伺服直驱电机驱动器线路板焊接设备的制作方法
本发明涉及线路板生产,尤其是指伺服直驱电机驱动器线路板焊接设备。
背景技术:
1、直驱电机,直接驱动式电机的简称;主要指电机在驱动负载时,不需经过传动装置(如传动皮带等);直驱电机适合用于各类洗衣机,主要利益点包括静音、节能、平稳、动力强劲;在对直驱电机驱动器生产时,需要对驱动器线路板进行焊接。
2、线路板的焊接主要是指将导线、元器件和插接件的引脚与对应的金属过孔进行焊接以接入电路;在焊接过程中,主要是通过焊接铁烙头将锡丝熔融,将电器元件的引脚焊接在线路板表面的安装孔中。
3、但是目前在具体操作时还会存在一些问题,由于需要焊接的种类众多,需要将大小不一的电器元件稳定放置在线路板表面,但是由于一些电器元件较小,导致线路板在受到外力或者有风时,常会导致其表面电器元件脱离安装孔一侧,影响了对线路板的焊接。
技术实现思路
1、为此,本发明所要解决的技术问题在于克服现有技术中一些电器元件较小,导致线路板在受到外力或者有风时,常会导致其表面电器元件脱离安装孔一侧,影响了对线路板的焊接。
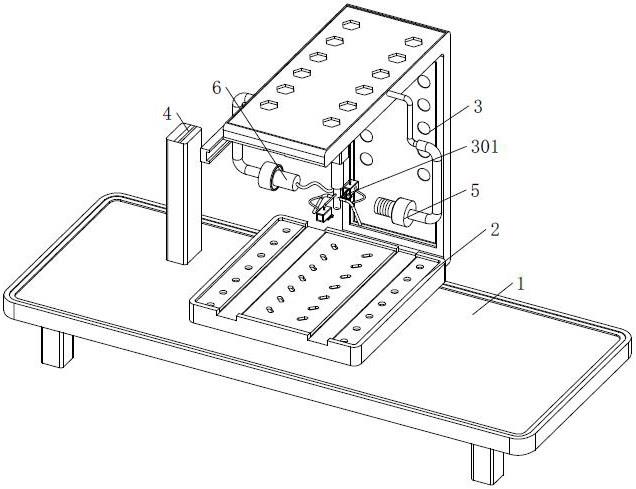
2、为解决上述技术问题,本发明提供了伺服直驱电机驱动器线路板焊接设备,包括工作台;所述工作台的上表面中侧固定安装有放置座;所述工作台的表面靠近放置座的一侧固定连接有支架;所述支架的表面安装有吸附管;所述支架和吸附管设置有驱动组件,驱动组件通过多个电动伸缩杆构成,驱动组件用以带动吸附管在x、y、z三轴上移动,此处为现有技术,不做多余赘述;所述工作台的表面靠近放置座的一侧设置有烙铁头;所述支架的表面转动连接有收卷环,收卷环的表面缠绕有焊锡丝,所述支架的表面靠近吸附管的一侧固定安装有气泵;所述气泵通过输气管与吸附管连接;将驱动器线路板置于放置座的上表面,之后启动驱动组件,驱动组件中的电动伸缩杆移动吸附管,并驱动气泵从吸附管中抽气,吸附管会将电器元件进行吸附,之后驱动组件将吸附管移动至放置座表面的线路板一侧,并将吸附管一端的电器元件置于线路板表面,使电器元件的引脚与线路板表面的安装孔相结合,随后工作人员拿取烙铁头和收卷环表面的焊锡丝,对电器元件的引脚进行焊接处理,由于电器元件在焊接过程中是始终被吸附管所吸附,所以能稳定的放置在线路板表面,避免电器元件因其形状过小,导致线路板在受到外力或者有风时出现电器元件脱离线路板表面安装孔位置的问题,方便电器元件安装在线路板的表面。
3、在本发明的一个实施例中,在对电器元件进行焊接时,会产生一定的烟尘,而烟尘中含有氟化物以及二氧化硅等,在人体吸入时有害;因此所述吸附管的两侧均固定连接有吸气管;所述吸气管的一端朝向电器元件一侧,另一端贯穿在吸附管的内部;工作时,在气泵通过吸附管抽吸时,吸附管两侧的吸气管会同时吸气,两侧的吸气管会对电器元件在焊接时产生的烟尘进行吸收,避免工作人员吸入烟尘影响工作人员身体的问题,同时吸气管产生的抽吸力,会将焊接脚高温起到一定的降温作用,便于焊接脚的成型。
4、在本发明的一个实施例中,每个所述吸气管的内部均设置有限位弧座;所述限位弧座的长度小于吸气管的直径;设置了限位弧座,能对吸气管中的抽气力进行降低,避免吸气管产生的抽吸力过大导致焊接出的锡珠出现偏离电器元件的引脚处问题,便于电器元件焊接在线路板表面在本发明的一个实施例中。
