一种金属丝网整平机及方法与流程
本发明涉及金属丝网整平,具体涉及一种金属丝网整平机及方法。
背景技术:
1、金属丝网是金属和丝网的合称,丝主要是指以金属、非金属为材质加工成的丝,网是以丝为原料,根据需求编织成不同形状、密度和规格的网,现如今金属丝网的应用领域已遍布工业、农业、科技、国防等行业,上至科技,高新产业,下至衣食住行,文化生活,与国民经济步发展,与国计民生息息相关。
2、我国每年的金属丝网用量巨大,相对应的报废的金属丝网量也较大,其中在报废的金属丝网中,大多数的金属丝网均是因为其本身发生变形而无法被使用,为了将变形报废的金属丝网进行校正,现有技术中最常见的校正设备就是金属丝网整平机,现有技术中的金属丝网整平机,在对报废变形的金属丝网进行整平时,大都通过上下两侧设置的校正辊,对金属丝网进行碾压校正,但是在实际使用的过程中,报废变形的金属丝网其表面在长时间的放置或者使用的过程中,不仅会产生大量的锈蚀,当金属丝网的表面涂覆有塑料薄层时,金属丝网在变形或者使用过程中会造成部分涂层的脱落,当金属丝网的表面锈蚀严重或者部分脱层脱落导致金属丝网的表面平整度较差时,直接经过校正辊进行碾压校正,不仅整平效果较差,且表面光洁度较低,难于对其进行二次利用,并且现有技术在对金属丝网进行碾压整平时,并不便于根据金属丝网本身的结构(如编织丝网、搭接焊接丝网),对碾压时的压力进行精确的调节,从而使得整平后丝网的成型效果较差,为此,我们提出了一种金属丝网整平机。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种金属丝网整平机及方法,用以解决背景技术中提出的,现有技术中的金属丝网整平机,在对报废变形的金属丝网进行整平时,不便于根据金属丝网本本身的结构特性,对碾压时的压力进行精确的控制,且当报废的金属丝网表面附着大量的锈迹或者塑料涂层等异物时,对金属丝网的整平效果较差的问题。
3、(二)技术方案
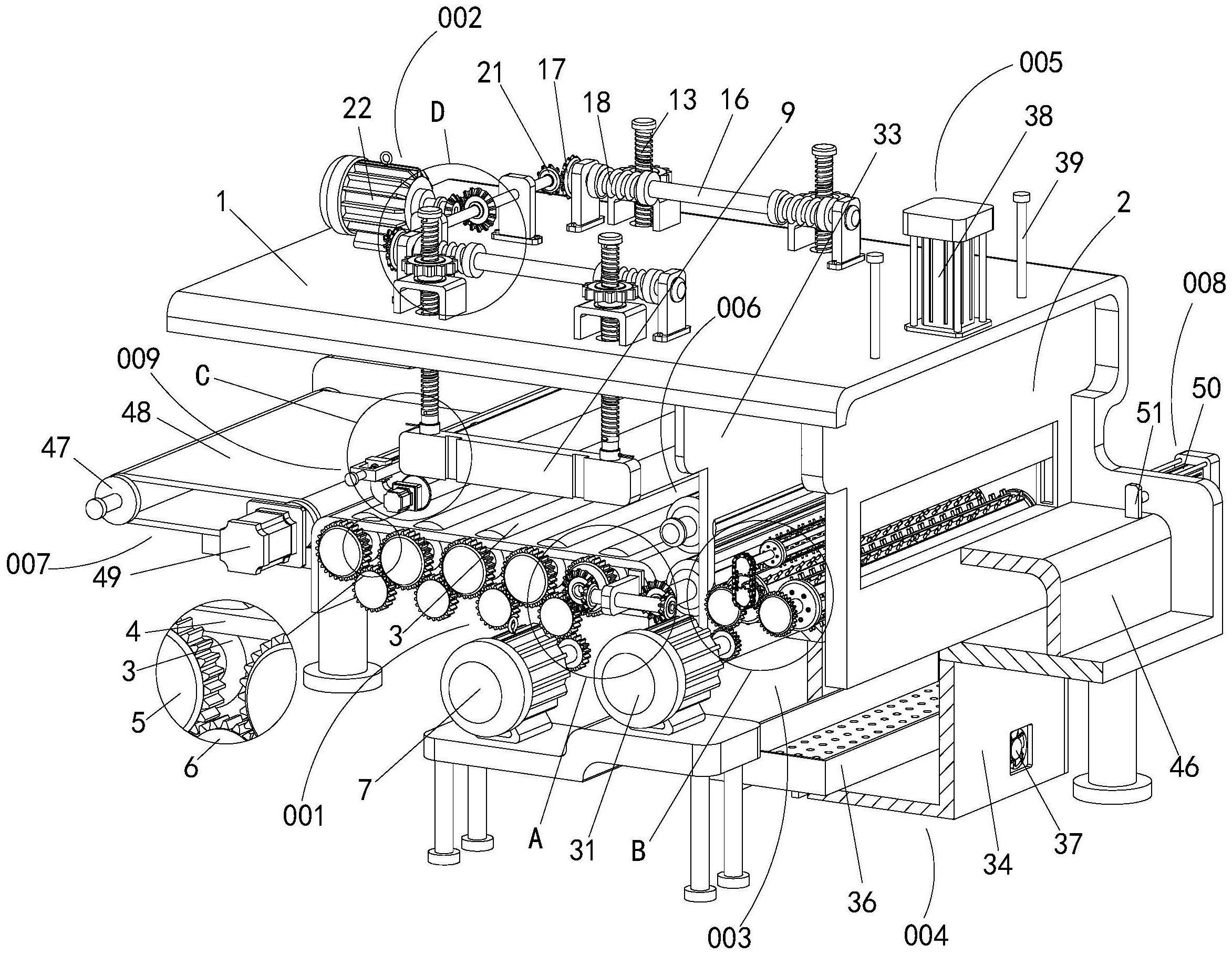
4、为实现上述目的,本发明提供如下技术方案:一种金属丝网整平机,包括整平机壳,还包括具有压力检测功能的整平机构、抛光除杂机构、进料闸板和碾压上料组件;
5、所述整平机构安装在所述整平机壳内,所述整平机构包括动力输送组件和碾压检测组件,所述碾压检测组件位于所述动力输送组件的上方,用于对结构不同、厚度不同的金属丝网进行对应压力且相对稳定的碾压整平;
6、所述抛光除杂机构安装在所述整平机壳上,所述抛光除杂机构包括除杂组件和收渣组件,所述除杂组件位于所述动力输送组件的一侧,所述收渣组件设在所述除杂组件的下方,用于对金属丝网的表面进行清理,同时用于将清理后的杂质进行收集;
7、所述进料闸板安装在所述整平机壳上,所述进料闸板位于所述除杂组件的一侧,所述进料闸板上安装有闸门控制组件,用于对待整平的金属丝网进行初步整平,以防金属丝网发生层叠;
8、所述碾压上料组件安装在所述整平机壳上,所述碾压上料组件位于所述动力输送组件与所述除杂组件之间,所述碾压上料组件与所述动力输送组件通过传动部同步运动,用于对金属丝网进行稳定的上料输送,同时用于对金属丝网进行二次整平。
9、在前述方案的基础上,所述动力输送组件包括:
