一种用于闭孔泡沫铝和异种金属连接的钎焊工艺
本发明涉及焊接,具体而言,涉及一种用于闭孔泡沫铝和异种金属连接的钎焊工艺。
背景技术:
1、汽车产业长期向好的基本面不会改变,总需求依然旺盛,但是在汽车产业稳定发展的背景下,汽车结构件市场中的车身、底盘和电池箱体等零部件,大多都采用纯钢、钢铝混合结构,重量占整车30%左右,虽然能够满足汽车的碰撞安全性,但这些材料的使用远远增加了整车重量。根据《新能源汽车产业发展规划(2021-2035年)》中“突破整车智能能量管理控制、轻量化、低摩阻等共性节能技术”可以看出,国家将大力推进汽车轻量化发展,汽车轻量化是节能减排的重要技术路径,因而汽车结构件应体现出重量轻便、节约材料资源、降低能耗、减少碳排放等环保特性。
2、随着“双碳”目标的提出,国家越来越重视节能减排相关工作,而实现汽车轻量化是践行绿色发展的有效途径;再加上,人民物质水平的提高,我国汽车行业也已经进入高质量发展阶段,车身轻量化、驾驶智能化、排放绿色化成为未来汽车研发制造的显著趋势,而车身轻量化作为提高汽车动力性、减少燃料消耗、减低排气污染、提高使用寿命的重要途径之一,是促进汽车行业转型升级的重中之重。
3、泡沫铝具有①轻质:密度为金属铝的0.1~0.4倍;②高比刚度:抗弯比刚度为钢的1.5倍;③高阻尼减震性能及冲击能量吸收率:阻尼性能为金属铝的5~10倍,孔隙率为84%的泡沫铝发生50%变形时,可吸收2.5mj/m3以上的能量;④不燃烧,有良好的热学性能,耐腐蚀性好,低吸湿、无毒性等优点。钢材强度高、塑韧性和耐热性好。但是泡沫铝强度、硬度差,易击碎;而钢板减震吸能的能力差。泡沫铝/钢夹芯板能够综合两种材料的优点,达到“1+1>2”的效果,满足轻量化和减震吸能的效果。而这种泡沫铝/钢夹芯板可作为汽车前后的防撞结构和新能源汽车电池箱的底板和侧围板,在满足防撞减震的条件下实现车身轻量化;还可以作为公路与桥梁间的护栏过渡段,增加护栏的防护能力,保障人民安全。
4、铝的物理性能与钢相差甚远,熔点超过800摄氏度,即当铝完全熔化时,钢保持固态,而液态铝很难与固态钢熔合,两者膨胀系数相差近两倍,导热系数相差近十倍,很难用普通熔化焊接方法直接焊接。实践中常采用压力焊来实现焊接。在工程中,钢和铝的焊接通常采用交流钨极氩弧焊,但这种焊接方法只能通过在钢表面加一层其他金属的表面活化层来进行,如在钢表面镀一层锌或铝,然后再进行焊接。此外,泡沫铝由于孔洞结构,使得可焊面非常小、与空气接触面积大、金属活性大极易氧化,相比于致密铝来说,更加大了焊接难度。
