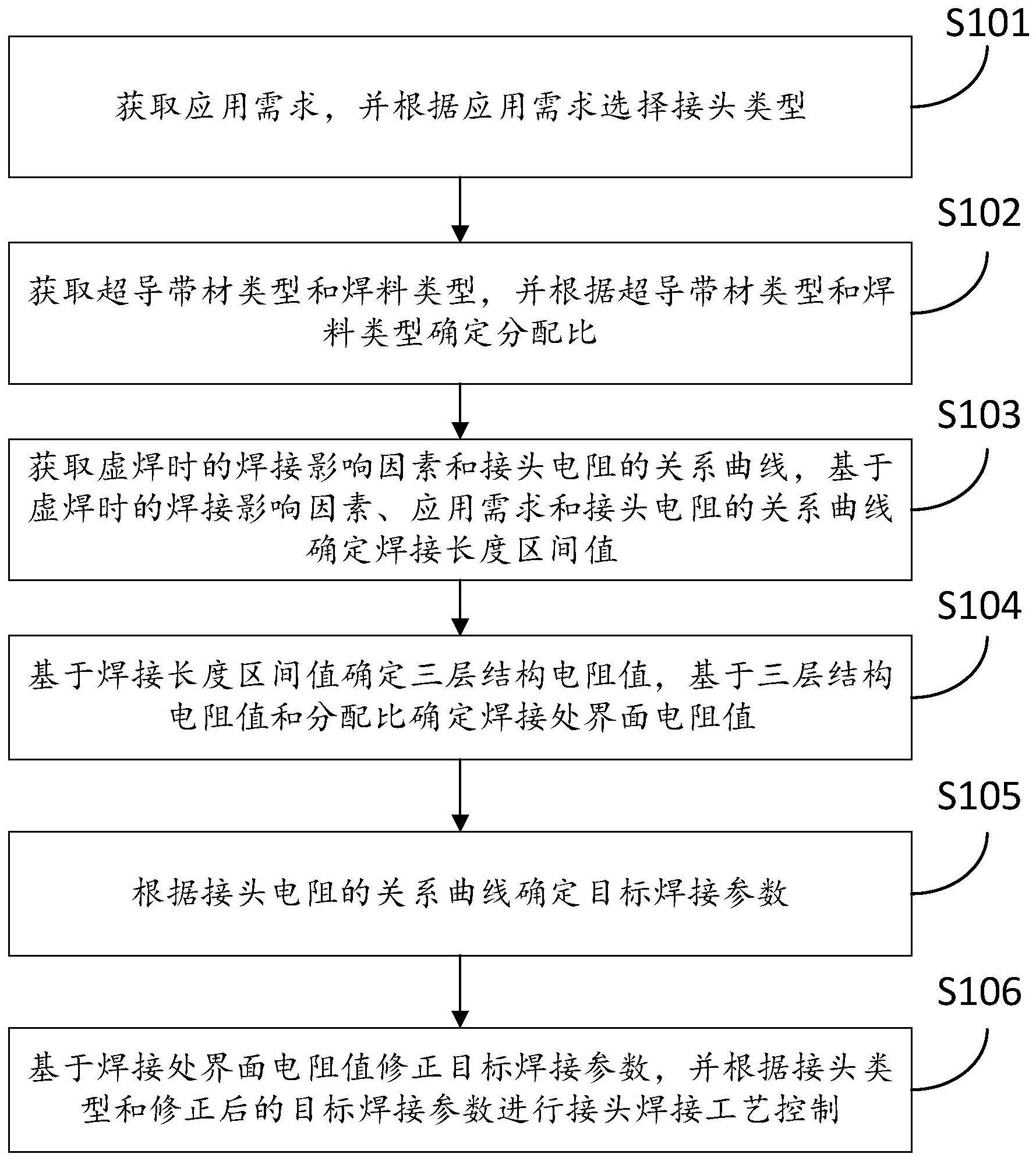
2、获取应用需求,并根据应用需求选择接头类型;
3、获取超导带材类型和焊料类型,并根据超导带材类型和焊料类型确定分配比;
4、获取虚焊时的焊接影响因素和接头电阻的关系曲线,基于虚焊时的焊接影响因素、应用需求和接头电阻的关系曲线确定焊接长度区间值;
5、基于焊接长度区间值确定三层结构电阻值,基于三层结构电阻值和分配比确定焊接处界面电阻值;
6、根据接头电阻的关系曲线确定目标焊接参数;
7、基于焊接处界面电阻值修正目标焊接参数,并根据接头类型和修正后的目标焊接参数进行接头焊接工艺控制。
8、本技术一些实施例中,根据应用需求选择接头类型,包括:
9、应用需求包括接头电阻要求量、带材几何对称度和电学性能对称度;
10、根据接头电阻要求量、带材几何对称度和电学性能对称度确定平衡量;
11、平衡量公式为:
12、a=α1d1+α2d2+α3r;
13、
14、其中,a为平衡量,α1为带材几何对称度对应的平衡权重,α2为电学性能对称度对应的平衡权重,α3为接头电阻要求量对应的平衡权重,d1为带材几何对称度,d2为电学性能对称度,r为接头电阻要求量;
15、多个预设平衡量取值范围分别对应有不同接头类型,根据平衡量与多个预设平衡量取值范围的从属关系确定接头类型。
16、本技术一些实施例中,根据超导带材类型和焊料类型确定分配比,包括:
17、根据超导带材类型、焊料类型和预设分配表确定分配比;
18、分配表中每一种超导带材类型和焊料类型共同对应有一个分配比,分配比为三层结构电阻值和焊接处界面电阻值的比例。
19、本技术一些实施例中,基于虚焊时的焊接影响因素、应用需求和接头电阻的关系曲线确定焊接长度区间值,包括:
20、接头电阻的关系曲线包括第一关系曲线,第一关系曲线为焊接长度与接头电阻的关系曲线;
21、根据虚焊时的焊接影响因素确定虚焊影响量,虚焊影响量公式为,
22、
23、其中,y为虚焊影响量,n为虚焊时的焊接影响因素的个数,βi为第i个虚焊时的焊接影响因素对应的影响权重,qi为第i个虚焊时的焊接影响因素参数;
24、每个虚焊影响量均对应有一个焊接长度最大值;
25、根据接头电阻要求量在第一曲线中得到对应的焊接长度,并将其作为焊接长度最小值;
26、根据焊接长度最小值和焊接长度最大值得到焊接长度区间值。
27、本技术一些实施例中,根据焊接长度最小值和焊接长度最大值得到焊接长度区间值,包括:
28、在第一曲线中确定焊接长度最小值和焊接长度最大值两点分别对应的斜率,并求得斜率平均值;
29、根据斜率平均值确定安全值,根据安全值更新焊接长度最大值,根据更新后的焊接长度最大值与焊接长度最小值确定更新后的焊接长度区间值。
30、本技术一些实施例中,根据接头电阻的关系曲线确定目标焊接参数,包括:
31、目标焊接参数包括目标焊接温度区间值;
32、接头电阻的关系曲线包括第二曲线和第三曲线,第二曲线为焊接温度与临界电流的关系曲线,第三曲线为焊接温度与接头电阻的关系曲线;
33、根据第二曲线和第三曲线确定两个焊接温度最小点,计算两个焊接温度最小点的斜率平均值,获取焊料熔点,将焊料熔点作为焊接温度最小值,根据斜率平均值确定温度增值,基于焊料熔点和温度增值得到焊接温度最大值;
34、根据焊接温度最小值和焊接温度最大值得到目标焊接温度区间值。
35、本技术一些实施例中,根据接头电阻的关系曲线确定目标焊接参数,包括:
36、目标焊接参数包括目标焊接压力值;
37、接头电阻的关系曲线包括第四曲线,第四曲线为焊接压力与接头电阻的关系曲线;
38、根据第四曲线确定焊接压力最大值,并将其作为目标焊接压力值。
39、本技术一些实施例中,根据接头电阻的关系曲线确定目标焊接参数,包括:
40、目标焊接参数包括目标焊接角度区间值;
41、接头电阻的关系曲线还包括第五曲线,第五曲线为焊接角度与接头电阻的关系曲线;
42、基于焊接长度和焊接厚度确定校对量,校对量公式为,
43、b=γ1c1+γ2c2;
44、
45、其中,b为校对量,γ1为焊接长度对应的转换权重,γ2为焊接厚度对应的转换权重,c1为焊接长度,c2为焊接厚度;
46、以校对量为横坐标、力学性能为纵坐标建立第六曲线,获取力学性能规定值,并确定该点在第六曲线中的斜率作为第一斜率,在第六曲线中确定最大力学性能点的斜率作为第二斜率,基于第一斜率和第二斜率得到斜率平均值,基于斜率平均值确定焊接角度第一端点值,基于接头电阻要求量在第五曲线中得到焊接角度第二端点值;
47、根据焊接角度第一端点值和焊接角度第二端点值得到目标焊接角度区间值。
48、本技术一些实施例中,基于焊接处界面电阻值修正目标焊接参数,包括:
49、根据焊接处界面电阻值所处区间范围确定每项目标焊接参数的修正系数,根据修正系数分别对目标焊接参数进行修正。
50、通过应用以上技术方案,获取应用需求,并根据应用需求选择接头类型;获取超导带材类型和焊料类型,并根据超导带材类型和焊料类型确定分配比;获取虚焊时的焊接影响因素和接头电阻的关系曲线,基于虚焊时的焊接影响因素、应用需求和接头电阻的关系曲线确定焊接长度区间值;基于焊接长度区间值确定三层结构电阻值,基于三层结构电阻值和分配比确定焊接处界面电阻值;根据接头电阻的关系曲线确定目标焊接参数;基于焊接处界面电阻值修正目标焊接参数,并根据接头类型和修正后的目标焊接参数进行接头焊接工艺控制。本技术通过应用需求确定接头类型,提高了适应性。通过确定三层结构电阻值和分配比,从而得到焊接处界面电阻值,并根据焊接处界面电阻值修正目标焊接参数,提高了接头焊接工艺的准确性,焊接效果得到改善,从而提升超导带材的有效利用。
- 还没有人留言评论。精彩留言会获得点赞!