10、多个下整平转杆,多个所述下整平转杆均等距离转动安装在所述整平机壳上,多个所述下整平转杆上均固定安装有下整平辊;
11、整平载板,所述整平载板固定安装在所述整平机壳上,所述整平载板上开设有多个与所述下整平辊相适配的整平通孔,多个所述下整平辊的部分分别位于多个所述整平通孔的内部;
12、多个整平主齿轮,多个所述整平主齿轮分别固定安装在多个所述下整平转杆的一侧,相邻的两个所述整平主齿轮之间均啮合有整平从齿轮,多个所述整平从齿轮均转动安装在所述整平机壳上;
13、整平电机,所述整平电机通过机座安装在所述整平机壳的一侧,所述整平电机的输出端固定安装有整平驱动齿轮,所述整平驱动齿轮与其中一个所述整平从齿轮相啮合。
14、作为本技术优选的技术方案,所述碾压检测组件包括:
15、两个碾压板,两个所述碾压板均纵向滑动安装在所述整平机壳内,两个所述碾压板之间等距离转动安装有多个上整平转杆,多个所述上整平转杆上均固定安装有上整平辊,多个所述上整平辊和多个所述下整平辊之间形成整平空腔;
16、检测调节部,所述检测调节部至少设为四组,每个所述碾压板上至少设有两组检测调节部,位于同一所述碾压板上的至少两组所述检测调节部上设置有调节驱动部;
17、每组所述检测调节部均包括调节架、调节滚珠螺母组、调节丝杆、调节蜗轮和压力检测传感器,所述调节架固定安装在所述整平机壳上,所述调节滚珠螺母组转动安装在所述调节架上,所述调节蜗轮固定安装在所述调节滚珠螺母组上,所述调节丝杆传动安装在所述调节滚珠螺母组内,所述压力检测传感器安装在所述碾压板上,所述调节丝杆的一端安装在所述压力检测传感器的检测端上;
18、每个所述调节驱动部均包括调节转杆、锥齿轮一和至少两个调节蜗杆,所述调节转杆通过多个转座一转动安装在所述整平机壳上,至少两个所述调节蜗杆均固定安装在所述调节转杆上,至少两个所述调节蜗杆分别与至少两个所述调节蜗轮相啮合,所述锥齿轮一固定安装在所述调节转杆的一侧;
19、驱动转杆,所述驱动转杆通过多个转座二固定安装在所述整平机壳上,所述驱动转杆上固定安装有锥齿轮三和两个锥齿轮二,两个所述锥齿轮二分别与两个所述锥齿轮一相啮合;
20、碾压电机,所述碾压电机安装在所述整平机壳上,所述碾压电机的输出端固定安装有锥齿轮四,所述锥齿轮四与所述锥齿轮三之间相啮合,用于带动至少四个调节丝杆进行同步纵向运动。
21、作为本技术优选的技术方案,所述除杂组件包括:
22、上除杂转杆和两个下除杂转杆,所述上除杂转杆和两个下除杂转杆均转动安装在所述整平机壳上,所述上除杂转杆和两个所述下除杂转杆上均固定安装有除杂部,位于所述上除杂转杆上的所述除杂部和位于所述下除杂转杆上的所述除杂部之间形成除杂空腔;
23、每个所述除杂部均包括除杂转辊,每个所述除杂转辊上均开设有多个除杂凹槽,每个所述除杂凹槽的内部均滑动安装有多个除杂刷,相邻的两个所述除杂刷之间相接触,每个所述除杂转辊的两端均可拆卸固定安装有用于稳定和快速更换除杂刷的限位盘;
24、两个除杂主齿轮,两个所述除杂主齿轮分别固定安装在两个所述下除杂转杆的一侧,两个所述除杂主齿轮之间啮合有除杂从齿轮,所述除杂从齿轮转动安装在所述整平机壳上,所述除杂从齿轮和所述上除杂转杆的一侧均固定安装有除杂链轮,两个所述除杂链轮之间传动安装有除杂链条;
25、除杂电机,所述除杂电机安装在所述机座上,所述除杂电机的输出端固定安装有除杂驱动齿轮,所述除杂驱动齿轮与其中一个所述除杂主齿轮相啮合。