5、搅拌摩擦焊主要用于预发泡体的直接成型,一般不用于对已成型的泡沫铝的直接连接,采用这种焊接泡沫铝/钢夹芯板既复杂而又易受加工环境等的影响;等离子焊虽可以解决焊接深度不够和焊接速度慢的问题,但压缩电弧对工艺参数的变化较为敏感,焊缝成形的稳定性较差;胶粘复合法制备出的泡沫铝/钢夹芯板成品,难以在高温及腐蚀条件下使用,易变质和熔化,长时间使用会老化;螺栓连接法制备的夹芯板会破坏、贯穿母材,而且不符合轻量化目标。而钎焊是通过熔化的钎料来进行焊接的,焊接过程中母材不熔化且变形小,再加上钎焊温度低于母材熔点,可以使泡沫铝芯层不被熔化,从而保持孔洞的完整性。钎焊是原子级的结合,焊缝强度较高。
6、目前,国内外学者针对泡沫铝/钢夹芯板焊接手段制备的研究较少,且更多集中于压焊,因而针对此方向的研究将产生一定的价值,开发一种适合闭孔泡沫铝/钢连接的钎焊工艺,将会对泡沫铝/钢的冶金连接方面提供一定的理论依据。因此,选择合适的钎料、钎剂和工艺参数研制出轻量化、减震吸能、耐热性好、成本低的泡沫铝/钢夹芯板是有较大意义的。
技术实现思路
1、本发明的目的在于提供一种用于闭孔泡沫铝和异种金属连接的钎焊工艺,实现了闭孔泡沫铝与钢等异种金属间的连接,充分发挥泡沫铝和钢的优点,具有比强度高、吸收冲击能力强等特点。熔化后的钎料向里层进行渗透并与泡沫铝形成原子间结合,成功焊透泡沫铝层,但泡沫铝的孔洞胞壁并未发生变形与坍塌,与传统q235钢相比,在保证抗弯强度和抗冲击强度的情况下大大减轻整体重量。
2、本发明的解决上述技术问题是通过以下技术方案实现的:
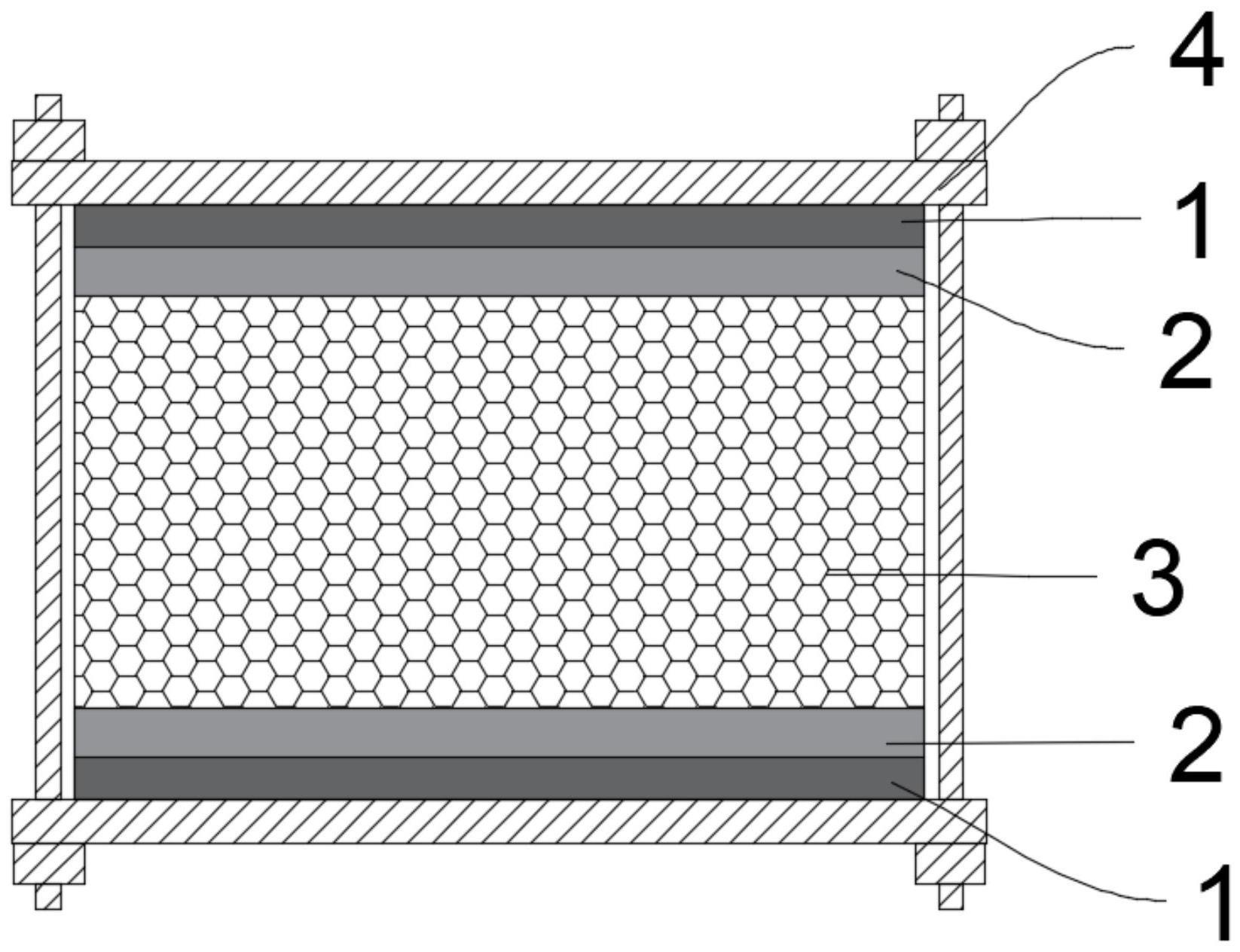
3、第一方面,本技术实施例提供一种用于闭孔泡沫铝和异种金属连接的钎焊工艺,其包括步骤:切割闭孔泡沫铝和金属板材,切割大小相同的两块金属和一块闭孔泡沫铝;去除泡沫铝和钢表面的氧化膜,使用砂纸打磨闭孔泡沫铝和金属板材的表面;涂覆焊料,分别在闭孔泡沫铝或金属板材表面涂覆钎料钎剂;装配闭孔泡沫铝和金属板材,将闭孔泡沫铝夹设于两块金属板材之间,装配后形成金属板、钎料、闭孔泡沫铝、钎料、金属板的结构;进行钎焊,将装配好的闭孔泡沫铝和金属板材放入电阻炉中进行高温焊接。
4、在本发明的一些实施例中,去除泡沫铝和金属板表面的氧化膜时,使用350~450目砂纸打磨泡沫铝和金属板表面,再用10%氢氧化钠水溶液浸泡0.5~2min,然后冲洗、烘干。