5、在本发明的一个实施例中,所述吸附管的表面靠近吸气管的一侧固定连接有气压腔体;所述气压腔体的数量为两个,且呈对称设置;所述吸气管的表面固定连接有连接管;所述连接管的一端贯穿在吸气管的内部,另一端贯穿在气压腔体的内部;所述连接管的内部设置有单向阀;所述气压腔体的内部滑动连接有活塞板;所述活塞板的表面连接有定位杆;所述定位杆滑动连接在气压腔体的内部;所述定位杆远离气压腔体的一侧连接有定位板;所述定位板的表面设置有多个斜形弧板;两个斜形弧板在结合时会呈圆锥形状;工作人员推动两侧的定位板,使两侧的定位板处于电器元件的引脚位置处;之后通过吸气管吸入的大气以及烟尘可通过连接管进入到气压腔体中,气压腔体中的压强增大,活塞板移动,活塞板会带动定位杆和定位板移动,此时两侧的定位板相互靠近,并接触在一起,且定位板表面的斜形弧板相互结合在电器元件引脚处,呈圆锥形状,之后对电器元件引脚处焊接产生的锡珠会呈圆锥状,不仅避免了焊接出的锡珠呈团状成型在线路板表面,导致与线路板表面接触面积过多,会过多污染线路板表面的问题,还提高了线路板焊接后的美观性,有利于后期伺服直驱电机驱动器的生产。
6、在本发明的一个实施例中,所述定位杆的表面套接有拉伸弹簧;所述拉伸弹簧的一端与定位杆的表面连接,另一端连接在气压腔体的内壁;工作时,在定位杆移动时,定位杆会同时压缩拉伸弹簧,使拉伸弹簧处于压缩状态,当电器元件安装完成之后,停止气泵时,压缩状态下的拉伸弹簧恢复,带动定位杆和定位板向远离电器元件引脚一侧移动,便于对其的再次使用。
7、在本发明的一个实施例中,所述定位杆靠近定位板的一侧滑动连接有放置架;所述定位板滑动连接在放置架的内部;工作时,由于定位板滑动连接在放置架的内部,所以工作人员可以根据电器元件的引脚位置,从而拉动定位板,使定位板表面斜形弧板对不同的引脚进行结合,便于电器元件的安装。
8、在本发明的一个实施例中,每个所述斜形弧板的材质均为不锈钢;所述放置架的内部设置有与定位板相适配的凹槽;为了避免斜形弧板与锡珠相结合,将斜形弧板的材质设置成不锈钢,可以便于之后对斜形弧板的取出。
9、在本发明的一个实施例中,所述气压腔体的下表面固定连接有l型撑柱;所述l型撑柱的一端与气压腔体的下表面连接,另一端固定连接有电动推杆;所述电动推杆远离l型撑柱的一侧与放置架侧表面相接触;工作时,当两侧的定位板相互靠近至电器元件引脚位置处时,工作人员若观察定位板的位置离电器元件引脚位置较远,此时控制电动推杆,由于放置架滑动连接在定位杆的底部,所以电动推杆会带动放置架和定位板进一步向靠近电器元件一侧移动,有利于两侧的斜形弧板相互结合,便于圆锥形锡珠的成型。
10、在本发明的一个实施例中, 所述放置架的上表面开设有限位槽,所述定位杆的底端滑动连接在放置架上表面的限位槽中;工作时,在放置架的表面设置了限位槽,方便了对放置架的移动,有利于两侧斜形弧板的结合;所述气压腔体远离连接管一侧表面固定连接有回收管;所述回收管贯穿在气压腔体的内部;所述回收管的内部安装有电磁阀;设置了回收管,在一次焊接完成之后,可以通过回收管将气压腔体中的烟气进行回收处理。
11、本发明的上述技术方案相比现有技术具有以下优点:
12、本发明所述的伺服直驱电机驱动器线路板焊接设备,通过将吸附管一端的电器元件置于线路板表面,使电器元件的引脚与线路板表面的安装孔相结合,随后工作人员拿取烙铁头和收卷环表面的焊锡丝,对电器元件的引脚进行焊接处理,由于电器元件在焊接过程中是始终被吸附管所吸附,所以能稳定的放置在线路板表面,避免电器元件因其形状过小,导致线路板在受到外力或者有风时出现电器元件脱离线路板表面安装孔位置的问题,方便电器元件安装在线路板的表面,且可以适应不同种类的电器元件;
13、通过在气泵通过吸附管抽吸时,吸附管两侧的吸气管会同时吸气,两侧的吸气管会对电器元件在焊接时产生的烟尘进行吸收,避免工作人员吸入烟尘影响工作人员身体的问题,同时吸气管产生的抽吸力,会将焊接脚高温起到一定的降温作用,便于焊接脚的成型;
14、通过两侧的定位板相互靠近,并接触在一起,且定位板表面的斜形弧板相互结合在电器元件引脚处,呈圆锥形状,之后对电器元件引脚处焊接产生的锡珠会呈圆锥状,不仅避免了焊接出的锡珠呈团状成型在线路板表面,导致与线路板表面接触面积过多,会过多污染线路板表面的问题,还提高了线路板焊接后的美观性,有利于后期伺服直驱电机驱动器的生产。
- 还没有人留言评论。精彩留言会获得点赞!