高陡度薄壁元件内表面加工用装夹装置及装夹方法与流程
本发明涉及高陡度薄壁元件内表面加工用装夹装置及装夹方法,属于光学超精密加工。
背景技术:
1、高陡度薄壁元件可以与飞行器共形,减少飞行器空气阻力,增强飞行器气动性和隐身能力,主要应用于航空器窗口和先进武器装备光电系统窗口等。高陡度薄壁曲面多为分段光学表面,上端用于红外探测,下端用于安装红外探测器和其他零件。
2、高陡度薄壁元件内外两面均为分段光学表面,加工内表面时很难保证与外表面的光轴误差。由于元件本身薄壁易变形、大长径比和高陡度,导致其内表面加工空间受限,传统光学超精密加工中常用的机械贴合装夹和中空粘接装夹无法装夹。
3、现有用于高陡度薄壁元件加工的装夹装置和装夹方法有两种,一是如现有专利cn106926006a一种用于高陡度保形头罩表面加工的装夹装置及装夹方法,元件内表面直接倒扣在装夹装置上,此种方法对装置表面精度要求高,元件与装夹装置无法完全贴合,局部点接触引起应力集中,导致局部损伤;二是如现有专利cn107817568b大长径比非球面光学元件凹面加工的装夹装置及装夹方法公开的,先将装夹装置中的夹具底座安装在机床工件轴上,将低应力紫外固化胶均匀涂抹在粘结基体的内侧壁上,再将大长径比非球面光学元件直接放置在多个定位基体和多个粘结基体的内侧面组成的容腔内;用紫外线灯源对装夹装置的粘结基体进行辐照,完成大长径比非球面光学元件与粘结基体之间的粘结;拆卸装夹装置,将大长径比非球面光学元件和装夹装置放置在丙酮溶剂中,使低应力紫外固化胶溶解,实现大长径比非球面光学元件的脱离,但利用胶粘固定的方法繁琐,不适应不同尺寸的元件。
技术实现思路
1、本发明所要解决的技术问题是提供高陡度薄壁元件内表面加工用装夹装置,能够降低装夹难度,提高装夹精度。
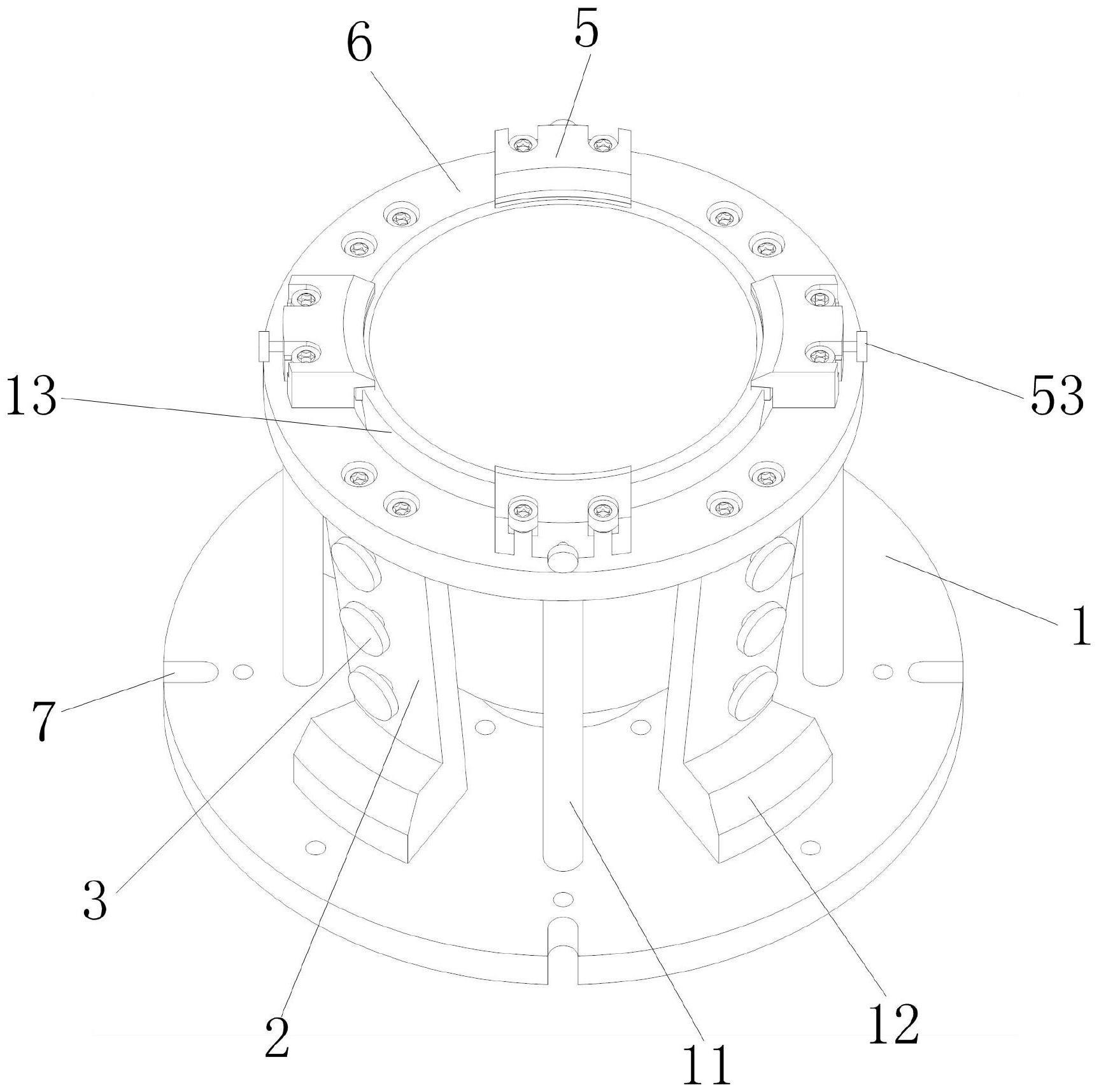
2、本发明解决上述技术问题的技术方案如下:一种高陡度薄壁元件内表面加工用装夹装置,包括安装盘、元件支撑盘、多个支撑板、固定环、多个顶紧螺栓和多个纵向压紧件,所述安装盘上开设有多个定位调节孔;所述元件支撑盘同轴固定在所述安装盘的上端面且其顶部开设有与高陡度薄壁元件的底部匹配的弧形面;多块所述支撑板上均开设有多个第一螺纹孔,其沿所述安装盘周向等间距布置且底端固定在所述安装盘上;所述固定环与所述安装盘和同轴布置且固定在所述支撑板顶端;多个所述支撑板、所述元件支撑盘和所述固定环形成用于装夹高陡度薄壁元件的装夹空间;多个所述顶紧螺栓对应螺接在多个所述第一螺纹孔上且其螺杆端可顶紧位于所述装夹空间内的高陡度薄壁元件的外壁;多个所述纵向压紧件呈环形等间距固定在所述固定环上用于压紧高陡度薄壁元件的顶端面。