5、在本发明的一些实施例中,在步骤3中,上述焊料包括钎料和钎剂,上述钎料为铝硅系合金,按重量计包括以下成分:cu(0.2%~0.4%),si(10%~13%),al8(7.6%~7.7%),上述钎剂为alf6k3。
6、在本发明的一些实施例中,涂覆焊料前,钎料与钎剂根据质量比2:1配置,加入无水乙醇均匀混合,调成膏状。
7、在本发明的一些实施例中,涂覆焊料时,将闭孔泡沫铝水平放置,将混合钎料和钎剂分别均匀涂覆于闭孔泡沫铝的下表面以及上层金属板的下表面。
8、在本发明的一些实施例中,进行钎焊时,将电阻炉温度升到400℃,然后以5l/min的速率通入氩气4~6min,此时将装配好的闭孔泡沫铝和金属板材放入电阻炉,再以5l/min的速率通入氩气5~6min,之后降低通气速率到1~2l/min。当温度升到钎焊温度时,停止加热但仍通入氩气,保温15min后将电阻炉冷却至室温,取出成品后自然时效12h~24h待用。
9、在本发明的一些实施例中,在步骤4装配闭孔泡沫铝和金属板材时,使用夹具进行夹紧固定。
10、第二方面,本技术实施例提供一种由用于闭孔泡沫铝和异种金属连接的钎焊工艺制备而得的闭孔泡沫铝/金属夹芯板材。
11、相对于现有技术,本发明的实施例至少具有如下优点或有益效果:
12、本发明提供一种用于闭孔泡沫铝和异种金属连接的钎焊工艺,采用钎焊配合去除金属氧化层进行加工。相比于熔焊,该工艺不会达到泡沫铝的熔点,能够改善弧焊在焊接泡沫铝/钢时,板材中心处分离现象严重的问题;能够改善激光焊在焊接时表层熔化、里层坍塌且成型困难的问题;能够改善复合焊参数选择难以把握,设备较为复杂且焊接成本高的问题。相比于压焊,该工艺能够适用于对已成型的闭孔泡沫铝进行直接连接,免去了发泡过程,而搅拌摩擦焊适用于泡沫铝预发泡体的成型,较为复杂,因此该工艺的操作更简单、难度更小。
13、使用上述工艺制备出一种闭孔泡沫铝/q235钢夹芯板结构,相比于胶粘复合法,采用该工艺制备出的泡沫铝/钢夹芯板成品,能够在高温及腐蚀条件下使用,结合界面不会变质和熔化,使用寿命长;相比于螺栓连接法,该工艺不会破坏螺栓贯穿板材,导致力学性能降低以及螺栓自身腐蚀的问题;对于粉末热压复合法,其目前还未解决在实现板/芯有效初结合的前提下,获得更高的芯层粉末致密度的问题,泡沫铝在发泡过程中易产生大尺寸的连通孔和破孔等缺陷。该工艺作为另一种手段,在保证成品强度等性能达到工艺要求的同时,工件可以被整体加热或者钎缝周围大面积加热,适用于大批量的成品制备,生产效率更高,同时成品强度高,重量轻,抗弯强能力强,抗冲击强度高。
- 还没有人留言评论。精彩留言会获得点赞!