26、在前述方案的基础上,所述收渣组件包括:
27、除杂挡板,所述除杂挡板固定安装在所述整平机壳内,所述除杂挡板位于所述碾压上料组件和所述除杂组件之间,所述除杂挡板上开设有送料通孔,所述送料通孔与所述除杂空腔相对应;
28、收渣箱,所述收渣箱连通在所述整平机壳上,所述收渣箱的一侧密封可拆卸固定安装有箱盖,所述箱盖上开设排渣通孔,所述排渣通孔内可拆卸滑动安装有排渣盒,所述排渣盒的部分位于所述收渣箱的内部,所述排渣盒上开设有多个排气通孔,所述收渣箱上安装多个排风扇,多个所述排风扇均位于所述排渣盒的下方。
29、在前述方案的基础上,所述进料闸板包括:
30、校正闸门和除杂闸框,所述除杂闸框固定安装在所述整平机壳上,所述除杂闸框与所述除杂挡板之间形成除杂区域,所述除杂组件位于所述除杂区域内,所述校正闸门纵向滑动安装在所述除杂闸框内;
31、所述闸门控制组件包括:
32、闸门电动缸,所述闸门电动缸安装在所述整平机壳上,所述闸门电动缸的输出端与所述校正闸门固定安装,所述校正闸门上固定安装有多个稳定滑杆,多个所述稳定滑杆均滑动安装在所述整平机壳上。
33、在前述方案的基础上,所述碾压上料组件包括:
34、两个上料转杆,两个所述上料转杆均转动安装在所述整平机壳上,两个所述上料转杆上均固定安装有上料转辊,两个所述上料转辊上均安装有多条耐磨橡胶条,两个所述上料转辊之间形成送料空腔,所述送料空腔与所述送料通孔相对应;
35、两个上料齿轮,两个所述上料齿轮分别固定安装在两个所述上料转杆的一侧,两个所述上料齿轮相啮合;
36、所述传动部包括传动转杆、两个锥齿轮五和两个锥齿轮六,所述传动转杆通过转座三转动安装在所述整平机壳上,两个所述锥齿轮六分别固定安装在所述传动转杆的两侧,两个所述锥齿轮五分别固定安装在其中一个所述整平主齿轮和其中一个所述上料转杆上,两个所述锥齿轮五分别与两个所述锥齿轮六相啮合。
37、在前述方案的基础上进一步的,所述整平机壳上还安装有皮带出料组件、进料平台和两个进料限位组件,所述皮带出料组件位于所述动力输送组件远离所述除杂组件的一侧,所述进料平台和两个所述进料限位组件均位于所述进料闸板远离所述除杂组件的一侧;
38、所述皮带出料组件包括:
39、两个出料转杆,两个所述出料转杆均转动安装在所述整平机壳上,两个所述出料转杆上均转动安装有出料转棍,两个所述出料转棍上传动安装有出料带;
40、出料电机,所述出料电机安装在所述整平机壳上,所述出料电机的输出端与其中一个所述出料转杆相连接;
41、每组所述进料限位组件均包括:
42、限位电动缸,所述限位电动缸安装在所述整平机壳上,所述限位电动缸的输出端固定安装有限位板,所述限位板与所述进料平台滑动接触。
43、在前述方案的基础上进一步的,所述整平机壳上还安装有丝网修剪组件,所述丝网修剪组件位于所述碾压检测组件靠近所述皮带出料组件的一侧,
44、所述丝网修剪组件包括:
45、修剪架,所述修剪架固定安装在所述整平机壳上,所述修剪架上转动安装有双向螺杆,所述双向螺杆的一端延伸至所述整平机壳的外部并固定安装有转盘;
46、两个修剪部,两个所述修剪部均安装在所述双向螺杆上;