3、本发明的有益效果是:将高陡度薄壁元件放置在装夹空间内,底部与元件支撑盘抵接,并且支撑盘的顶部的弧形面与高陡度薄壁元件的底面相匹配,能够增大接触面积,提高对高陡度薄壁元件的支撑效果,防止点接触损坏高陡度薄壁元件;多个支撑板围绕高陡度薄壁元件布置,通过多个顶紧螺栓顶紧在高陡度薄壁元件的外侧壁上,保证其水平方向的稳定,并且通过调节不同方向上顶紧螺栓,保证其端口与固定环平行,提高加工时的精度;通过多个支撑板进行拼块式装夹实现对高陡度薄壁元件整个圆周均匀的装夹,有别于一体式装夹,拼块式装夹具有更高的自由度,可提升装夹精度,避免装夹点接触引起的应力集中的情况;纵向压紧件压紧高陡度薄壁元件的端口,提高其在纵向方向的稳定性,螺栓穿过定位调节孔将安装盘固定在机床回转台面上,调节定位调节孔与机床回转台面的位置,使高陡度薄壁元件的轴线与机床回转台面的轴线重合,提高加工精度。
4、在上述技术方案的基础上,本发明还可以做如下改进。
5、进一步,所述纵向压紧件包括压块,所述压块靠近所述装夹空间的一端的下侧面为压紧面,所述压块通过螺栓固定在所述固定环上且其压紧面可压紧在高陡度薄壁元件的顶端面上。
6、采用上述进一步方案的有益效果是:压块压紧高陡度薄壁元件的端部,是其在纵向上被夹紧,提高其稳定性,提高加工时的精度。
7、进一步,所述纵向压紧件还包括楔块、连接板和调节螺栓,所述楔块沿所述安装盘径向滑动连接在所述压块的压紧面上,沿所述安装盘径向在所述压块上开设有第二螺纹孔;所述连接板垂直连接在所述楔块的楔入端,所述调节螺栓与所述第二螺纹孔螺接且其螺杆端与所述连接板转动连接。
8、采用上述进一步方案的有益效果是:转动调节螺栓,调节螺栓沿安盘的径向移动,其螺杆端通过连接板与楔块连接,驱动楔块移动压紧陡度薄壁元件的端部,能够对其进行微调。
9、进一步,所述连接板为筒形,所述连接板的上端固定在所述楔块的楔入端,且其对应所述调节螺栓的螺杆端开设有环形槽,所述调节螺栓的螺杆端沿其径向远离其轴心延伸出环形板,所述环形板嵌入并滑动连接在所述环形槽内。
10、采用上述进一步方案的有益效果是:环形板滑动连接在环形槽内,使得调节螺杆的螺杆端与连接板转动连接,转动调节螺杆,驱动连接板沿安装盘径向移动,连接板带动楔块移动。
