一种用于板材加工的开槽装置的制作方法
本发明涉及板材加工设备的领域,尤其是涉及一种用于板材加工的开槽装置。
背景技术:
1、在板材加工过程中,往往需要对板材进行开槽,开槽工艺通常采用开槽装置进行。相关技术中的开槽装置采用锯片对板材进行切割,从而在板材上形成槽口,但是对于两端不贯穿的槽口,锯片切割形成的槽口的端面为弧形,而实际需要的是垂直板材的表面的端面,所以后续需要人工铣平槽口的端面,降低了板材的加工效率,且人工成本高。
2、针对上述中的相关技术,申请人认为存在以下缺陷:开槽装置加工的槽口的端面不符合设计要求。
技术实现思路
1、为了使得开槽装置加工的槽口的端面符合设计要求,本技术提供一种用于板材加工的开槽装置。
2、本技术提供的一种用于板材加工的开槽装置采用如下的技术方案:
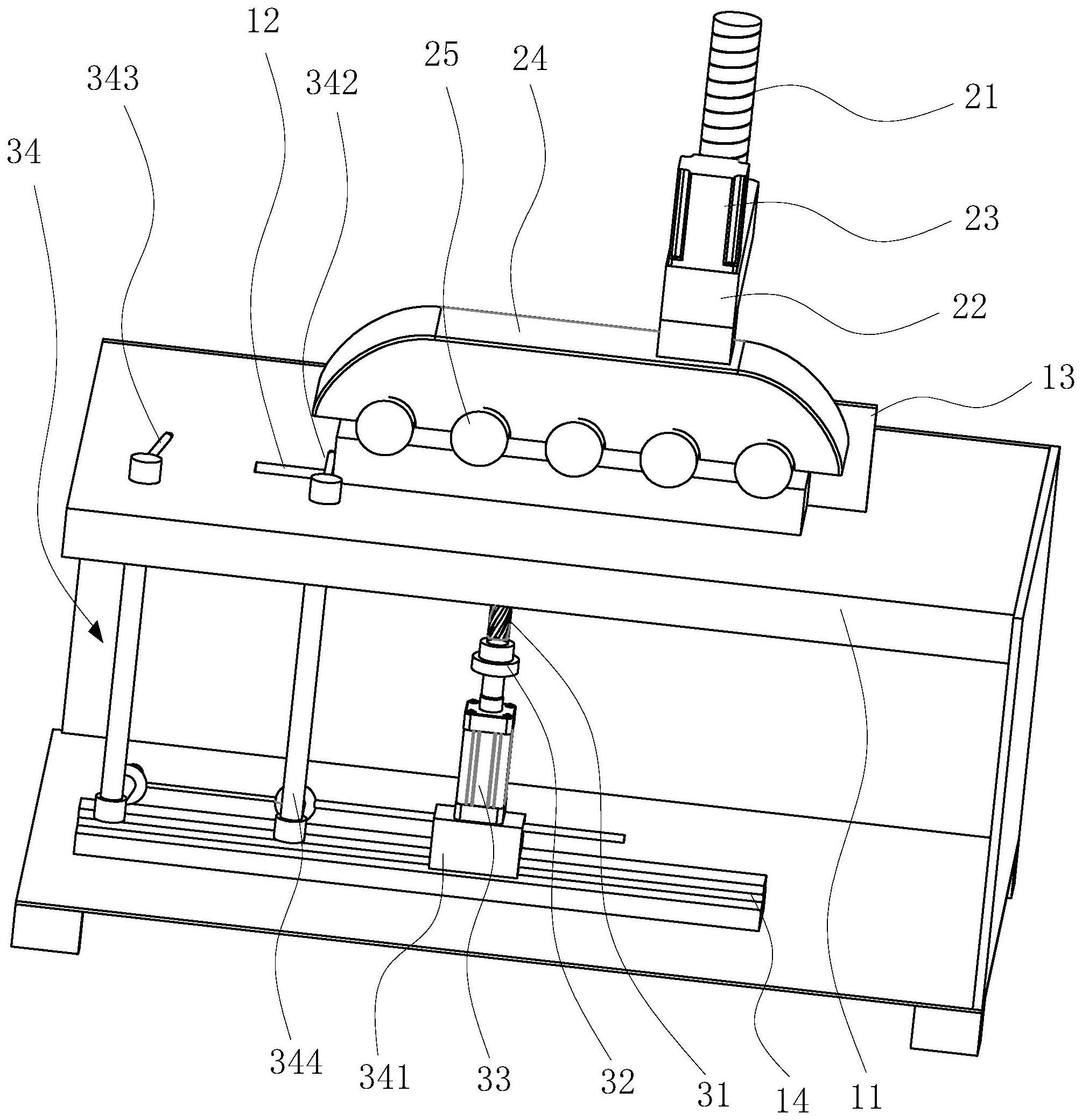
3、一种用于板材加工的开槽装置,包括机体,所述机体上安装有分别用于驱动板材前进的送料组件和用于对板材进行开槽的开槽组件;所述开槽组件包括驱动器、铣刀、伸缩结构和同步器,所述驱动器与所述铣刀驱动连接,所述伸缩结构连接所述驱动器并带动所述驱动器移动,所述伸缩结构安装于所述同步器上;所述同步器包括第一触杆、第二触杆、传动件和滑车,在板材移动方向上所述第二触杆设于所述第一触杆的前方,所述第一触杆的一端和所述第二触杆的一端均设于板材的前进路线上,所述第一触杆的另一端和所述第二触杆的另一端分别连接所述传动件的一端,所述传动件的另一端连接所述滑车,所述伸缩结构安装于所述滑车上。
4、通过采用上述技术方案,板材前进并推动第一触杆移动时,第一触杆通过传动件带动滑车移动,从而保持滑车的移动速度和板材的前进速度相同,此时通过伸缩结构将铣刀伸到板材处,通过驱动器带动铣刀转动开始对板材进行开槽,由于此时滑车和板材保持同步前进,铣刀能够垂直进入到板材内,随着板材继续前进,第一触杆移动到设定位置并保持不动,滑车也随着固定不动,此时铣刀已经延伸到设定位置,再随着板材继续前进,铣刀和板材在板材的前进方向上发生相对运动,铣刀在板材上铣出槽口;当板材继续前进并推动第二触杆移动时,第二触杆通过传动件带动滑车移动,从而保持滑车的移动速度和板材的前进速度相同,此时通过伸缩结构带动铣刀脱离板材,由于此时滑车和板材保持同步前进,铣刀能够保持同一个位置垂直脱离板材;本技术的铣刀靠近板材和脱离板材的过程中,铣刀均能够在板材的前进方向上保持与板材同步移动,所以铣出的槽口的端面均为竖直面,能够满足设计要求,后续无需再进行加工,提高板材的加工效率。