47、每个所述修剪部均包括修剪螺母、修剪板、修剪电机和切割盘,所述修剪螺母螺纹连接在所述双向螺杆上,所述修剪板固定安装在所述修剪螺母上,所述修剪板与所述修剪架滑动安装,所述修剪电机安装在所述修剪板上,所述修剪电机的输出端与所述切割盘之间可拆卸固定安装。
48、一种金属丝网整平机的整平方法,包括上述的一种金属丝网整平机,还包括以下步骤:
49、步骤一、在对报废变形的金属丝网进行整平时,将金属丝网的一端穿过进料闸板和除杂组件上的除杂空腔至碾压上料组件上的送料空腔处,同时根据待整平金属丝网的厚度,通过调节闸门控制组件,对校正闸门和除杂闸框之间的间隙进行调节,以防待整平的金属丝网发生层叠,对金属丝网进行初步整平,根据金属丝网的宽度,调节进料限位组件上两个限位板之间的间距,防止金属丝网在上料时位置发生严重偏移;
50、步骤二、启动动力输送组件上的整平电机,通过整平电机和传动部之间的配合,使多个下整平辊和与传动部啮合的上料转辊进行同步转动,其中两个上料转辊之间相对转动,通过碾压上料组件上两个上料转辊的相对运动带动金属丝网进行稳定的上料输送,同时可实现对金属丝网的二次整平;
51、步骤三、在对金属丝网进行输送时,同步启动除杂组件上的除杂电机,除杂电机的转动带动除杂辊上的除杂刷进行运动,对金属丝网上的锈迹以及附着物进行清理,清理下来的杂质通过收渣组件进行收集即可;
52、步骤四、通过碾压上料组件输送清理后的金属丝网至动力输送组件上时,启动碾压检测组件上的碾压电机,碾压电机带动多个上整平辊进行运动,根据待金属丝网的结构和厚度,对整平空腔的间隙进行调节,对金属丝网进行最终的矫正整平,且在矫正的过程中,通过压力检测传感器的实时监测,可精确的对碾压整平压力进行控制;
53、步骤五、整平后的金属丝网两侧在不平整的情况下,通过丝网修剪组件可将金属丝网不整齐的两侧进行裁剪,便于整平后金属丝网的二次利用;
54、步骤六、整平修剪后的金属丝网,通过皮带出料组件输送处整平机壳的外部即可。
55、(三)有益效果
56、与现有技术相比,本发明提供了一种金属丝网整平机及方法,具备以下有益效果:
57、1、本发明,在对报废变形的金属丝网进行整平时,首先通过进料闸板和闸门控制组件可将金属丝网进行初步整平,防止金属丝网在碾压过程中发生堆叠现象,其次通过碾压上料组件可将金属丝网进行稳定的输送,并对金属进行二次整平,最后通过动力输送组件和碾压输送组件对根据金属丝网的结构、厚度,对金属丝网进行最终的矫正整平,且在矫正的过程中,可精确的对碾压整平压力进行控制,整平效果较好;
58、2、本发明,在对金属丝网进行初步整平后,通过除杂组件的配合,可将金属丝网表面附着的锈迹以及涂层等异物进行清洁,保证金属丝网在输送和最终整平时的稳定性,进一步的提高整平后金属丝网的质量,经过除杂组件清理下来的杂质,可通过收渣组件进行集中收集,除杂效果较好;
59、3、本发明,在对两侧不规则的金属丝网进行清理整平之后,通过丝网修剪组件的配合,可对丝网两侧不整齐的位置进行切割,更加便于整平后金属丝网的二次使用。
60、因此,该一种金属丝网整平机,其在对报废变形的具有二次利用价值的金属丝网进行整平时,不仅便于根据金属丝网结构、厚度的不同,对金属丝网进行精切的碾压矫正,并且在对金属丝网整平时,可将其表面附着的杂质进行清理,大大提高金属丝网在整平后的平整度和质量,适用性较强。
- 还没有人留言评论。精彩留言会获得点赞!