11、进一步,还包括多个橡胶顶块,多个所述橡胶顶块对应安装在多个所述顶紧螺栓的螺杆端。
12、采用上述进一步方案的有益效果是:橡胶顶块柔软,并且通过变形能够增大与高陡度薄壁元件的侧壁的接触面积,降低压强,提高夹紧的稳定性的前提下还能够防止破坏高陡度薄壁元件。
13、进一步,多个支撑板的内壁面与高陡度薄壁元件的外壁倾斜角度相同。
14、采用上述进一步方案的有益效果是:能够使顶紧螺栓与高陡度薄壁元件的外壁垂直,提高固定效果。
15、进一步,还包括柔性垫块,所述柔性垫块的底面固定在所述元件支撑盘的弧形面上。
16、采用上述进一步方案的有益效果是:柔性垫块可通过变形与高陡度薄壁元件底部完全贴合,增大接触面积,防止刚性点接触损伤高陡度薄壁元件。
17、进一步,还包括多个连接杆,多个所述连接杆对应布置在所述多个所述支撑板之间的间隙,其下端均固定在所述安装盘上且上端均固定在所述固定环上。
18、采用上述进一步方案的有益效果是:多个连接杆固定在安装盘和固定环上,能够加固安装盘和固定环的连接,保证装夹空间的稳定。
19、进一步,还包括多个固定座,多个所述固定座固定在所述安装盘上,多个所述支撑板的底端对应固定在多个所述固定座上。
20、采用上述进一步方案的有益效果是:固定座固定在安装盘上更加方便,固定面积大,固定更加牢固。
21、一种装夹方法,利用权利要求至所述的一种高陡度薄壁元件内表面加工用装夹装置包括如下步骤:
22、步骤一,高陡度薄壁元件的底面固定:将所述元件支撑盘固定在所述安装盘中心,将高陡度薄壁元件放置于所述元件支撑盘上,使高陡度薄壁元件的底部与所述元件支撑盘完全贴合;
23、步骤二,侧边装夹:将所述顶紧螺栓安装在所述支撑板上,所述顶紧螺栓穿过所述第一螺纹孔,再将所述支撑板安装在所述安装盘上,调节所述顶紧螺栓,使其螺杆端与高陡度薄壁元件紧密抵触,保证高陡度薄壁元件的顶端面与所述安装盘平行;
24、步骤三,端面紧固:将所述固定环固定在所述支撑板顶端,多个所述纵向压紧件呈环形等间距固定在所述固定环上压紧高陡度薄壁元件的顶端面;
25、步骤四、调心调平:螺栓穿过所述定位调节孔将所述安装盘固定在机床回转台面上,转动机床回转台面,测量高陡度薄壁元件与回转台轴线偏差,调节所述定位调节孔与机床回转台面的位置,使高陡度薄壁元件的轴线与机床回转台面重合。
- 还没有人留言评论。精彩留言会获得点赞!