5、优选的,所述传动件包括第一转筒、第二转筒、第一滑杆、第二滑杆、第一复位弹簧、第二复位弹簧和拉杆,所述第一滑杆与第一触杆平行且竖向对齐,所述第二滑杆与所述第二触杆平行且竖向对齐,所述第一触杆和第一滑杆分别固定于所述第一转筒的两端,所述第二触杆和第二滑杆分别固定于所述第二转筒的两端,所述第一转筒和第二转筒分别转动连接所述机体,所述第一复位弹簧的两端分别连接第一转筒和机体,所述第二复位弹簧的两端分别连接第二转筒和机体,所述拉杆的轴向与板材的移动方向相同,所述拉杆的一端固定有第一滑环和第二滑环,所述拉杆的另一端固定连接所述滑车,所述第一滑杆滑动套设所述第一滑环,所述第二滑杆滑动套设所述第二滑环。
6、通过采用上述技术方案,板材推动第一触杆转动,带动第一转筒转动,第一转筒带动第一滑杆转动,第一滑杆带动拉杆移动,拉杆拉动滑车移动,设计时计算好第一滑环与第一滑杆的位置,即可保持滑车和板材的移动速度相同;同理,板材推动第二触杆转动,带动第二转筒转动,第二转筒带动第二滑杆转动,第二滑杆带动拉杆移动,拉杆拉动滑车移动,计算好第二滑环与第二滑杆的位置,即可保持滑车和板材的移动速度相同,此时拉杆拉动滑车移动的同时会推动第一滑杆继续转动,再通过第一转筒带动第一触杆转动,使得第一触杆脱离板材,减小板材的前进阻力。
7、优选的,所述第一触杆远离所述第一转筒的一端安装有第一滚轮,所述第一滚轮转动连接所述第一触杆,所述第二触杆远离所述第二转筒的一端转动连接有第二滚轮。
8、通过采用上述技术方案,滚动连接的摩擦力较小,能够减小板材的前进阻力,同时减少板材被划伤的概率。
9、优选的,所述第一触杆、第二触杆、第一滚轮和第二滚轮均包裹有橡胶层。
10、通过采用上述技术方案,橡胶层能够减少板材被划伤的概率。
11、优选的,所述机体上安装有滑轨,所述滑车滑动安装于所述滑轨上,所述滑车上安装有制动器,所述制动器能够连接所述滑轨并保持所述滑车固定。
12、通过采用上述技术方案,制动器保持滑车固定,避免铣刀开槽的过程中被板材往前推动而造成槽口的长度不满足设计要求。
13、优选的,所述机体上还安装有控制系统,所述控制系统包括控制器、第一传感器、第二传感器、第三传感器和第四传感器,所述控制器分别电连接所述第一传感器、所述第二传感器、所述第三传感器、所述第四传感器、所述制动器、所述伸缩结构、所述驱动器和所述送料组件,所述第一传感器设于所述第一触杆的初始位置处,所述第二传感器安装于所述第一触杆沿板材输送方向的前方,所述第三传感器设于所述第二触杆的初始位置处,所述第四传感器安装于所述第二触杆沿板材输送方向的前方。
14、通过采用上述技术方案,通过第一传感器、第二传感器、第三传感器、第四传感器来感应板材的位置并发送给控制器,控制器根据接收到的各传感器的信号,控制制动器、伸缩结构、驱动器和送料组件的工作状态。
15、一种用于板材加工的开槽装置的控制方法包括如下步骤:
16、所述送料组件将板材往前输送,当板材前进到所述第一触杆处并推动所述第一触杆时,所述第一触杆通过所述传动件带动所述滑车移动,保持滑车与板材同步前进,此时所述第一传感器被触发,所述第一传感器向所述控制器发出伸长信号,所述控制器接收到伸长信号后控制所述伸缩结构伸长,同时控制所述驱动器启动,所述铣刀开始开槽;
17、所述送料组件继续将板材往前输送,所述第一触杆继续被板材推动,当所述第一触杆转动到设定的位置时,所述第一触杆不再被板材推动,所述第二传感器被触发,所述第二传感器向所述控制器发出制动开启信号,所述控制器接收到制动开启信号后控制所述制动器启动,将所述滑车固定;所述伸缩结构达到设定长度时停止伸长;
18、所述送料组件继续将板材往前输送,所述铣刀在板材上开出槽口,当板材前进到所述第二触杆处并推动所述第二触杆时,所述第三传感器被触发,所述第三传感器向所述控制器发出收缩信号,所述控制器接收到收缩信号后控制所述伸缩结构收缩,同时控制所述制动器解除制动,所述第二触杆通过所述传动件带动所述滑车移动,保持所述滑车与板材同步前进;所述伸缩结构收缩到预设长度停止收缩;
19、所述送料组件继续将板材往前输送,所述第二触杆继续被板材推动,当所述第二触杆转动到设定的位置时,所述第二触杆不再被板材推动,此时所述第四传感器被触发,所述第四传感器向所述控制器发出制动关闭信号,所述控制器接收到制动关闭信号后控制所述驱动器停止工作;
20、所述送料组件继续将板材往前输送,当板材脱离所述第二触杆后,所述第二复位弹簧和第一复位弹簧分别复位,带动第一触杆、第二触杆和滑车回到初始位置。
21、通过采用上述技术方案,通过控制系统自动控制铣刀的升降,提高板材的加工效率。
22、优选的,所述控制系统还包括第五传感器和第六传感器,所述第五传感器和第六传感器分别安装于伸缩结构上,所述第五传感器设于所述第六传感器的上方,所述第五传感器和第六传感器分别电连接所述控制器,所述伸缩结构上升到位时,所述第五传感器被触发,所述伸缩结构下降到位时,所述第六传感器被触发。
23、通过采用上述技术方案,通过第五传感器和第六传感器控制伸缩结构的伸缩长度,提高铣刀铣出的槽深的精度。
24、综上所述,本技术包括以下至少一种有益技术效果:
25、本技术的板材是在移动中进行开槽的,能够不间断地输送板材,不间断地对板材进行加工,能够减少板材的搬运工序,提高加工效率;铣刀靠近板材和脱离板材的过程中,能够在板材的前进方向上保持与板材相对静止,且不受板材的前进速度变化的影响,所以开出的槽口的前端面和后端面均垂直板材的表面,满足设计要求,后续无需另外对槽口的端面进行加工,减少了槽口的加工工序,提高加工效率。
- 还没有人留言评论。精彩留言会获得点赞!